高效反渗透工艺在化工厂废水零排放中的应用
2025-01-21平凡





摘 要:在化工厂废水零排放的过程中,通常利用增强型澄清池有效去除废水中的悬浮物、重金属及初步分解有机物,并将高效反渗透工艺作为核心技术,利用其高精度的过滤膜,精准拦截并去除废水中残留的溶解性有机物、盐类及微生物,保证出水水质远超排放标准。此过程不仅能大幅提升废水的净化效率,还能实现水资源的深度回收与再利用,最终将处理后的清水用于生产系统或作为其他工业用水,形成完整的闭路循环系统,成功达到化工厂废水零排放的目标。在应用结果中,整体淡水回收率稳定在92%~95%,远超预设的90%,不仅满足了设计要求,还显示了高效反渗透工艺在废水零排放领域的潜力和实际应用价值。
关键词:高效反渗透;化工厂;废水零排放;中空纤维膜;淡水回收率
中图分类号:X 77 文献标志码:A
化工厂作为工业废水的主要产生源之一,通常富含高密度的有机化合物、无机矿物质以及重金属等有害杂质,直接排放不仅严重污染水体,还威胁生态系统的健康与人类的生存环境。因此,研究化工厂废水的零排放技术,对保护水资源、促进循环经济具有重要意义。高效反渗透工艺核心是利用半透膜的选择性透过机制将废水中的各类杂质与水分离。当废水在高压驱动下流经这层特制的半透膜[1]时,膜上的微小孔径只允许水分子及其部分小分子溶质顺利通过,而绝大多数的溶解性固体、有机物大分子、细菌、病毒乃至胶体微粒等,被有效截留在膜的一侧,形成富含这些污染物的浓水[2]。这个过程不仅可以深度去除废水中污染物,还可以提高出水的水质,使其达到或接近自来水的标准,甚至在某些应用中能够产出满足特定工业需求的超纯水。同时,被截留的浓水虽然富含污染物,但也有资源化再利用的可能性,如果通过进一步的蒸发结晶、离子交换或生物处理等手段,就可以从中回收有价值的盐类、重金属或能源物质,从而实现废水的资源化再利用。
1 工程概况
本工程主要是处理某化工厂产生的高浓度反渗透浓水及微量酸碱废液。项目中的废水水质见表1。
本研究采用先进的高效反渗透技术,有效截留并浓缩这些高难度废水中的有害物质,实现废水近零排放,同时回收部分水资源。
2 利用高效反渗透工艺设计化工厂废水零排放
2.1 预处理化工厂废水
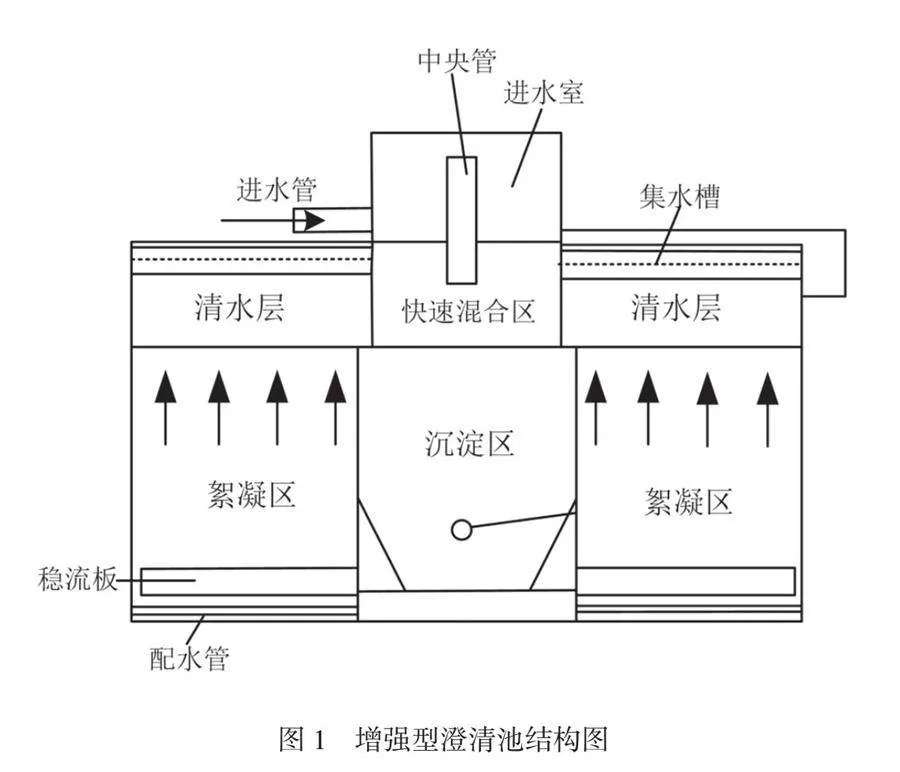
