7075铝合金结构件焊接裂纹控制及焊缝强度提高工艺技术研究
2024-12-06胡战明安普光焦永明周凯






摘 要:7075铝合金具有强度高、硬度高和良好的机械性能,它属于Al-Zn-Mg-Cu系超硬铝,广泛应用于航空工业和制造飞机结构等高应力结构件。随着轻量化装备的研制,有一些结构件采用该铝合金制造,目的是利用该铝合金重量轻、强度高的特性,但是在焊接生产中出现了焊缝层状撕裂和结构变形矫正焊缝开裂现象,极大影响该结构的使用性能。
关键词:重量轻;强度高;硬度高;焊缝层状撕裂
Research on Welding Crack Control and Weld Strength ImprovementTechnology of 7075 Aluminum Alloy Structural Parts
Hu Zhanming1 An Puguang2 Jiao YongMing1 Zhou Kai1
(1.Inner Mongolia First Machinery Group Co.,LTD.;
2.Baotou Vocational amp; Technical College,Baotou,Inner Mongolia 041035)
Abstract:7075 aluminum alloy has high strength,high hardness and good mechanical properties.It belongs to Al-Zn-Mg-Cu super-hard aluminum and is widely used in the aviation industry and the manufacture of high-stress structural parts such as aircraft structures.With the development of lightweight equipment,some structural parts are made of the aluminum alloy.The purpose