集装箱箱柱标准化安装研究
2024-12-31卢馨
摘 要:集装箱作为现代物流业的重要组成部分,广泛应用于全球货物运输。为了确保集装箱在运输和存储过程中的稳定性和安全性,对集装箱箱柱的标准化安装来说至关重要。本文从集装箱箱柱标准化安装实施要求、箱柱定位与安装、焊接工艺与质量控制以及成品检验与验收等方面入手,对集装箱箱柱标准化安装进行研究。
关键词:集装箱箱柱,标准化安装,研究
DOI编码:10.3969/j.issn.1002-5944.2024.19.026
0 引 言
集装箱箱柱是集装箱结构的重要组成部分。它位于集装箱的四个角落,从底部一直延伸到顶部,起到支撑和加固集装箱的作用。箱柱不仅增强了集装箱的整体结构稳定性,还提供了在堆叠时的接触点,使得多个集装箱可以安全地堆叠在一起。
目前在全球化贸易的大潮中,集装箱以其不可或缺的地位,成了货物运输的关键载体,其性能与质量直接关系到货物的安全与高效送达。作为集装箱骨架,箱柱的标准化安装显得尤为重要,它对于提升集装箱的整体性能和降低成本具有不可忽视的作用。
1 集装箱箱柱标准化安装实施要求
1.1 尺寸统一
对集装箱箱柱的尺寸进行统一规定,确保不同厂家生产的集装箱箱柱在尺寸上保持一致。
1.2 结构优化
对箱柱的结构进行优化设计,提高其承载能力和稳定性,确保在运输过程中能够承受各种复杂环境和条件。
1.3 材料选择
选用高质量的材料制造箱柱,确保其具有良好的耐腐蚀性和耐久性,延长集装箱的使用寿命。在选择集装箱箱柱的材料时,应优先考虑具有高强度、良好韧性和耐腐蚀性的钢材。同时,应确保所选材料符合国家标准和行业规范,确保材料具有良好的强度和韧性;对选用的材料进行严格的质量检查,包括尺寸、表面质量、化学成分等,确保无裂纹、夹渣等缺陷,以保证箱柱的质量和性能。
对于购进的原材料,应进行严格的检验,包括化学成分分析、力学性能测试、金相组织观察等。只有通过检验的材料才能用于箱柱的制造。
用于制造集装箱箱柱的钢材应具有均匀的化学成分和良好的力学性能,以确保箱柱的强度和稳定性;应具有良好的焊接性能,以减少焊接过程中出现的裂纹、气孔等缺陷;钢材表面应平整、无锈蚀、无油污等缺陷,以保证箱柱的外观质量和涂装效果。
在选择焊接材料时,应根据钢材的成分、厚度以及焊接工艺要求来确定。焊接材料应符合相关标准,并具有稳定的焊接性能和良好的焊缝质量。同时,应严格控制焊接材料的存储和使用条件,避免受潮湿、污染等不利因素的影响。
2 箱柱下料与加工