在化工厂废水预处理中,需要设计高效的三级处理流程,旨在从源头减少污染,保证后续处理工艺的高效稳定运行。首先,采用耐腐蚀的玻璃钢材质构建两座增强型澄清池(图1),每座有50m³/h的处理能力。这些澄清池集成了快速混合区、精密絮凝区及高效沉淀区,特别是在沉淀区内配置了自动刮泥装置,可以有效分离固液。部分沉淀污泥通过循环泵回流至絮凝区,其作为生物载体可以加速絮体形成。剩余污泥则经污泥泵送入压滤机进行固液分离,最终干化处置,减少了环境污染。
其次,配置四台大容量的石英砂过滤器,每台设计处理量为30m³/h,将工作压力控制在0.5MPa以下,保障过滤过程安全。这些过滤器采用先进的自动反冲洗系统,包括两台主用、两台备用的反洗水泵(总出力达到200m³/h)以及专门的超滤反洗装置[3],用气水联合方式对其进行定期清洗,保持过滤介质清洁,延长使用寿命。石英砂过滤器的经济性与易维护性使其成为连接预处理与超滤环节的优选方案。
最后,设置两套并联运行的超滤装置,每套处理能力达到40m³/h,可以灵活应对不同处理需求。在超滤前增设高精度自清洗保安过滤器,专门拦截大于50μm的颗粒杂质,保护超滤膜免受损伤。该保安过滤器设定了智能反洗逻辑:累计过滤时间达到150min后自动启动;进出口压差超过预设值0.04MPa时即时响应。
2.2 利用高效反渗透工艺去除废水中有机物
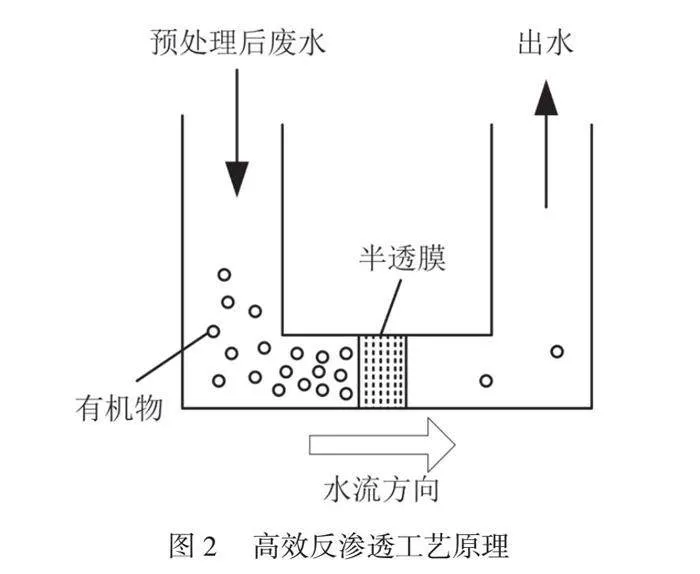
高效反渗透工艺不仅能够有效截留并消除可溶性有机杂质、胶体悬浮物、微生物细菌及潜在病毒等微小污染成分,还具备能耗低、处理效果稳定、操作简便等很多优势。高效反渗透工艺的核心是其高选择性的半透膜,这种膜材料具有极小的孔径,能够允许水分子通过,绝大多数的有机物、盐分以及各类杂质均被高效反渗透膜层严密阻隔,使其无法穿越至膜的另一侧。通过施加外部压力,水分子被迫逆浓度梯度通过膜层,达到净化目的,原理如图2所示。
在去除有机物的过程中,通过调整操作压力、温度及pH等优化操作条件,可以显著提高膜通量及去除效率,降低膜污染风险。此外,结合混凝沉淀、活性炭吸附等预处理步骤,可以进一步减轻膜负担,延长膜的使用寿命,降低整体运营成本。
在膜材料选择与设计方面,高效反渗透工艺采用高效复合中空纤维膜,不仅能提高膜的抗污染性能,还能提高其对特定有机物的选择性去除能力。这些膜材料通常具有更高的孔隙率[4]、更优异的亲水性和化学稳定性,能够在恶劣的废水环境中保持高效稳定运行。更重要的是,高效反渗透工艺在去除有机物的同时,还能对水资源进行回收利用。