is to pursue the characteristics of light weight and high strength of the aluminum alloy.However,in the welding production,the phenomenon of weld layer tearing and structural deformation correction weld cracking occurs,which greatly affects the performance of the structure.
Key words:light weight;high strength;high hardness;layer tearing of weld
1 7075铝合金焊接性分析
首先对7075铝合金和焊接材料ER5183和ER5356焊丝进行化学成分分析,见表1。
通过表1化学成分对比,决定选用三种盘状焊丝,盘状焊丝分别为ER5183 φ1.2/ER5356 φ1.2/ER5356Aφ1.2做实验,试件选用7075铝合金厚度8mm板对接,单侧开32°倒角不留钝边,焊接设备选用SAF-450A熔化极惰性气体保护焊。
2 焊接前准备工作
2.1 7075铝合金焊接裂纹和层状撕裂原因分析
7075铝合金属于高强度铝铜锌合金,焊接性一般,该系铝合金属于锻造铝合金,易产生层状撕裂,采用钨极氩弧焊焊缝熔深浅,钨极氩弧焊一般按照200A焊接电流焊接,产生的熔深仅为1~2mm,焊缝不能与母材深入熔合,很容易产生焊接表面熔合不良缺陷,容易产生焊缝和母材剥离现象,所以放弃手工钨极氩弧焊。
焊接过程铝合金母材没有进行化学处理,在焊接区域内存在坚硬的AL2O3导致焊接熔合困难,该系铝合金非常容易吸氢反应导致氢气孔产生,该系铝合金抗拉强度达到570MPa,刚性大焊材不匹配时容易拉裂焊缝,铝合金焊接弧坑必须填满否则产生收弧裂纹。如图1、图2、图3所示。
2.2 焊接设备和焊材的选用
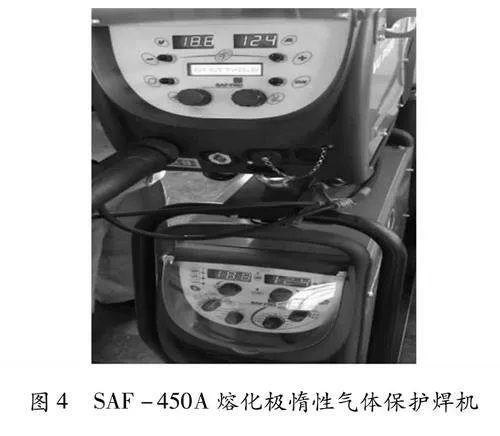
