闭式整体叶轮电火花加工技术研究
2024-12-31严少林



摘" 要:为提高叶片型面成形精度,降低能源消耗,该文首先针对当前闭式整体叶轮加工面临的挑战与难点,介绍闭式整体叶轮结构特点与加工要求。其次,研究闭式整体叶轮电火花加工技术原理及特点。最后,以直径为550 mm的大型闭式整体叶轮为例,从加工条件、加工实施、加工结果分析3个方面入手,阐述电火花加工过程。结果表明,闭式整体叶轮电火花加工技术具有无切削力限制、不受工件硬度限制、加工精度高等特点,符合闭式整体叶轮高精度加工需求。希望通过该次研究,为后期闭式整体叶轮加工工作开展提供有效的借鉴和参考。
关键词:闭式整体叶轮;电火花加工;技术特点;加工要求;技术原理
中图分类号:TG661" " " 文献标志码:A" " " " " 文章编号:2095-2945(2024)36-0173-04
Abstract: In order to improve the forming accuracy of blade profiles and reduce energy consumption, this paper first introduces the structural characteristics and processing requirements of closed integral impellers in view of the challenges and difficulties faced by the current processing of closed integral impellers. Secondly, the technical principles and characteristics of closed integral impeller EDM are studied. Finally, taking the \"large closed integral impeller with a diameter of 550mm\" as an example, the EDM process is explained from three aspects: machining conditions, machining implementation, and machining result analysis. The results show that the electric discharge machining technology of closed integral impellers has the characteristics of no cutting force limitation, no workpiece hardness limitation, and high machining accuracy, which meets the requirements for high-precision machining of closed integral impellers. It is hoped that through this research, it will provide effective reference for the later development of closed integral impeller machining work.
