异形钢拱钢基座加工研配技术研究
2024-11-05卢大勇



摘 要:钢结构工程项目现已遍布在人们生活的各个角落,其中以钢结构交通通行设施尤为突出。在钢结构交通设施中,一些造型奇特的桥梁更是成为当地标志性的打卡地热点,而这些异形桥梁的生产往往具备一定的难度。为此,以某一钢拱桥为例,对其结构最复杂部位即钢拱钢基座的加工研配进行分析,具体对钢基座制作工艺中的材料选材要求、下料精度要求、拼装要求、焊接要求和单元件制作要求等方面进行阐述,并对边拱箱形构件的制作顺序和钢基座整体装配顺序进行分析,为类似工程提供借鉴意义。
关键词:钢拱;钢基座;研配;加工;制作顺序
中图分类号:U445.4 文献标志码:A 文章编号:2095-2945(2024)30-0087-04
Abstract: Steel structure engineering projects are now spread across every corner of our lives, among which steel structure transportation facilities are particularly prominent. Among steel structure transportation facilities, some oddly shaped bridges have become local landmark check-in hotspots, and the production of these special-shaped bridges is often difficult. To this end, taking a certain steel arch bridge as an example, the processing and development of the most complex part of its structure (namely the steel base of the steel arch) is analyzed. The material selection requirements, blanking accuracy requirements, assembly requirements, welding requirements, and single component production requirements in the steel base manufacturing process are elaborated. The production sequence of side arch box members and the overall assembly sequence of the steel base are analyzed, providing reference significance for similar projects.
Keywords: steel arch; steel base; grinding and matching; processing; production sequence
钢结构工程现已成为城市建筑工程及交通设施的首选工程方式,桥梁工程中的钢箱梁即为其中的一个典型。钢箱梁工程在生产过程中,主要分为加工制作和现场安装两大方向,而加工制作又是现场安装的基础,只有加工制作符合设计要求,现场才能完成高精度的安装工作。凌志强等[1]对斜拉桥异形钢拱塔的加工制作技术进行了研究,他们以宜兴荆邑大桥钢拱塔为基础,阐述了钢拱塔的制作是斜拉桥施工控制的重点项目之一,并在施工中针对拱塔内部结构定位、整体线形及端口控制采取了一系列制造工艺与措施,以供国内外同类工程施工借鉴与不断完善。张友为[2]对空间变截面拱式钢塔加工技术进行了研究,从空间变截面拱式钢塔加工的重点和难点分析入手,详细阐述了钢塔的加工工艺流程和操作要点,使钢斜塔的加工精度得到了良好的控制。