2.3 实现化工厂废水零排放
为达到化工厂废水零排放的目标,在上述预处理和去除有机物的基础上,需要优化一套综合废水处理工艺,该工艺深度融合“高效絮凝沉淀-精密过滤-深度离子交换-高效脱碳-反渗透浓缩与回用”技术链,如图3所示。
接收来自去除有机物后的废水后,利用大功率提升泵送入高效絮凝沉淀装置,在此阶段,引入聚合氯化铝(PAC)作为混凝剂,同时辅以聚丙烯酰胺(PAM)作为助凝剂[5],有效促进废水中不溶物与胶体物质的絮凝与沉降,同时辅以适量氢氧化钙调节,进一步降低硬度。利用高精度滤材深度拦截剩余悬浮杂质,可以保证出水清澈透明,进入中间水池暂存。此阶段出水经多级离子交换柱处理,包括强碱阴离子与弱酸阳离子交换器,可以精准去除残留的离子杂质,使水质接近纯水标准。采用脱碳技术可以有效去除水中溶解的二氧化碳,减少后续处理负担。此时,处理水进入高效反渗透系统,该系统配备三套并联运行的一级两段反渗透装置,每套设计处理能力达到150m³/h,不仅能提高处理效率,还能增强系统的灵活性与可靠性。后续可将反渗透产生的淡水直接用于化工生产或作为冷却循环水,实现水资源的循环利用。
对工艺中产生的污泥、反洗水及再生废水来说,可以采用污泥干化技术与废水回用策略,将这些副产物收集并回注至调节池,形成闭路循环,保证无废水外排。同时,高浓度反渗透浓水经适当处理后,可将其作为工艺用水或用于厂区绿化、道路清洗等非生产用水,真正实现废水零排放的绿色生产模式。
3 高效反渗透工艺应用
3.1 应用准备
在化工厂废水零排放过程中应用高效反渗透工艺,需要以下准备。化学药剂:Ca(OH)2悬浮液,浓度为95%,增强预处理效果。PAC混凝剂:浓度为15%,可以提高絮凝能力。PAM高分子絮凝剂:浓度达到5%,可以强化沉降。辅以36%的HCl与98%的H2SO4,精确调节pH,高纯度NaCl,保证水质纯净。
实验室配备了先进仪器设备,涵盖水质分析、光谱分析、材料表征及生化培养等多个领域,具体见表2。
本试验采用高效复合中空纤维膜,该膜具备高透气性,可以显著减少曝气能耗,助力绿色节能。其表面设计独特,可提高微生物附着力,促进生物膜形成。膜体展现机械韧性优异,可以有效抵御运输、安装及长期运行中的物理损伤。同时,其抗氧化性能优异,能够保证长期稳定运行,延长使用寿命,参数见表3。