Keywords: closed integral impeller; electric discharge machining; technical characteristics; machining requirements; technical principles
目前,整体叶轮因其材料难切削、叶片型面复杂、加工难度大,一直是机械制造业的难题[1]。此外,数控铣削和精密铸造在整体叶轮加工中应用较多,但各有局限,如数控铣削受刀具刚性限制,精密铸造技术难度大、废品率高。而电火花加工技术的出现和应用,可以解决以上问题,该技术主要利用放电产生的瞬时高温,将与电极相对的工件表面熔化,逐渐蚀除材料,达到加工目的,无切削力限制,特别适合难切削材料。此外,该技术不受工件硬度限制,可以加工高温合金、钛合金等难加工材料,以及复杂结构和微细结构,同时,该技术运用闭式整体电极设计模式,可避免分体电极加工产生的搭接台阶和轮廓度误差,提高整体叶轮的成形精度[2]。所以,强化对闭式整体叶轮电火花加工技术应用显得尤为重要。
1" 当前闭式整体叶轮加工面临的挑战与难点
当前闭式整体叶轮加工面临的挑战与难点主要体现在以下几个方面:①形状复杂性。整体叶轮形状复杂,叶片多为非可展扭曲直纹面,需采用五坐标以上机床加工[3]。②加工干涉问题。叶片间空间小,通道窄,加工时刀具易与叶片及相邻叶片发生干涉。③弹塑性变形。叶轮叶片较薄,加工过程中存在严重弹塑性变形[4]。④高精度要求。叶轮叶片需具有良好的表面质量,精度要求高。综上所述,闭式整体叶轮加工面临诸多挑战与难点,需综合考虑机床、刀具、夹具及整体叶轮的刚性,设计合理的刀具结构、选择合适的制造工艺,实现对闭式整体叶轮精确化加工[5]。
2" 闭式整体叶轮结构特点与加工要求
闭式整体叶轮工作环境比较恶劣,除了接触到大量的有毒气体外,还接触到具有极强腐蚀性的工作介质,因此,在设计叶轮结构时,通常对叶轮材质的耐腐蚀性、耐磨性提出了更高的要求[6]。
2.1" 闭式整体叶轮结构组成及特点
2.1.1" 轮毅与叶片构成
闭式整体叶轮结构图如图1所示。从图1中可以看出,整个闭式整体叶轮主要包含轮盖、轮盘、流道和叶片4个组成部分。其中,叶片固定在轮毂上,是气体在叶轮中受到作用的主要部分。气体在叶片的作用下随叶片作高速旋转,并通过叶轮时压力得到提高。叶片固定在轮毂上,轮毂中间设有穿轴孔,与泵轴连接,共同构成转子。前后盖板:根据叶轮的形式,可能包括前盖板、后盖板或两者都有。闭式叶轮由前后盖板和叶片组成;半开式叶轮由叶片和后盖板组成;开式叶轮只有叶片与部分后盖板或没有后盖板。闭式整体叶轮的结构设计需满足高强度、抗腐蚀、抗冲刷等性能要求,以确保其在工作中的稳定性和耐久性[7]。
2.1.2" 三元流闭式结构特点
三元流闭式整体叶轮具有使用寿命长、效率高、稳定可靠性好等优点,在航空航天、武器装备发动机等领域应用广泛[8]。其结构特点主要包括:①复杂弯扭型腔。三元流闭式叶轮具有复杂的弯扭型腔(叶间流道),这使得其制造成为世界级的难题。②高效气动性能。三元流整体叶轮的气动性能和整体性能良好,能有效提高系统效率和发动机整体性能。③广泛应用。三元流闭式叶轮凭借着自身的独特原理和优势,被广泛地应用于航空航天发动机、舰艇、核能、采矿和石油化工等领域中,并取得了良好的应用效果。
