工厂区域内人员轨迹鲁棒性跟踪优化方法研究
2024-12-06梁柏龙杨宝明才松可

















摘 要:传统跟踪优化方法直接对运动目标进行检测,并没有对人员运动轨迹优化模型进行构建,因此传统方法踪效果较差。本文提出工厂区域内人员轨迹鲁棒性跟踪优化方法研究。通过构建人员运动轨迹优化模型来提高运动轨迹跟踪精度,设计运动目标检测流程,对运动目标进行检测,基于鲁棒性算法生成可视化运动轨迹,完成工厂区域内人员轨迹鲁棒性跟踪优化方法设计,并进行对比试验。试验结果表明,该研究方法在实际应用中跟踪效果最好,值得推广。
关键词:人员轨迹;鲁棒性;跟踪优化;跟踪方法
中图分类号:G 642" " " " " " 文献标志码:A
工厂区域内人员轨迹跟踪是对人员的位置和移动信息进行采集和处理,从而获得人员的移动路径[1]。由于人员行为的复杂性和环境干扰的多样性,因此影响了轨迹跟踪的准确性和鲁棒性[2]。国内外学者在工厂区域内人员轨迹跟踪方面进行研究[3],采用基于深度学习的数据预处理方法提取有效特征和提高数据质量;采用基于机器学习的轨迹建模方法建立人员的移动模式和行为习惯模型。但是现有的研究方法仍存在一定的局限性,例如数据处理复杂度高、轨迹建模难度大等。因此,需要进一步研究。针对现有研究的不足和实际应用需求,本文提出一种全新的工厂区域内人员轨迹鲁棒性跟踪优化方法,旨在提高工厂区域内人员轨迹跟踪的准确性和鲁棒性,为工厂的安全生产和运营管理提供有力支持。
1 工厂区域内人员轨迹鲁棒性跟踪优化方法
1.1 构建人员运动轨迹优化模型
在人员运动的跟踪过程中分析人员运动的原理,并建立人员运动轨迹的优化模型[4]。在建立运动模型的过程中,如果人员加速度的方向和速度发生显著变化,那么应建立强机动模型,以保证模型移动的准确性。工厂区域内人员在运动过程中总是保持相似的速度,即使特殊情况发生短期变化,运动情况也不会改变。假设人员在t时刻运动中的位置为Xt,那么运动模型如公式(1)所示。
(1)
式中:Vt为人员运行速度Pt为人员位置。
利用匀速直线运动的计算方法可以确定改变人员的位置和速度,得到二者之间的关系,如公式(2)所示。
(2)
式中:wt-1为t-1时刻的高斯白噪声;Pt,Pt-1分别为t和t-1时刻的位置;Vt、vt-1为和t-1时刻的速度;∆t为时间变化[5]。利用匀加速并依托于匀加速直线运动,假设人员运动方式在一维空间内的公式,人员位置、速度在匀加速运动模式下的转换公式如公式(3)所示。
(3)
式中:at、at-1分别为t和t-1时刻的相同加速度平均值,并且在该时间(Pt,Vt,at)确定人员在t时刻的运动位置。结合上述公式,根据实际情况,可以确定人员在恒定速度和恒定加速度条件下具有较高的运动轨迹跟踪精度。
根据公式(3)得到人员运动轨迹优化模型,如公式(4)所示。
xt=Fxt-1+wt-1 " " " " " " " " " " " " " "(4)