根据7075铝合金焊接特点的选用原则,选用直流熔化极惰性气体保护焊。如图4所示。
熔化极惰性气体保护焊选用焊丝为ER5183φ1.2、ER5356 φ1.2、ER5356A三种焊丝。
试件清理分为化学清洗和机械清理,为了保证焊接质量,采用火碱溶液加温到80℃清洗浸泡30min,将试件捞出浸入清水槽去碱,再将试件放入5%硝酸溶液浸泡5min,捞出试件再入清水槽洗净,最后将试件放入烘干炉加热到100℃,去除铝合金试件水分,20分钟取出。
3 采用MIG熔化极惰性气体保护焊试验过程
3.1 7075铝合金试件装配间隙的选择
由于铝合金焊接时的收缩特性,间隙组对至关重要,一般留出比实际尺寸大出2~3mm余量;铝合金在焊接时容易受温度影响产生塌陷,打底焊时必须使用不锈钢或紫铜U型槽衬垫,主要是防止试件烧穿和保持层间温度不至于快速流失;试件为V型坡口组合间隙前4mm后5mm的原则。
3.2 预热温度
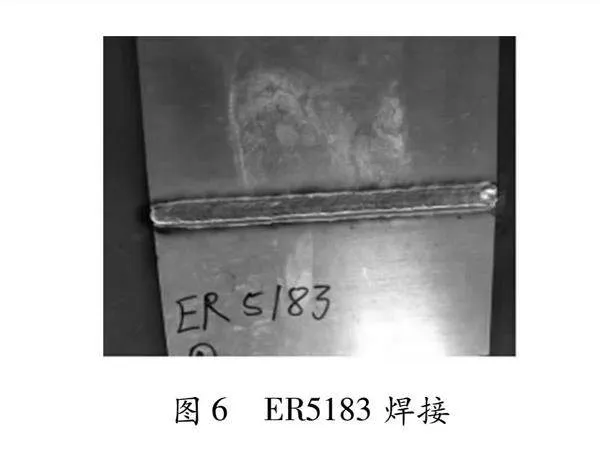
由于采用三种焊丝进行试验,试件组对三套,每套试件焊接参数不同,预热温度也不同,如图5和图6所示。
3.3 焊接过程控制
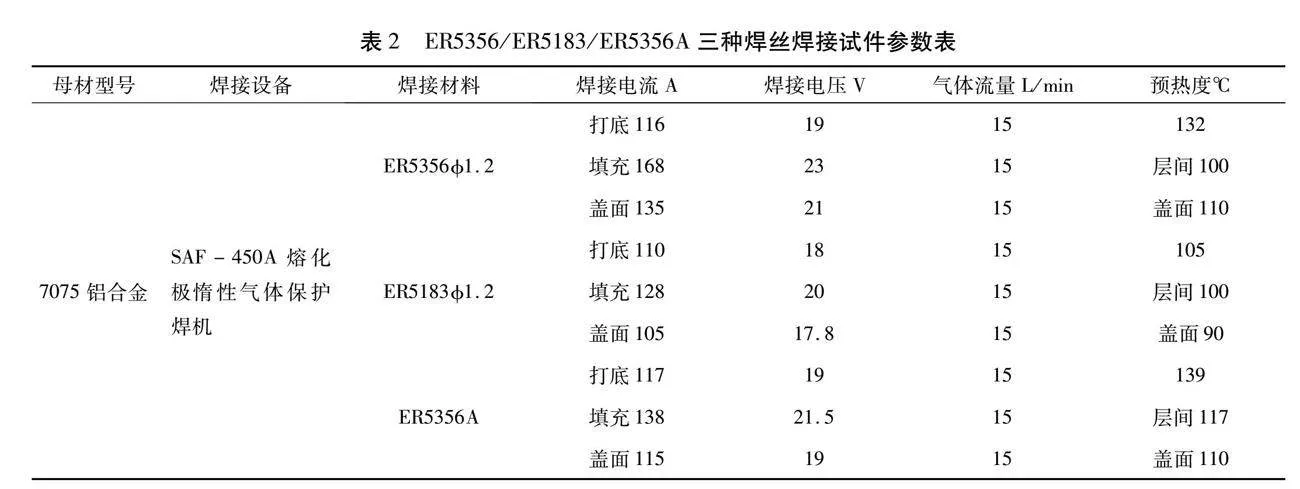
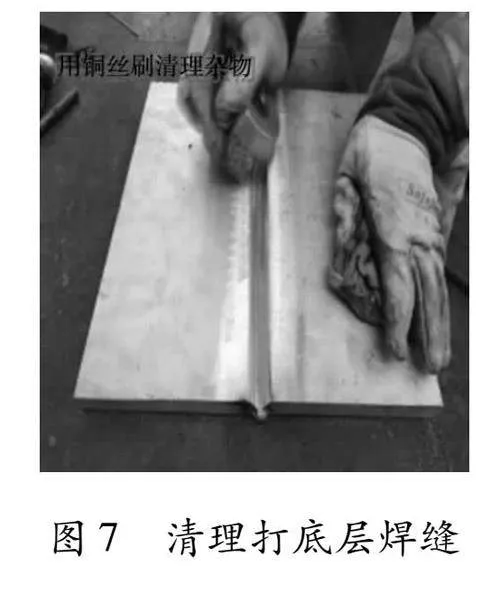
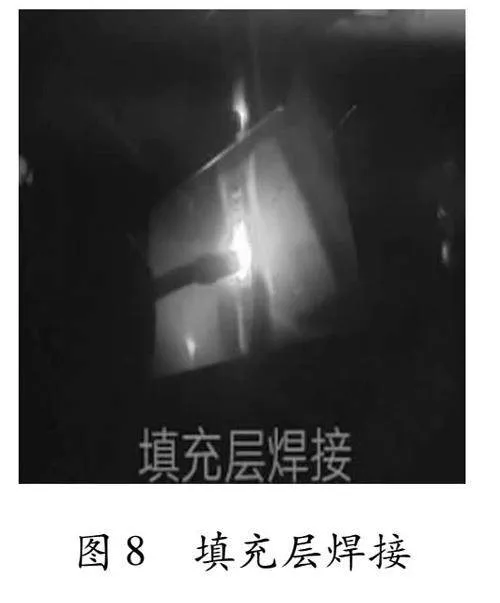
该系铝合金强度很高,焊接过程一定进行预热100℃,预热是去除铝板表面和内部水汽,防止氢气孔产生;焊枪姿态控制,焊枪与试件保持垂直,喷嘴与试件夹角70°,焊接方向从右向左推着焊,打底层焊接完成后使用角磨机把焊缝表层磨干净,再使用铜丝刷清理一遍,焊接填充层,填充层焊接完成后使用铜丝刷清理多余物直至干净为止;焊接过程必须将层间温度控制在100℃,避免焊缝高温晶粒粗大使焊缝抗拉强度下降,焊后零件需要进行去应力退火,减少焊接应力改善焊缝组织防止产生母材层状撕裂,避免产生疲劳裂纹,焊缝收弧处必须采用电流衰减,填满弧坑后方可移开焊枪。操作流程见图7和图8,由于焊接材料不同焊接参数选用不同,见表2。
