预制梁钢筋闪光对焊的质量控制
2024-12-09徐龙



摘要: 钢筋焊接采用闪光对焊,焊接接头存在一次性抽检率合格率较低,导致施工中出现返工,既延误了工期、又浪费了人力物力,同时留下了质量隐患。文中从钢筋闪光对焊接头质量检验及验收几个方面展开论述。
关键词: 钢筋闪光对焊、连续闪光焊、原因分析及要因确认、制定对策
中图分类号: TG 47
Quality control of flash butt welding of precast beam reinforcement
XU Long
(Jingzhou Huacheng Construction Engineering Quality Inspection Co., Ltd.,Jingzhou,434001 Hubei,china)
Abstract: Flash butt welding is used in the welding of steel bars, and the one-time spot inspection rate of the welded joints is low,Lead to rework in the construction, not only delayed the construction period, but also a waste of human and material resources,And left a quality hazard.In this paper, the quality inspection and acceptance of flash butt welding of Steel Bar are discussed.
Key words: Steel Bar flash butt welding, continuous flash welding, cause analysis and cause confirmation, make countermeasures
0 前言
闪光对焊广泛用于碳钢、合金钢、有色金属的管、棒、板、型材之间的对焊或异类金属之间的对焊[1-6]。闪光对焊的原理是利用对焊机使两端金属接触,通过低电压的强电流,待金属被加热到一定温度变软后,进行轴向加压顶锻,形成对焊接头。
钢筋闪光对焊是将两根钢筋安装放成对接形式,利用焊接电流通过两根钢筋接触点产生的电阻热,使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法。钢筋的焊接可以闪光对焊,然而钢筋的闪光对焊存在一次性抽检率合格率较低的问题,因此文中对钢筋闪光对焊接头质量检验及验收进行分析,来提高钢筋闪光对焊的焊接质量。