刘丹[3]以锦州市云南飞街小凌河大桥为例,介绍了钢拱塔制作工艺方案,主要包括:板单元和钢拱塔节段制作的关键工艺、重要措施、控制要点及钢拱塔节段预拼装过程中采取的工艺方案及精度、尺寸、变形控制要点。李兴亮等[4]以某一中承式钢拱桥为例,详细地介绍了钢拱肋的加工制作关键技术,尤其是钢拱肋节段的组装技术,其铺设先后顺序为大腹板、隔板、顶底板、吊耳节点、小腹板、斜腹板及其纵肋等。并在最后给出组装过程中的关键技术要求,一为线形控制的关键手段即控制零件的精度及地胎的精度,二为焊接控制的关键手段即保持待焊区域的干净与整洁、引弧板和熄弧板的设置与选择,以及焊接工艺的评定。王金龙[5]以某50 m跨度简支钢拱桥为例,介绍了该工程钢拱桥单元杆件焊接、节段组拼、成桥拼装和防腐处理等关键工艺,以及钢拱桥制造过程中的质量控制措施。
结合以上学者对钢拱桥、钢拱塔的加工制作经验,以某一钢拱桥施工为例,介绍了异形钢拱钢基座加工制作工艺要求,并对钢拱钢基座的研配进行了详细的描述,为类似项目提供借鉴。
1 工程介绍
该项目主航道桥结构为中承式钢箱拱桥,跨径布置为(70+260+70) m,边中跨比接近1/4。中跨矢高65 m,矢跨比为1/4。主拱肋采用悬链线设计,拱轴系数1.5,边跨拱肋设10 m平直段,拱肋段半拱长度60 m,矢高为24.598 m,拱轴系数为2.0。主航道桥为提篮拱构造,边、中跨拱肋及边主梁共面设计,均采用1∶5坡率向桥中线倾斜。拱肋为提篮拱结构,拱顶横向中心距16 m,横向按1∶5坡率外倾斜。为兼顾美观和方便加工,拱肋采用等宽变高钢箱截面设计,钢箱拱横向内宽3.2 m。拱肋通过变高适应其受力逐渐增加的要求,拱顶高2.6 m,拱脚加高至4.2 m,内设纵向加劲肋。钢箱拱肋壁厚从拱顶至拱脚按受力要求变厚,变厚范围32~60 mm。桥梁整体效果图如图1所示。
2.1 材料选材要求
在钢拱的加工制作中,一般需要主材和辅材2种材料,以及具有构造特点桥梁的其他材料。针对该工程需要的主材有Q345qD材质钢材、药芯焊丝及实心焊丝等相关焊材材料、钢结构防腐涂装油漆。辅材及其他材料包含焊钉、高强螺栓、斜拉索等。钢拱主材与辅材的选材应严格遵循相关标准及规范的规定,并在规定的环境范围内进行主材的加工及辅材的使用,确保桥梁项目的质量终生负责制得到保障。
2.2 下料精度要求
下料是整个加工过程的开始,下料的精度达不到要求时,将会产生错缝、拼缝不严等质量问题,影响下一道工序的进行,所以下料前需要进行一系列的准备工作来确保下料工作的顺利进行。在下料过程中还应注意制孔要求,基座中的穿筋孔为避免火焰切割收弧时对母材的伤害,下料时先切割成比直径小5 mm的孔,后通过摇臂钻扩至设计直径。若火焰一次切割成孔,需保证切割面垂直度和切割面粗糙度达到切割质量要求,火焰切割孔径偏差为±2 mm。
下料的精度主要从主要零件、附属小件等方面保证,例如首件切割要空行程运行,并对零件轮廓的边长和对角线进行测量,满足对应零件的偏差要求。钢拱顶底板、腹板、隔板等大零件,需标出定位基准线及基准边,如图2所示,与图纸核对无误后方可下料;下料编程时,编程基准需与零件实际切割基准一致。切割后每件零件均需进行自检和专检。加劲板、连接板等附属小件,需首件报检合格方可批量开料,在切割过程中进行自查抽检。
2.3 拼装要求
在拼装过程中,应严格按排版图接料,为减小焊接应力,板材坡口严格按照排版图要求切割,板材拼接顺序为纵向段先横缝后纵缝,横向段先纵缝后横缝。壁板接料长度不小于1 000 mm,宽度不得小于600 mm,横向接料焊缝中心线距孔边缘不宜小于100 mm。要求平齐的对接接头表面必须精修,在对接接头中,焊缝表面余高严禁超过3 mm。焊接中不应有断弧,如有断弧应将停弧处刨成1∶5斜坡,并搭接50 mm再引弧施焊,焊后搭接处应修磨圆顺。组装时应将相邻焊缝错开,错开的最小距离应符合图3所示的最小距离。
2.4 焊接要求
焊接工作宜在室内进行,环境湿度应不小于80%,环境温度不应低于5 ℃,母材温度不应低于0 ℃。主要杆件应在组装后24 h内焊接,如超时应根据不同情况在焊接部位进行清理或去湿处理后方可施焊。