(1)根据集装箱设计图纸和箱柱尺寸要求,制定下料计划。
(2)使用高精度切割设备对钢材进行切割、打磨等加工处理,确保尺寸精度和表面质量。
(3)对加工后的箱柱进行编号和标识,便于后续组装和跟踪。
3 箱柱定位与安装
在箱柱的定位与安装过程中,应确保箱柱的位置准确、固定牢固。定位时,应使用专业的测量工具进行精确测量,确保箱柱的垂直度和水平度符合要求。安装时,应采用合适的固定方法,使用专用夹具和定位装置,确保箱柱在组装过程中的准确性和稳定性,对组装好的箱柱进行检查和调整,确保其满足设计要求。
3.1 施工前准备
(1)箱柱安装之前必须仔细查阅《集装箱箱柱布置图》《集装箱箱柱结构图》《集装箱箱脚布置图》《集装箱箱柱加强图》《主甲板集装箱箱柱预装图》(若有该阶段)、《分段划分图》,熟悉主船体合拢情况。
(2)熟悉箱柱上箱脚信息。
(3)熟悉箱柱上平面下筋板的布置信息。
施工人员必须是学习过工艺要求及标准的合格操作人员。施工前确认:施工图纸上必须盖有施工章和船号,并准确无误;箱柱编号与箱柱安装布置图一致,准确无误;材料的材质、规格必须和图纸一致,如果材料需要代用,则必须填写材料代用单并获技术部门书面认可;钢板划线、号料、切割、装配的精度和质量满足CSQS的要求;箱柱焊接节点及剖口形式与图纸一致,并满足施工要求。
同时要特别注意,箱柱的下口尺寸、箱柱倾斜度、上平面箱脚加强筋位置及箱柱上假想箱脚中心线是质量控制点,需严格控制。箱脚纵向加强筋外口间距必须严格控制,按照图纸施工。箱柱在高度上不放余量。所有箱柱板数控下料(但直梯、拉手、平台等舾装件由管舾预制,箱柱制作单位或部门领取安装),按图装焊,预制结束后须在箱柱上标明箱柱号码、分段号。
3.2 划线
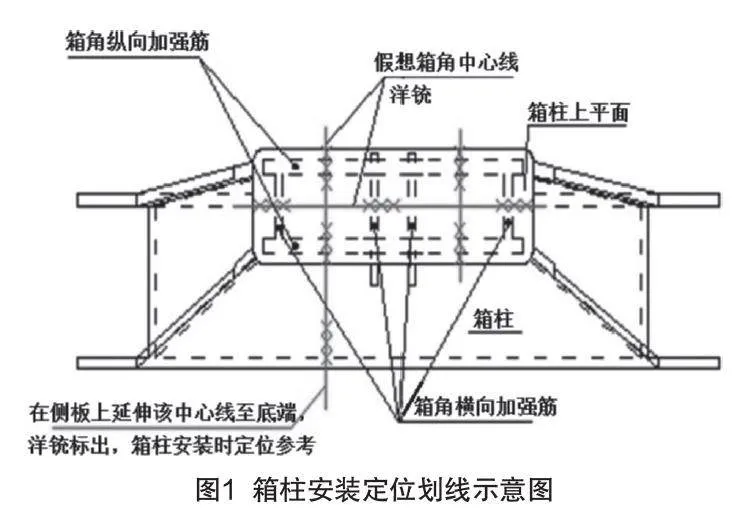
根据箱柱上平面箱脚加强筋实际位置,找出中心线,并做好洋铳标记,以便于箱柱安装时定位。划线时以筋板的间距中线为假想箱脚中心线,并做好洋铳标记。划线公差要求为零。箱柱安装定位划线示意图如图1所示。
3.3 箱柱预装
根据《主甲板集装箱箱柱预装图》,将合格的箱柱吊至正确的分段,正确的位置进行定位。下口应对准甲板下加强,上口的箱脚加强位置须满足相关箱脚布置图的尺寸要求,如有偏差需要作相应的调整,满足图纸所要的尺寸。
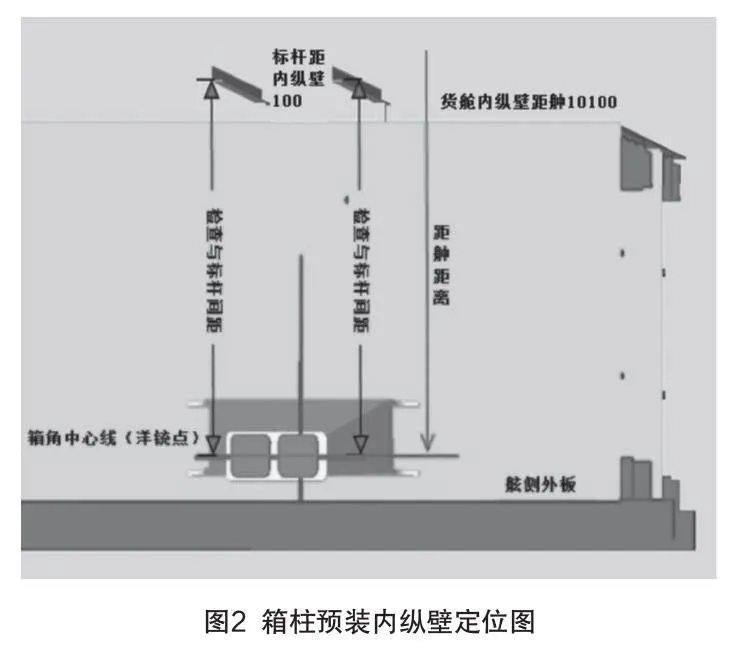
(1)以货舱内纵壁为基准面作标杆(距内纵壁100 mm),测量箱柱纵向箱脚中心线(原洋铳假想中心线)与内纵壁的尺寸,满足安装图上尺寸,如图2所示。