2.2" 加工要求
闭式整体叶轮加工要求一般包含材料选择、加工方法、几何精度和表面质量等几个方面。整体叶轮常用的材料有不锈钢、钛合金、铝合金等,加工时,粗加工多采用五轴数控加工,因其柔性好、加工效率高适用广泛。在进行闭式整体叶轮加工期间,通常对该叶轮的尺寸精度、位置精度、表面粗糙度等参数提出了更高的要求。例如:叶轮的尺寸精度、位置精度必须控制在-0.1~0.1 mm之间;叶轮表面粗糙度必须达到Ra 3.3 μm,以满足气动性的要求。动力学性能要求良好,整体叶轮在应用中需承受高速旋转等复杂工况,因此加工时需考虑其动力学性能,须确保叶轮在运转过程中的可靠性与稳定性,为后期精确化加工闭式整体叶轮,降低加工误差打下坚实的基础。
3" 闭式整体叶轮电火花加工技术原理及特点
3.1" 闭式整体叶轮电火花加工技术基本原理
本文研究的闭式整体叶轮电火花加工技术,是一种利用电能和热能进行加工的新工艺方法。它主要是通过工具电极和工件电极之间的脉冲放电,产生瞬时高温的电蚀作用,对工件进行加工。这种技术特别适用于闭式整体叶轮的加工,因为叶轮材料通常难于切削,且叶片型面复杂。电火花加工无须工具与工件接触,而是靠脉冲性火花放电产生的局部、瞬时高温来熔化、气化金属,从而达到加工的目的。闭式整体叶轮电火花加工技术包括三维建模、电极设计与制造、电火花成形加工以及在线检测等步骤,最终可以完成高精度、高效率的叶轮加工。闭式整体叶轮上流道加工图如图2所示。
3.2" 闭式整体叶轮电火花加工技术特点
高精度加工:闭式整体叶轮结构复杂,加工精度要求高。电火花加工技术通过精确控制电极与工件之间的放电间隙,能够实现高精度加工,满足叶轮对精度的严苛要求。
适应难加工材料:闭式整体叶轮通常采用高温合金、钛合金等难加工材料。而电火花加工技术刚好不受材料硬度限制,能够有效加工这些难切削材料,提高加工效率和质量。
复杂结构加工能力:电火花加工技术能够加工出复杂的空间自由曲面,适用于闭式整体叶轮叶片型面复杂的加工需求,提升叶轮的气动效率和发动机性能。
闭式整体电极设计:针对闭式整体叶轮,设计了闭式整体电极,具有叶片型面成形精度高、能源消耗低的优点,解决了分体电极易形成搭接台阶、叶片成形精度低的问题。总之,闭式整体叶轮电火花加工技术以其独特的加工原理和优势,在叶轮制造领域发挥着重要作用。
3.3" 电极的结构和运动轨迹的设计原则
由于叶轮电极结构十分复杂,其总体设计思路是把叶轮的通道造型作为初始状态的电极形状,在详细设计时,可考虑将整体的电极作为拆分处理,目标是以便于后续的运动轨迹设计。而电极运动轨迹的总体设计思路则是把设计好的成形电极定位于加工完成的位置,然后慢慢地将电极从叶轮通道内安全无干涉地撤出来,以确保放电加工时不会出现对通道壁的过切现象,叶轮的电极进给轨迹则是撤出轨迹的反向运动。电极的结构与运动轨迹的设计必须要同步完成,以保证两者之间的一致性。
由于叶轮的叶片弧度较大且通道狭窄,如果采用单电极加工将会使运动轨迹变得十分复杂,所以需要将电极拆分成为若干块,用多块电极依次加工同一通道。鉴于电极的复杂性,在拆分电极时应遵循以下原则。
第一,电极拆分后,各电极均应能无干涉地完成加工,且不能损伤已加工表面。
第二,拆分的电极相互之间应有重合部分,以保证被加工面的完整度。