1 预制梁钢筋采用闪光对焊的优势
预制梁钢筋采用闪光对焊相对以前使用的双面搭接焊,未使用电焊条,现场环境卫生明显好转,真正做到了保安全、保质量、包成本、保进度、保环境的“五保”要求。同时采用闪光对焊可以显著降低成本,以某项目为例,该项目需焊接的预制梁钢筋接头约为70 000个,相对于使用双面搭接焊,钢筋原材可以节省约70 000个×0.12 m×0.888 kg/m=7 459.2 kg,造价约7 459.2 kg×4.5 元/kg=33 566.4 元。
2 钢筋闪光对焊适用范围
钢筋闪光对焊的焊接工艺可分为连续闪光烛、预热闪光焊和闪光-预热闪光焊等,根据钢筋品种、直径、焊机功率、施焊部位等因素选用。
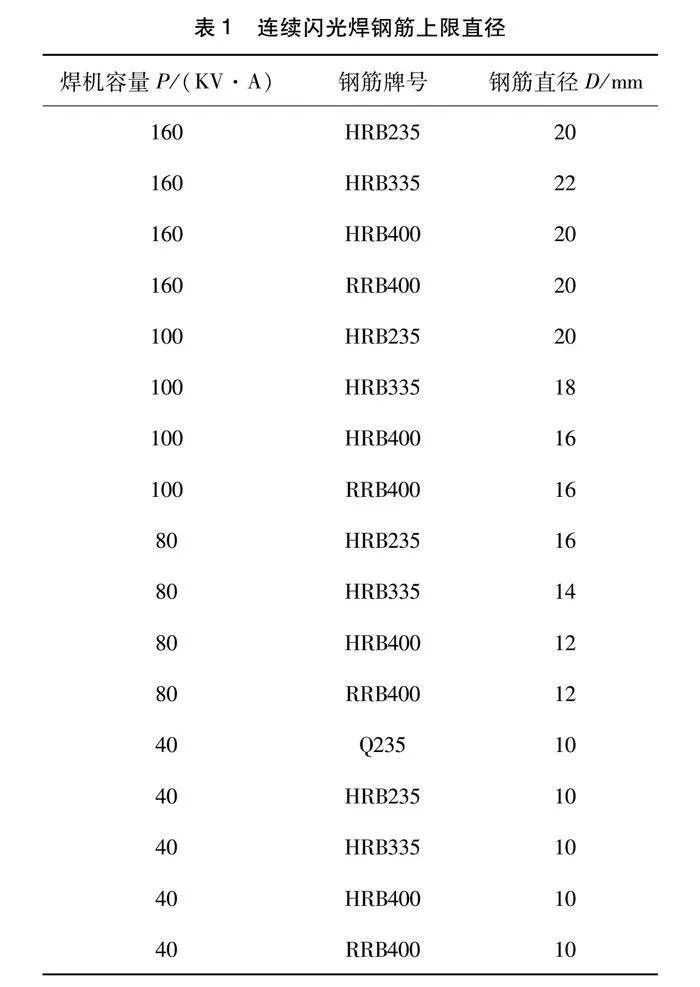
钢筋闪光对焊合格图片如图1所示。当钢筋直径较小,钢筋牌号较低,在连续闪光焊钢筋上限直径如表1所示[7]。在规定范围内,可采用连续闪光焊的焊接方法,这一种钢筋闪光对焊在路桥预制梁场应用较多。
当超过表中规定,且钢筋端面较平整,宜采用“预热闪光焊”;当超过表中规定,且钢筋端面不平整,应采用“闪光—预热闪光焊”;连续闪光焊所能焊接的钢筋上限直径,应根据焊机容量、钢筋牌号等具体情 况而定,并应符合表1的规定。
3 钢筋闪光对焊接头质量检验及验收标准
3.1 闪光焊接头的质量检验
闪光焊接头的质量检验,应分批进行外观检查和力学性能检验,并应按下列规定作为一个检验批:在同一台班内,由同一焊工完成的300个同牌号、同直径钢筋焊接接头应作为一批 。当同一台班内焊接的接头数量较少,可在一周之内累计计算;累计仍不足300个接头时,应按一批计算;力学性能检验时,应从每批接头中随机切取6个接头,其中3个做拉伸试验,3个做弯曲试验;焊接等长的预应力钢筋(包括螺丝端杆与钢筋)时,可按生产时同等条件制作模拟试件;螺丝端杆接头可只做拉伸试验;封闭环式箍筋闪光对焊接头,以600个同牌号。同规格的接头作为一批,只做拉伸试验。
3.2 闪光对焊接头外观检查结果
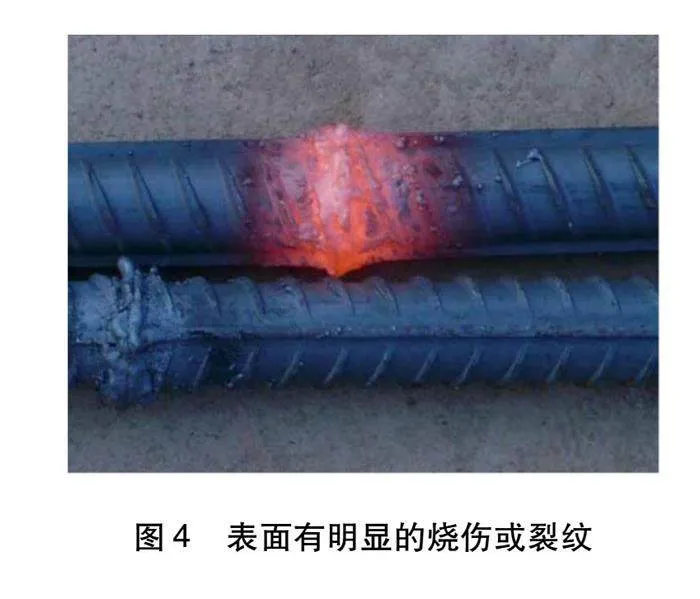
闪光对焊接头外观检查结果,应符合下列要求:接头处不得有横向裂纹;与电极接触处的钢筋表面不得有明显烧伤;接头处的弯折角不得大于3°;接头处的轴线偏移不得大于钢筋直径的 0.1 倍,且不得大于2 mm。几种常见缺陷如图2~图4所示。
当模拟试件试验结果不符合要求时,应进行复验。复验应从现场焊接接头中切取,其数量和要求与初始试验相同。
4 预制梁钢筋闪光对焊试验结果
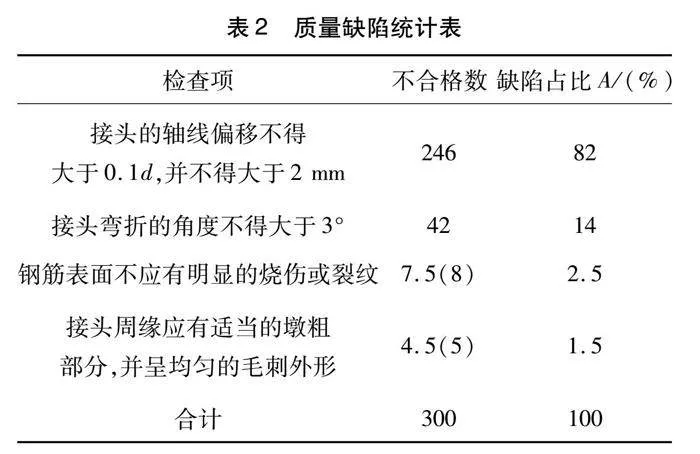