式中:F为人员运动状况转变函数;xt为t时刻的运动状态值;xt-1为t-1时刻运动状态值。
1.2 运动目标检测
在上述人员运动轨迹优化模型构建的基础上,根据目标跟踪的性能要求,将模型带入运动目标检测过程中,将目标运动图像作为原始背景的第一帧,并采用平均选择方法来获得完整的图像。具体操作如下:使用帧差法获取目标图像背景序列,在保持背景常数的同时定义目标区域为0。因为帧差法不需要复杂的数学模型和大量计算,所以采用帧差法。只需对当前帧图像与背景模型进行简单的像素级别比较即可,并且该方法适应性好,其对目标物体的外观和形状变化具有较好的适应性,能够适应不同场景和光照条件下目标物体的变化。帧差法获取目标图像背景序列的计算过程如公式(5)所示。
(5)
式中:p为阈值;li为第i帧图像;Bi(x,y)为背景序列图像。
当取Bi(x,y)的值时,计算并得到c(x,y)取值次数,其中像素的值为0。
求和取背景序列图像平均值,计算过程如公式(6)所示。
(6)
选择双参数,并使用基本差分法获得Jxyz的不同图片,如公式(7)所示。
(7)
式中:abs为人员个数值。
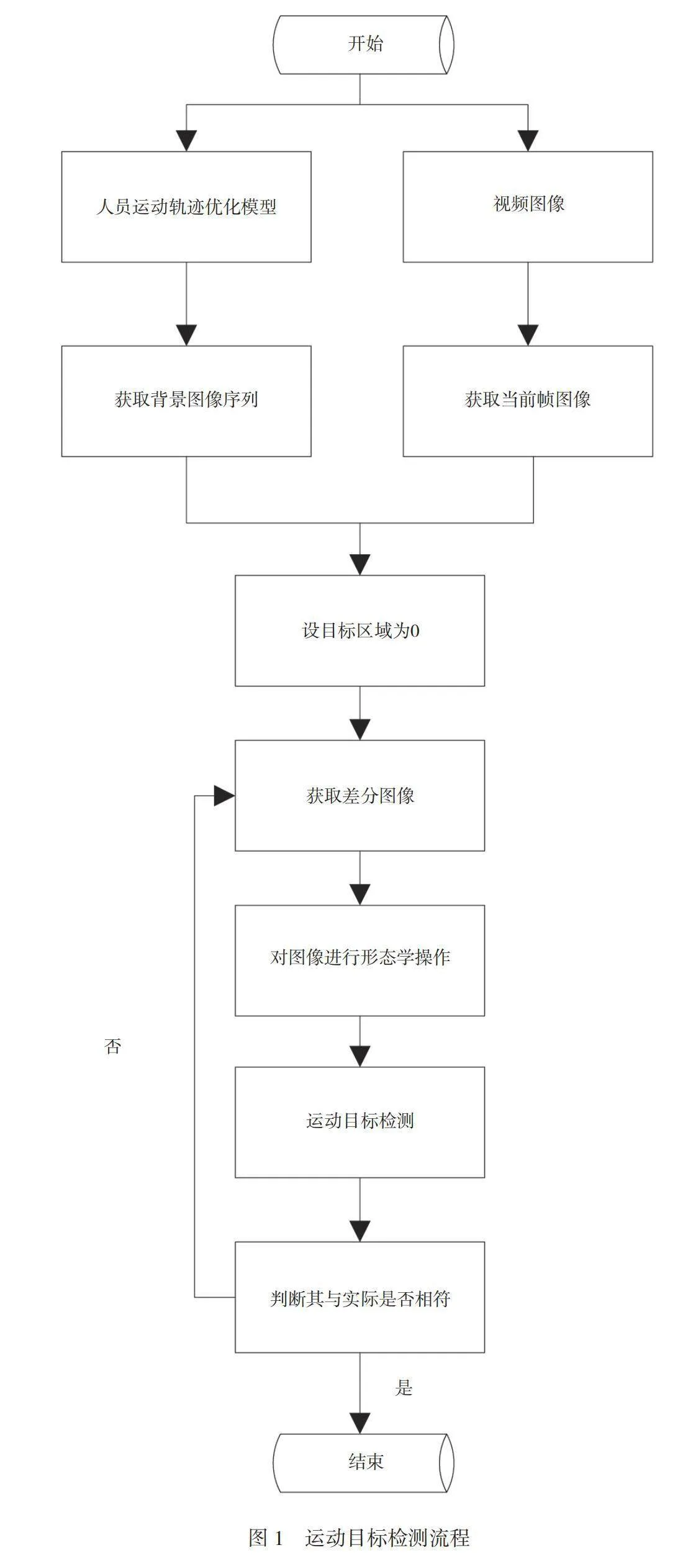
在获得原始背景图像后,使用选择平均法,将当前图像划分为背景,并使用基本差分法将其移动到目标区域中。重新计算以最终实现目标层的背景提取[6]。运动物体检测主要采用改进的帧差背景方法来获取目标图像,并引入背景差方法来获取运动物体的坐标位置,对运动目标进行检测。该步骤的详细流程如图1所示。
根据图1可知,运动目标检测流程由多个步骤组成,其核心是获取当前帧图像,并且在此时运行人员运动轨迹优化模型,然后设置目标区域为0,获取差分图像,形态学操作图像,检测运动目标,判断其与实际是否相符,如果相符,则输出结果,如果不相符,则重新获取差分图像,并且重复执行后续操作。由此可知,改进基本差分背景建模方法,应用到目标图像中,得到目标图像的背景图像。计算当前图像li(x,y)与下面指定的目标图像之间的差值K(x,y),如公式(8)所示。
K(x,y)=|li(x,y)-Bi(x,y)| " " " " " " " " "(8)
对图像进行双重处理,使用多次重复获得适当阈值,并最终获得双重图像Hi(x,y),如公式(9)所示。
(9)
为了使目标更完整进行人员检测,对后形态学活动的双重图像进行处理,同时从物体的图像中去除不必要的像素,从而完成检测。为了保证目标检测的准确性,需要对检测到的目标进行真实性判断。如果一致,则结束,如果不一致,则进入迭代直至一致。
1.3 基于鲁棒性算法生成可视化运动轨迹