所有的板对接焊缝均应顺应力方向打磨匀顺,焊缝双面打磨,打磨方式为先粗磨后精磨,粗磨时磨光机前进及后退方向为焊缝方向,精磨时磨光机运动方向垂直于焊缝方向,严禁用百叶轮打磨,打磨后余高不高于母材0.5 mm,不低于母材0.3 mm,粗糙度不高于Ra=50 μm。变板厚对接焊缝只需打磨外侧焊缝余高,内侧焊缝余高不再打磨。对接焊缝正面焊完后背面用碳弧气刨清根,并将熔渣清除干净。多道焊接时,应将前道熔渣清除干净,经确认无裂纹等缺陷后再继续施焊。杆件焊接后,两端的引熄弧板必须用气割切掉,并磨平切口,不得损伤杆件。
2.5 单元件制作要求
首先,构件严禁随意开孔,壁板面板下料完成后,要进行尺寸再复核,确保实际下料尺寸满足工艺偏差要求;其次,按照详图要求,对面板内侧隔板位置、纵肋位置处进焊前打磨;最后划出面板的板单元中心线和板单元定位基准线,根据板单元中心线和板单元定位基准线,划出纵肋定位线(纵肋焊接边的边线),按照此线定位纵肋。所有现场件均需研配,按图纸要求开坡口;现场焊接口位置需禁涂,为方便涂装车间识别。构件研配下胎前,需对现场焊接位置进行标识,焊缝两侧100 mm范围内禁涂。
3 钢基座加工研配
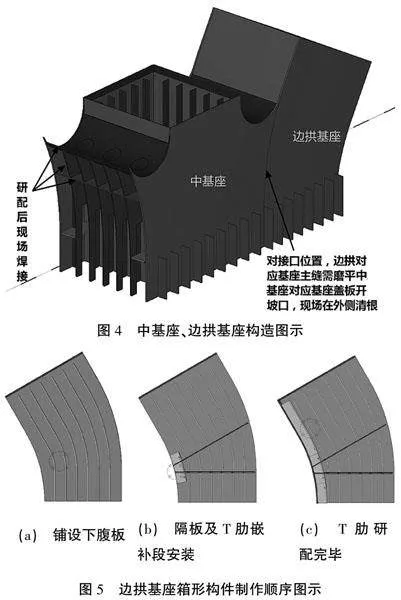
钢拱钢基座根据2个边拱1个中基座的构造特点,将整个钢基座制作分为4个节段,分别为2个边拱基座、1个中基座及基座底埋件(不作研究),中基座、边拱基座如图4所示。
3.1 边拱基座箱形构件制作顺序
1)按地胎定位点铺设下腹板,下腹板加劲焊接并检验合格。
2)立隔板并将T肋嵌补段安装定位。
3)T肋与内弧侧盖板进行研配,保证T肋嵌补段与盖板T肋对齐,研配后将外侧盖板去除;隔板与T肋嵌补段焊缝加强,并对2道隔板外弧侧拉连接撑;2道隔板与T肋嵌补段下胎进行焊接,将焊缝焊接完成并检验合格;隔板进行上胎装配;对已研配的T肋与内弧侧盖板焊接并检验合格,安装内弧侧盖板并焊接主焊缝。
4)外弧侧I肋与盖板焊接并检验合格,安装外弧侧盖板并焊缝主焊缝。
5)焊接隔板与下腹板、内外弧盖板焊缝。外侧盖板与隔板焊缝检验合格后,焊接T肋对接位置焊缝。焊接I肋与隔板焊缝。
6)I肋与上侧腹板焊接并检验合格,安装上侧腹板并焊接主焊缝。
边拱基座箱形构件制作顺序如图5所示。
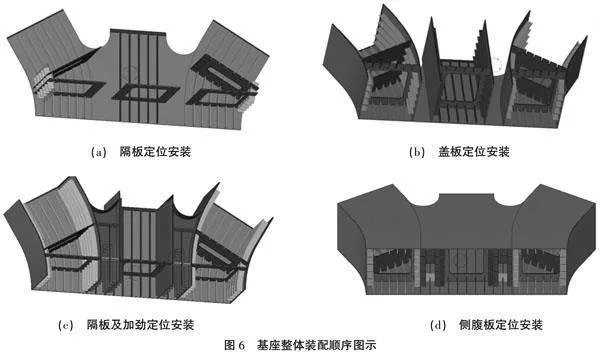
3.2 基座整体装配顺序
1)按地胎定位点铺设下腹板,下腹板加劲焊接并检验合格。
2)立隔板并定位焊接。
3)将边拱及中支撑对应基座位置的两侧盖板,按要求装配。
4)将基座主焊缝及其他焊缝焊接并检验合格,将边拱中支撑之中的隔板及加劲按图纸装配。
5)基座内部焊缝焊接完成并检验合格后,盖上侧腹板,并焊接主焊缝及内部焊缝。
基座整体装配顺序如图6所示。
4 结论
通过该项目钢拱钢基座加工研配技术的研究,解决了类似钢拱结构钢基座加工生产难题,保证了后期安装施工的精度,主要得到以下结论。
1)在钢拱钢基座的整个生产加工过程中,要对原材的选材、下料的精度、焊接的加工等各方面按照相关标准、规范要求进行生产,对工艺中的要求要严格执行。
2)在复杂结构的钢结构生产下,要合理进行制作顺序的安排,避免后配件先生产,前配件后生产问题的发生。
3)在整体装配时,要做到随装配随检验,在检验合格之后方可进行下一道工序。
参考文献:
[1] 凌志强,兰红仙,宗志云,等.斜拉桥异形钢拱塔的加工制作技术[C]//钢结构与金属屋面新技术应用.江苏沪宁钢机股份有限公司,2015:9.
[2] 张友为.空间变截面拱式钢塔加工技术[J].天津建设科技,2013,23(5):68-69.
[3] 刘丹.锦州市云飞南街小凌河大桥钢拱塔制造技术研究[J].钢结构,2013,28(6):64-67.
[4] 李兴亮,谢超,李成杰,等.某中承式钢拱桥加工制作研究[J].科技创新与应用,2024,14(5):121-124.
[5] 王金龙.50 m跨度钢拱桥制作技术及质量控制措施[J].科技资讯,2017,15(12):66-67,69.
作者简介:卢大勇(1992-),男,工程师。研究方向为钢结构桥梁工程。