通过对采用闪光对焊焊接工艺后42片预制梁钢筋闪光对焊接头的力学性能和外观质量调查得知。力学性能合格率为94.5%,主要表现在冷弯试验不合格,弯曲背面出现裂缝,通过观察发现,这一类接头普遍为接头轴线偏移;而外观质量合格率只有77.8%。根据日常检查的300个外观质量不合格接头记录,如下表2所示。
5 原因分析及要因确认
通过统计反映出闪光对焊接头外观质量不合格的主要原因是:接头轴线的偏移大于0.1d,及1.2 mm,个别大于2 mm。因此,只要解决了轴线偏移问题,对焊接头的质量就可以得到控制。从人、机、料、法、环五个方面找出末端影响因素,对末端因素进行分析,确定要因。
5.1 人
工人重产量忽视质量。经调查发现,工人实行计件薪酬制,因此,缺乏责任心的工人在缺乏监督的情况下会忽视质量,提高产量,必然造成不合格率的居高,因此属于要因。
上岗前培训没有及时进行。虽然工人上岗前没有及时接受项目部组织的技术交底,但是碰焊工是特殊工种,碰焊工均持有电焊工操作证,且施工经验丰富,因此上岗前培训对碰焊质量影响甚微,不属于要因。
5.2 机
未及时清理电极钳口内杂物。钢筋在碰焊过程中会产生焊渣等熔融飞溅物,积累较多会在铜电极钳口内形成高低不平的表面,钢筋进入钳口夹紧后,轴线不在一条线上,必然形成轴线偏移,因此属于要因。
未及时更换电极。因铜电极在钢筋接头高温熔融状态下容易产生磨损,且两块铜电极很可能磨损不均,造成钳口表面槽道高低不平,磨损严重后不及时更换很容易造成夹紧后钢筋轴线偏移,因此属于要因。
5.3 料
钢筋原材料端头大部分弯折。钢筋原材料端头不顺直,固定在电极钳口后,两根钢筋难以保证在同一轴线上,碰焊后势必影响碰焊质量。因此属于要因。
5.4 法
钢筋存放支架顶端标高定位不准。钢筋存放支架顶端跟碰焊机钳口不等高,两根钢筋难以保证在同一轴线上且会导致接头形成夹角,碰焊后势必影响质量。因此属于要因。
5.5 环
夜间照明不足。现场调查发现,夜间现场照明状况完全满足施工需要,对碰焊作业质量的影响很小。不构成要因。
通过分析认为:未及时清理电极钳口内杂物、工人重产量忽视质量、未及时更换电极、钢筋存放支架标高定位不准、钢筋原材料端头大部分弯折是导致钢筋对焊后轴线偏移超标的五条要因。
6 制定对策及措施
针对主要影响因素,制定了相应的对策如下。
针对工人重产量忽视质量的问题,采取措施为措施1:一方面对工人进行质量意识提高的教育;另一方面紧抓《质量奖惩制度》的落实,使用经济手段提高工人的质量意识。
针对未及时清理电极钳口内杂物的问题,采取措施为措施2:技术员和现场质检加强检查指导,每天上班前必须对电极钳口进行一次清理。
针对钢筋原材料端头大部分弯折的问题,采取措施为措施3:①和物资部加强联系,确保进场的钢筋原材料端头平齐、轴线顺直。②采用钢筋弯曲机、钢筋切割机矫直或切除钢筋弯头。