检测运动目标后,为了提高轨迹跟踪的鲁棒性,设计一种鲁棒性强的优化算法。该算法采用卡尔曼滤波算法,结合轨迹模型和实时数据,对人员轨迹进行实时跟踪和优化。因为卡尔曼滤波有3个主要优点,所以将其作为鲁棒性算法的一部分。1)状态估计。卡尔曼滤波器可以利用历史观测数据和运动模型,对系统的状态进行估计。在人员轨迹跟踪中,可以利用当前的观测数据和运动模型对人员的位置和速度等状态进行预测。2) 适应性。卡尔曼滤波器可以根据观测值和模型的准确性调整状态估计的权重,适应不同噪声的估计需求。3)鲁棒性。采用卡尔曼滤波器对观测误差和模型噪声建模,能够提供对噪声和不确定性的鲁棒性处理,减少噪声对估计结果的影响。基于此,根据人员运动模型和当前空间坐标计算运动轨迹,得到人员运动轨迹参数。在运动轨迹参数的基础上建立运动轨迹的跟踪算法。利用工作人员轨迹的长度S和运行速度参数Vship,在鲁棒性计算公式中,将上述2个参数作为基线参数,以获得初始工作人员位置X0,如公式(10)所示。
(10)
式中:V0为人员操作的速度;P0为人员的初始位置。根据人员的初始位置计算结果,采用鲁棒性算法得到员工操作轨迹的实际时间跟踪结果。分析人员的初始移动状态并获取其轨迹。由于预测中存在噪声,因此需要去除噪声。噪声状态如公式(11)所示。
Pt=FPt-1Ft+Qt-1 " " " " " " " " " " " " " "(11)
式中:Pt为当前噪声;Ft为人员运动轨迹的测量值;Qt-1为噪声协方差。
含噪声的观测值公式如公式(12)所示。
Zt=Xt+H " " " " " " " " " " " " " " " " " (12)
式中:H为观测到的噪声。
如果人员的观测值与预测值之比用Kt表示,那么其计算过程如公式(13)所示。
Kt=Pt·(HPt+R)-1 " " " " " " " " " " " " (13)
式中:R为噪声观测差值用,根据结果与实际轨迹的预期相关性,更新人员运动轨迹测量值如公式(14)所示。
xt=x0+Kt " " " " " " " " " " " " " " " " "(14)
在更新人员运动轨迹测量值后,更新目前的噪声状况如公式(15)所示。
Pt'=(1-KtH) " " " " " " " " " " " " " " "(15)
在人员运动轨迹测量达到最佳收敛情况后,对人员运动轨迹进行调整。针对轨迹中卡尔曼滤波算法跟踪精度低的问题,本文采用一种强跟踪鲁棒性算法来提高人员操作轨迹的跟踪精度,该算法使用了折减系数和舍入系数λt表示改善后的噪声条件,如公式(16)、公式(17)所示。
Pt\"=λt-1FPt-1+Qt-1 " " " " " " " " " " " (16)
(17)
在公式(16)、公式(17)中引入衰减因子ct,其可以有效地控制算法的收敛速度,从而增强轨迹跟踪算法的收敛性,利用强跟踪方法来改进算法,进一步提升人员运动轨迹跟踪的精度。
使用运动轨迹跟踪算法获取人员轨迹数据。由于缺少在当前轨迹数据中显示的时间信息,因此不能监测人员的圆周运动或停滞问题,也不可能准确地表达人员的运动状态。本文添加时间维度,使最初的人员运动轨迹产生在三维空间中。以时间坐标轴为Z轴,结合人员的二维轨迹数据,利用OpenGL三维建模技术创建三维空间坐标轴。利用轨迹三维坐标,将轨迹跟踪结果显示在XOY平面上。创建人员移动场景,并在此基础上展示实际移动情况。以建模形式呈现视觉移动轨迹指标,并在关键结构信息的基础上组合多个用户性能场景,通过场景间分析获得人员整体运行轨迹。