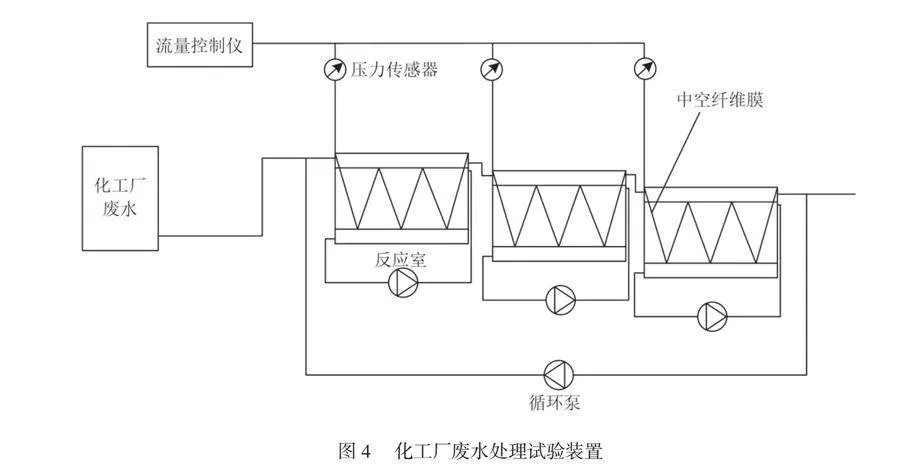
构建化工厂废水处理试验装置,如图4所示,采用特制耐压不锈钢外壳,强化承压能力,满足高浓度废水处理需求。各反应室尺寸:长40cm、宽15cm、高25cm,总有效容积为8L,处理容量更大。
为避免短流现象,提高传质效率,须内嵌高效混流装置,均匀分布水流,因此引入智能变频循环泵,根据水质实时调整流速,增强处理效果。空气供给则采用精密流量控制仪,精确调节曝气量,配合压力传感器监测,保证操作精准稳定,为实现化工厂废水零排放的目标奠定坚实基础。该试验装置进出水流量及回收率的变化如图5所示。
3.2 结果分析
由图5可知,在一级处理阶段,进水流量在100m³/h~
105m³/h,可以有效保证处理量的充足与稳定。同时,一级淡水产出量高达70m³/h~75 m³/h,展现了卓越的分离效率。进入二级反渗透阶段,淡水产量进一步精细调控至25m³/h~
28 m³/h,而浓水排放量则精准控制在4m³/h~7m³/h,可以最大程度利用资源,使排放量最小。最终,整体淡水回收率为92%~95%,远超预设目标,不仅能满足设计要求,还能展示高效反渗透工艺在废水零排放领域的卓越潜力和实际应用价值。
4 结语
在化工厂废水零排放中应用高效反渗透工艺,不仅能实现废水的高效净化与资源化利用的目标,还能为化工行业的绿色转型与可持续发展开辟新途径。随着技术的不断进步与应用的深入,高效反渗透工艺将在未来发挥更加重要的作用。
参考文献
[1]王燕翔,郑利兵,钟慧,等.煤化工废水高效反渗透工艺运行效果及膜污染特征 [J].环境工程学报, 2024, 18 (1): 101-109.
[2]丁宁,郭辉,王陆涛,等.高效反渗透工艺在浓盐水浓缩中的应用 [J].工业水处理, 2021, 41 (8): 131-134.
[3]王凤婷,吴琴琴,闫镇枭.某工业园区中水回用废水零排放工艺试验研究 [J].安徽化工, 2023, 49 (3): 137-141.
[4]苗晓青,李武,张璐,等.反渗透-正渗透组合工艺处理焦化废水中试研究 [J].给水排水, 2023, 59 (2): 71-77.
[5]文保宁,周伟.半导体工厂废水近零排放水系统设计及运行探讨 [J].给水排水, 2023, 59 (10): 53-58,67.