针对钢筋存放支架标高定位不准的问题,采取措施为措施4:技术员和测量员对钢筋存放支架顶端以及碰焊机钳口标高重新测量定位,确保两端钢筋存放支架和碰焊机钳口标高相同。
针对未及时更换电极的问题,采取措施为措施5:技术员加强检查,当磨损的碰焊电极槽口夹紧后,钢筋截面3/4没入槽口后,就要求工人必须更换电极。
7 检查效果
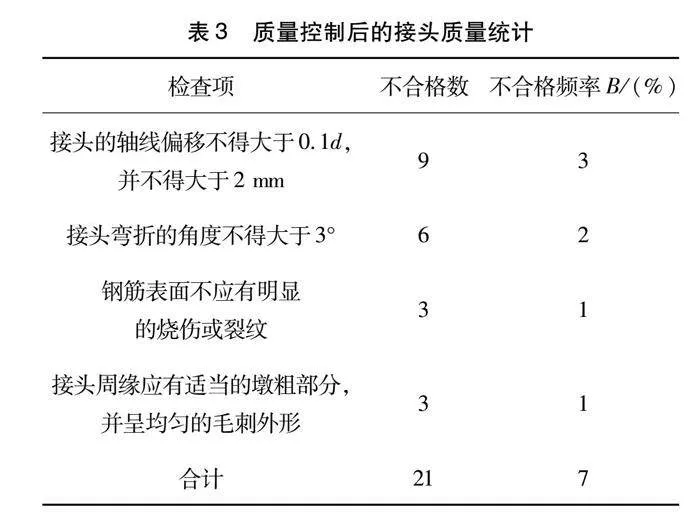
通过对策的实施,我们对300个闪光对焊接头进行检查,无力学性能不合格接头,外观质量不合格接头21个,并分别就不合格项列表,结果如表3所示。
钢筋闪光对焊接头质量通过控制,针对轴线偏移问题进行调整后,钢筋接头力学性能合格率从94.5%上升为100%,外观质量总体合格率从77.8%上升到93%,轴线偏移合格率达到97%,目标得以实现,在各个方面均产生了良好的效益。
8 结论
(1)采用闪光对焊焊接预制梁钢筋相比双面搭接焊,未使用电焊条,现场环境卫生明显好转,可以明显降低成本。
(2)针对钢筋闪光对焊接头力学性能抽检合格率低、外观质量中的轴线偏移超标问题。从人、机、料、法、环五个方面找出末端影响因素,对末端因素进行分析,确定要因。并针对要因提出了改进措施。
(3)通过质量控制使钢筋接头质量得到了显著提高,钢筋接头力学性能合格率从94.5%上升为100%,外观质量总体合格率从77.8%上升到93%,轴线偏移合格率达到97%,钢筋原材损耗率极大降低;返工现象基本消除。
参考文献
[1] 张建龙.汽车轮辋闪光对焊过程参数实时监测及接头质量评估研究[D].长春;吉林大学,2022.
[2] 王宏岩,高秀华,李旺,等.海洋柔性管用耐蚀钢闪光对焊接头组织及性能研究[J].焊接学报, 2023, 44(6):58-66.
[3] 王金凤,苏文超,车亚军,等.车轮钢闪光对焊工艺参数对焊接接头性能的影响[J].精密成形工程, 2023, 15(9):108-116.
[4] 冯锦国,刘存根,王福明.基于液压调速阀与PLC的闪光对焊应用研究[J].焊接技术, 2022(8):128-131.
[5] 王舒扬,丁凯,霍世宗.屈强比对DP540双相钢闪光对焊接头变形行为的影响[J].上海金属, 2023, 45(1):68-72.
[6] 董浩,乔丽学,曹睿,等.热处理工艺对M390/304闪光对焊焊接接头微观组织及力学性能的影响[J].材料导报, 2023, 37(24):192-197.
[7] 中华人民共和国建设部.钢筋焊接及验收规程:JGJ 18-2003 J253-2003[M].中国建筑工业出版社,2003.
收稿日期: 2024-06-13
徐龙简介: 1990年出生,本科,高级工程师.主要从事建设工程质量检测方面的工作。