2 试验论证
为验证本文所提工厂区域内人员轨迹鲁棒性跟踪优化方法在跟踪鲁棒性方面的优势,将传统方法一与传统方法二作为对照组,进行对比试验。为了与本文方法进行比较,设置对比方法,以评估本文方法的优劣。选择传统方法作为对照组,将本文方法与常用方法进行比较,有助于验证本文方法的创新性,并展示本文方法相对于传统方法的优点。
2.1 试验准备
本文使用MOT数据集和实际监控视频集作为训练和测试的数据集。本试验采用的计算机配置了NVIDIA TSLA K40c图形卡。在此基础上构建试验环境。为了评估模型检测性能,本文采用鲁棒性作为评价指标。在真实的监控视频数据环境下,将传统方法一、传统方法二与本文方法进行对比。以3种方法的跟踪鲁棒性为评价指标,对比它们的引用性能。跟踪鲁棒性的计算过程如公式(18)所示。
(18)
式中: N为跟踪阈值;F为方法的跟踪鲁棒性; fi为跟踪失败的索引数;δ为初始化参数。通过上述公式计算方法的跟踪鲁棒性。试验中,利用上述3种方法分别对5组试验区域进行测试,并对其进行记录,其测试结果见表1。
2.2 对比试验
从表1可以看出,在上述结果中传统方法一和传统方法二的鲁棒性平均为25.25%和34.86%,分别平均比本文方法高17.95%和26.94%,因此本文设计的方法在实际应用中跟踪效果最好,值得推广。
3 结语
本文对工厂区域内人员轨迹的鲁棒性跟踪优化方法进行深入研究。针对现有研究的不足和实际应用的需求,提出了一种全新的轨迹跟踪优化方法。试验结果表明,本文方法在提高轨迹跟踪的准确性和鲁棒性方面具有显著优势,为工厂的安全生产和运营管理提供了有力支持,为相关领域的发展提供一定的理论和实践支持。
参考文献
[1]徐智超,文晓燕,张雷.融入模糊补偿的机械臂轨迹跟踪预测控制[J].组合机床与自动化加工技术,2023(9):72-76,81.
[2]张炳力,佘亚飞.基于深度强化学习的轨迹跟踪横向控制研究[J].合肥工业大学学报(自然科学版),2023,46(7):865-872.
[3]陈涛,朱华中,刘安东,等.带有时变输出约束的机械臂自适应轨迹跟踪控制[J].小型微型计算机系统,2023,44(7):1428-1433.
[4]闵超,詹炜,张豫麒,等.基于匈牙利算法和LSTM网络的储粮害虫轨迹跟踪及行为研究[J].中国粮油学报,2023,38(3):28-34.
[5]张铁,曹亚超,邹焱飚,等.具有线性位置解的3-CRU并联人员轨迹跟踪[J].华中科技大学学报(自然科学版),2023,51(6):16-22.
[6]聂振邦,于海斌.基于参考轨迹的移动人员避碰决策及轨迹跟踪方法[J].计算机集成制造系统,2023,29(9):2879-2889.