3.4 焊接完成后力学性能检测
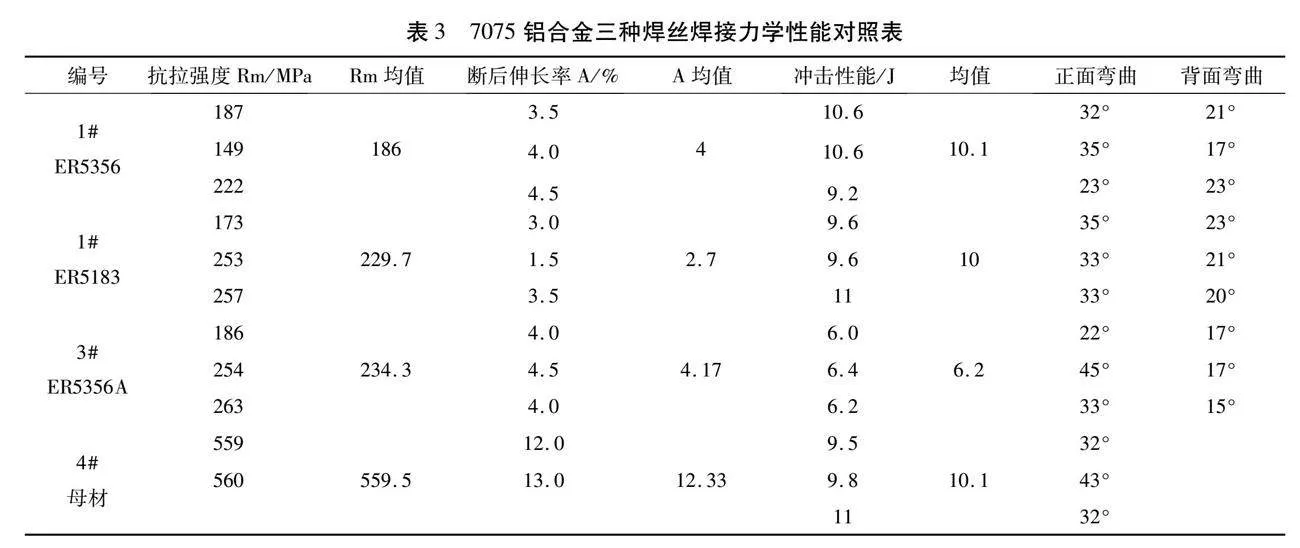
通过三组试件的焊接,采用了不同焊接参数,最后得出的力学性能指标也不同,见表3。
4 结论
通过采取三种不同的焊丝和工艺参数进行焊接试验,经过计量检测力学性能指标,发现采用ER5356铝合金气体保护焊丝,焊接试件抗拉强度平均值为186MPa,冲击韧性均值为10.1;采用ER5183铝合金气体保护焊丝,焊接试件抗拉强度均值在230MPa,冲击韧性为10;采用ER5356A铝合金气体保护焊丝,焊接试件抗拉强度均值为234.3,冲击韧性均值为6.2。综合三组数据对比,1#试件综合性能排名第二,2#试件综合数值排名第一,3#试件抗拉强度值高但是冲击韧性值太低,所以排名第三,只有采用ER5183焊丝焊接,综合数值最接近于母材。
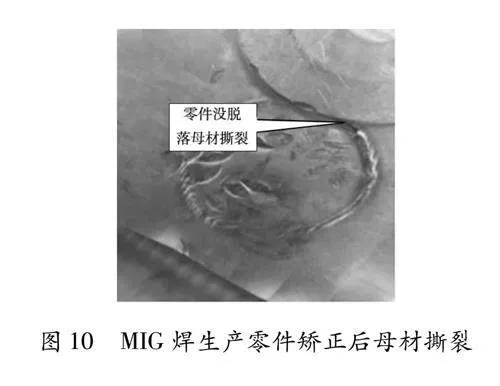
再次采用熔化极惰性气体保护焊生产该产品,采用ER5183焊丝焊接,通过焊前预热105℃,让母材残余氢充分溢出,在焊接过程中控制好焊缝层间温度,焊缝始终保持在100℃左右,降低了铝合金焊接热传导,减少热量丢失,能够有效保证焊缝内部氢气泡及时扩散出去,减少焊缝内部含氢量,焊缝没有出现纵向裂纹、层状撕裂和弧坑裂纹。零件焊接完成后焊接变形产生,采用锤击零件进行矫正,发现焊缝背面母材撕裂,零件没有从母材脱落,证明该系列方法可以应用于7075铝合金结构件焊接。
参考文献:
[1]何思源,张德库,李晓鹏,等.7A52铝合金封接Al2O3陶瓷工艺[J].焊接,2020(4):16-19.
[2]陈树君,董海洋,张海仓,等.铝合金T型接头双侧脉冲MIG单道焊工艺[J].焊接,2021(8):1-6.
[3]张欣盟,李晶,王贝贝,等.6082-T6铝合金高焊接速度搅拌摩擦焊接头微观组织与力学性能[J].焊接,2021(3):1-4.
[4]丁吉坤,宋建岭,韩国良,等.2219厚板铝合金VPTIG焊接接头组织及性能[J].焊接,2020(4):47-51.
(责任编辑 郭晓勇)