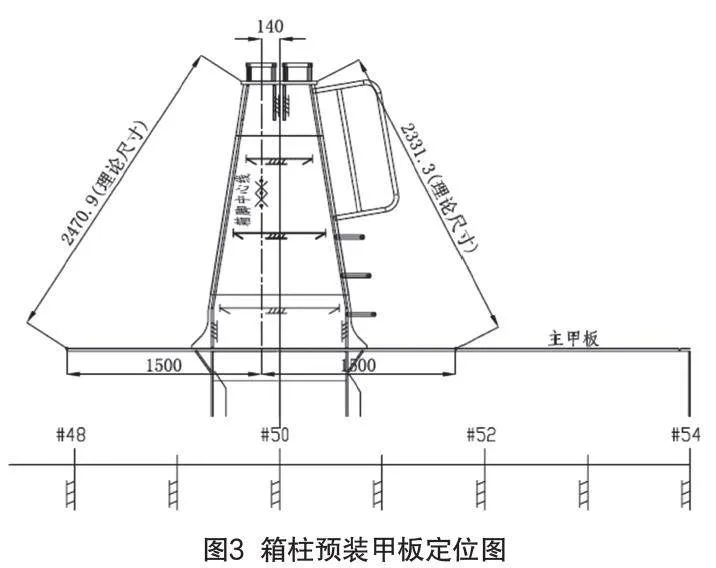
(2)测量箱柱安装纵向的垂直度。因该批预装箱柱箱脚中心线在主甲板上的投影,距外板内口121 mm,故安装时在主甲板上画好线,并标好距离箱脚中心线(洋铳线)测量点,再测量顶板中心线边缘点与上述测量点之间斜长,与理论尺寸对比。如图3所示。
3.4 散装箱柱安装
3.4.1 箱脚安装
(1)竖标杆打激光,拉钢丝,取得箱脚平面,该平面和舱口盖上的箱脚为同一平面。
(2)修割箱脚余量,按箱脚布置图安装箱脚,箱脚应对准加强筋,错位超出CSQS标准,则报技术部门处理。
(3)修割后箱脚的四面高度可以不等,但最小边高度须≥110 mm,如箱脚高度(14 0)仍不满足要求,则通报技术部门改装高度更高的箱脚。
(4)箱脚定位完成后,填报检单报公司检验科检验,合格后进行焊接。
(5)箱脚安装的最终正确性由吊箱试验验证。
3.4.2 支撑柱安装与固定
支撑柱的安装与固定是确保集装箱整体结构稳定性的关键步骤。在安装支撑柱时,应确保其与箱柱的连接牢固可靠,无松动现象。固定支撑柱时,应使用合适的紧固件和连接方法,以确保支撑柱的稳固性和承载能力。
3.5 精度控制要求
(1)在箱柱制作过程中,严格控制各部件的尺寸公差和形位公差,确保箱柱整体精度符合要求。
(2)对焊接后的箱柱进行校正和调整,消除焊接变形,保证箱柱的垂直度和水平度。
(3)根据集装箱箱柱布置图,将合格的箱柱吊至正确位置进行定位,下口应对准甲板下加强,上口的箱脚加强位置须满足箱脚布置图的尺寸要求,如有偏差可修正箱柱下口,调整其倾斜度来获得。若偏差较大,报技术部门处理。
(4)以纵向舱口围上平面加一个舱口盖高度为高度基准拉钢丝,确定集装箱箱柱高度。如果因主甲板变形,造成基准位置的箱柱高度低于标准高度30 mm以上,则必须反馈到技术部门处理。
(5)箱柱定位完成后填报检单报公司检验科检验,合格后进行焊接。
(6)为避免应力集中,箱柱与甲板连接的止端为柔性接头,故箱柱在高度上是没有余量的。船体合拢的变形主要依靠箱脚上30 mm的余量进行调整。
(7)理论上,箱柱上箱脚的高度为110 mm,但是,为了补偿因主船体合拢误差,箱柱上箱脚,采购时均为140 mm高。
(8)为推进箱柱的分段预装,箱脚下口的加强采用四周贴板的方案,箱脚中心与下口加强中心对齐。
4 焊接工艺与质量控制