第三,拆分的电极弧度、扭曲度应尽可能小,以减小电极加工,运动轨迹的生成。
第四,在保证顺利完成加工的情况下,应使电极数量尽可能少,以提高加工精度。
上述步骤可完成闭式整体叶轮单个通道的电极结构与运动轨迹的设计,并通过以下2种方法实现:使用电极运动曲线函数及叶轮通道曲面函数建立轨迹搜索的最优化模型并求解;使用三维软件完成电极的造型设计并记录其运动过程的位置坐标[9]。
4" 闭式整体叶轮电火花加工案例
4.1" 加工条件
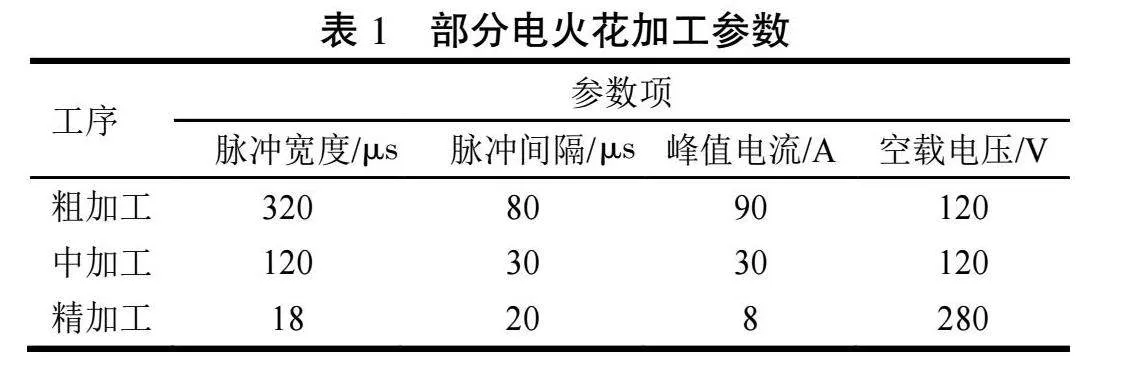
本文以直径为550 mm的大型闭式整体叶轮为例,采用德国OPS品牌中国产的G850C型五/六轴联动精密数控电火花机床,对闭式整体叶轮进行精确化加工。由于石墨材料具有质量轻、导电性能好、成本低、易加工和放电效率高等特点,尤其是在大面积放电方面比铜电极高许多,所以选用石墨作为电极材料。在选用工作液时,优先选用适用于电火花加工的专用高性能电火花油,加工时将叶轮完全浸入电火花油中,提高了放电的安全性。为了兼顾加工效率与电极损耗两者的平衡,选用正常损耗策略加工。电极结构形状复杂,编程时选择自由形状。为了使扭曲的弧面获得较高的表面质量,选用3D摇动模式。此外,还设置如表1所示的电火花加工参数。
4.2" 加工实施
4.2.1" 闭式整体叶轮加工工序
结合三元流闭式整体叶轮电火花加工参数,将闭式整体叶轮加工划分为以下3个工序。
1)三元流闭式整体叶轮粗加工。该工序在具体实施中,需采用球形铣刀将每2片叶片之间的流道内材料铣削除去,铣削由叶片轮盖侧开始,逐步向叶片轮毂侧推进,球形铣刀的规格由大到小逐步变换,最终得到预先设计的圆弧倒角。这种方法效率高,尤其适用于大型不锈钢、合金钢、钛合金材质的闭式整体三元流叶轮粗加工。此外,还可通过应用软件构造三元叶轮的立体模型,根据模型上的流道的曲面曲率和叶片的扭曲角度,将流道划分为若干个加工区域,然后分别对每个区域进行加工。这些方法都有效地提升了三元闭式叶轮流道粗加工的精度和效率。
2)三元流闭式整体叶轮中加工。为了实现对叶轮轮廓的打造,为精加工预留足够的加工余量,将工具电极分别设置在三元叶轮流道进口处。同时,将类似镰刀状的工具电极设置在流道出口处。
3)三元流闭式整体叶轮精加工。为实现对三元流闭式整体叶轮叶片精确化加工,提高该叶轮出口高度、位置精度,确保该叶轮表面粗糙度符合相关标准和要求,需将石墨设置为工具电极材料,并选用石墨加工机床,完成对工具电极的制作。
如图3所示的类似镰刀状的工具电极,整个外形厚度沿着不规则曲线进行变化,制作过程比较复杂,制作难度较大,该工具电极需要使用五轴联动数控机床雕铣。因此,在制作该工具电极时,需做好对切削力、材料内应力的调整和控制,避免因切削力、应力过大而导致工具电极出现严重变形,从而达到精确化制作工具电极的目的。
4.2.2" 闭式整体叶轮电火花加工需解决的难题
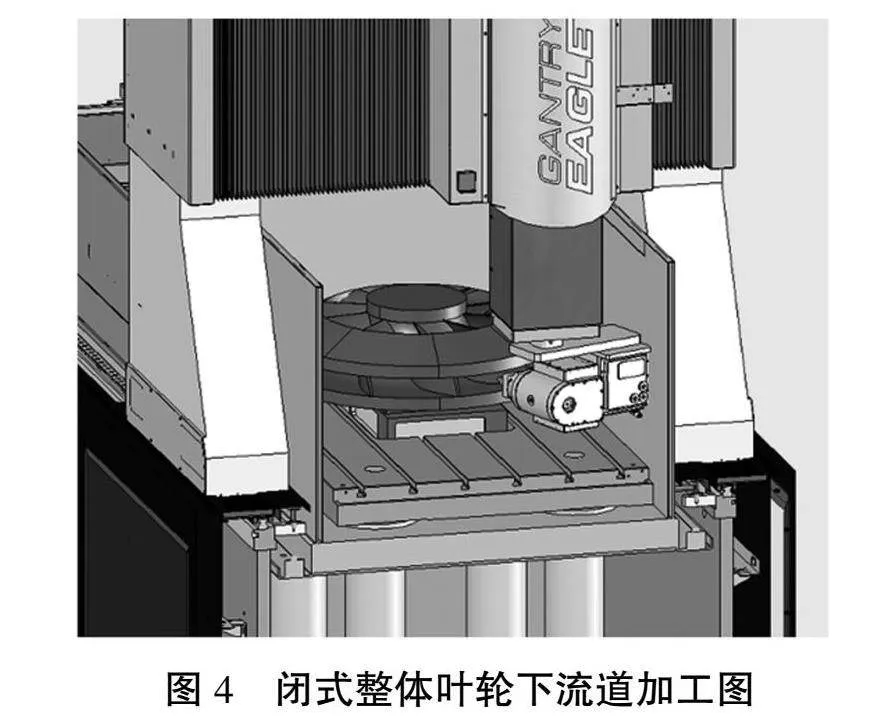
三元流闭式整体叶轮电火花成形加工需解决以下3个难题:①电极设计与运动轨迹规划。需要合理设计电极形状及其运动轨迹,以确保加工过程中电极与叶轮的间隙均匀,提高加工精度和效率。②加工误差控制。加工过程中需对放电间隙一致性、电极损耗对流道成形精度的影响以及电极摇动加工对成形面的误差进行分析和控制,以减小加工误差,提高叶轮的整体制造精度。③工装夹具设计与制造。需要设计并制造专用的工装夹具,以确保叶轮在加工过程中的稳定性和定位精度,从而提高加工质量和效率。闭式整体叶轮下流道加工图如图4所示。
4.3" 加工结果
当三元流闭式整体叶轮精加工结束后,需要经过检测人员检测该叶轮尺寸和位置精度是否达标,同时,还要检测该叶轮表面粗糙度是否符合相关要求。
4.3.1" 叶轮流道尺寸精度、位置精度检测
检测步骤如下:检测人员运用数控机床的在线检测功能,依次检测叶轮各个流道尺寸和位置精度。同时,为更好地检验叶轮流道加工是否满足相关精度要求,提高检测结果的精确度,为单个检测项目有针对性地设置2~5个位置,并对其位置精度进行有效检测。经过检测,发现该叶轮流道形状误差控制在-0.1~0.1 mm之间,符合预期设计标准和要求。
4.3.2" 叶轮表面粗糙度和表面质量检测
为检测该叶轮表面粗糙度是否符合相关设计要求,检测人员采用比对法,对其进行精确化检测。检测结果表明:该叶轮表面粗糙度达到Ra 3.3 μm,符合预期设计要求。此外,采用目测法,检测该叶轮的表面质量是否达标,经过检测,发现该叶轮表面含有低于0.06 mm尺寸的轻微电极接痕,说明该叶轮表面质量达标。
5" 结束语
本文针对当前闭式整体叶轮加工面临的挑战与难点,分析闭式整体叶轮结构特点,并确定相关加工要求。同时,运用电火花加工技术独特原理和优势,完成对直径为550 mm的大型闭式整体叶轮高精度加工。研究结果表明:闭式整体叶轮电火花加工技术可以突破切削力、工件硬度等限制,提高闭式整体叶轮加工精确度,满足闭式整体叶轮高精度加工需求。未来,相关技术人员要研究更高效的电火花加工设备和技术,如优化电极材料和尺寸、改进放电参数和加工过程,以提高加工效率和质量。同时,还要引入更先进的智能化控制系统和机器视觉技术,实现加工过程的自动化和数字化,减少人为因素的影响,提高加工精度和效率,只有这样,才能促使闭式整体叶轮电火花加工变得更加高效化、智能化。
参考文献:
[1] 宋子雄,周明,王泽涵,等.电火花多电极高效加工GH4169D闭式整体叶轮[J].现代制造工程,2024(5):95-103.
[2] 沈玉琢,李鹏,杨立光,等.大型闭式整体叶轮电火花加工技术研究[J].电加工与模具,2020(3):11-14,68.
[3] 孙维泽,刘鹤,赵腾蛟.二元窄流道闭式叶轮电火花加工研究[J].装备制造技术,2022(9):241-243.
[4] 孙维泽.集束电极在三元闭式叶轮电火花加工中的应用研究[J].中国设备工程,2022(4):181-182.
[5] 刘雨婷,刘建勇,罗学科,等.复杂型腔类零件电火花加工电极运动轨迹搜索算法研究[J].航空制造技术,2024,67(12):93-101.
[6] 刘海波,雍建华,孙尧,等.闭式三元开槽焊叶轮的加工方法[J].精品,2021(16):247.
[7] 姬泓池,马文坚,孙维泽.弯窄流道叶轮电火花加工效率的研究[J].科学与财富,2020(7):362-374.
[8] 伏金娟,丁连同,于帆,等.大型精密六轴联动数控电火花成形机床的研发和应用[J].世界制造技术与装备市场,2020(1):36-39.
[9] 田喜明,张云鹏,陈阳.带冠整体叶轮电火花加工电极结构与运动轨迹设计方法[J].电加工与模具,2019(1):12-15.