焊接是集装箱箱柱制造过程中的关键环节,焊接质量直接影响到箱柱的性能和使用寿命。因此,应制定严格的焊接工艺规范和质量控制措施。在焊接过程中,应控制焊接电流、电压、速度等参数,确保焊缝的质量和性能。严格按照焊接工艺规范进行操作,控制焊接速度和温度,避免焊接缺陷的产生。同时,应对焊接完成的箱柱进行焊缝的检查和测试,包括外观检查、无损检测等,以确保焊缝的合格性。
5 表面处理与油漆
集装箱箱柱的涂料应具有良好的耐腐蚀性、耐磨性和附着力。在选择涂料时,应考虑到集装箱的使用环境和运输条件。涂料的调制应按照涂料生产商的说明进行,确保涂料的质量和性能达到最佳状态。
(1)对箱柱表面进行清洁处理,去除油污、锈迹等杂质。
(2)采用喷涂或刷涂等方式对箱柱进行防锈处理和油漆涂装,提高其耐腐蚀性和美观度。
(3)对涂装完成的箱柱进行检查,确保涂层均匀、无漏涂等现象。
6 成品检验与验收
完成集装箱箱柱制造后,应进行全面的成品检验与验收。检验内容包括箱柱的尺寸精度、表面质量、焊接质量等方面。只有通过检验的箱柱才能作为合格产品进行交付和使用。
(1)制定详细的检测与验收标准,对箱柱的各项指标进行全面检查。
(2)使用专业检测设备和工具对箱柱进行尺寸测量、强度测试等,确保其满足设计要求和相关标准。
(3)对不合格的箱柱进行记录和处理,确保所有箱柱均达到质量标准。
(4)制定集装箱箱柱安装与制作工艺标准化的相关文件和记录表格,如工艺流程图、操作指导书、质量检测记录等。
(5)对箱柱制作过程中的重要参数、关键步骤和检测结果进行记录和分析,为后续的生产提供参考和改进依据。
7 结 语
集装箱箱柱的标准化安装是确保集装箱运输安全的重要环节。随着物流业的发展和技术的进步,集装箱箱柱的标准化安装将继续得到优化和改进,为提升物流效率、降低运输成本、保障货物安全等方面发挥更大的作用。
参考文献
[1]刘在良,张舟波,何海华,等.箱柱预装技术探究与应用[J]机械工程与自动化,2019(3):209-210+212.
[2]李兆霞,邹永林,叶彬.货滚船集装箱箱脚定位工艺研究[J].广船科技,2023,43(4):69-72.
[3]钟彦鹏.集装箱作业流程智能化控制系统设计与研究[J].铁道货运,2023,41(11):54-60.
[4]江啸,马涛,袁博,等.21000TEU超大型集装箱船绑扎桥制造工艺研究[J].海洋工程装备与技术2018,5(5):351-358.
作者简介
卢馨,硕士研究生,高级实验师,研究方向为船舶与海洋工程。
(责任编辑:张瑞洋)