气力输送技术在薄片烟丝输送中的应用
2024-11-05李宏彬易斌徐合磊韩国栋付韵哲王绪

摘 要:随着卷烟行业设备的发展,气力输送在卷烟生产中的地位越来越重要,被广泛应用于卷烟生产的烟叶输送、杂质浮选、烟丝输送等生产环节,且由于气力输送的优势比较明显,该输送方式逐渐成为国内卷烟厂的首选。该文主要介绍气力输送在卷烟企业的卷烟生产过程中薄片制丝环节的具体应用。
关键词:气力输送;烟丝;输送;薄片制丝;卷烟生产
中图分类号:TS43 文献标志码:A 文章编号:2095-2945(2024)30-0185-04
Abstract: With the development of equipment in the cigarette industry, pneumatic conveying is playing an increasingly important role in cigarette production. It is widely used in tobacco leaf transportation, impurity flotation, and tobacco transportation in cigarette production. Due to the obvious advantages of pneumatic transportation, this transportation method has gradually become the first choice for domestic cigarette manufacturers. This paper mainly introduces the specific application of pneumatic conveying in the sheet silk manufacturing process of cigarette enterprises.
Keywords: pneumatic conveying; cut tobacco; conveying; thin slicing; cigarette production
气力输送又被现在物流业界称作气流输送,气流输送的工作原理是在一个封闭的环境内,充分利用气流所具有的能量,沿着气流的流动方向进行薄片烟丝输送。这是利用气流的能量的一种有效方式,其优势很明显,比如气力输送操作简单、输送方向可以自由选择。在进行输送的过程中还可以进行别的其他工作,比如薄片烟丝除杂质、薄片烟丝烘干等。因此在很多生产领域,气力输送成为了现代物流企业的首选,有代替机械输送的趋势。我国气力输送在卷烟企业的使用历史由来已久。早在1936年,重庆南阳兄弟烟草公司重庆制造厂就尝试使用这一技术,当时气力输送的主要工作是对卷烟烟丝进行输送。现在卷烟企业对卷烟生产品质的要求越来越高,同时由于气力输送的众多优势,越来越多的卷烟企业在卷烟生产中选择使用气力输送代替机械输送进行卷烟输送[1]。
1 气力输送技术说明
气力输送的运输效率高、在运输过程中不会对输送物流造成二次污染,当密闭空间的一端和另一端有压力差的时候,气体就会产生流动,形成气流。气流带动所需运输的薄片烟丝进行运动,就是气力运输。气力输送技术根据其压力不一样,一般可以分为正压式输送和负压式输送以及正负气压均有的混合输送。
1.1 正压式输送系统
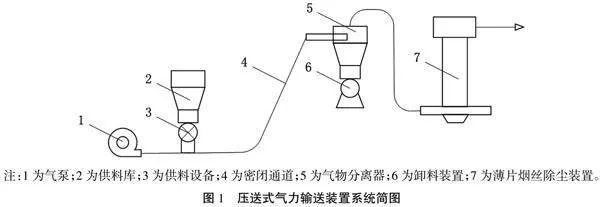
密闭通道入口端气压为正压,密闭通道出口端气压相对于输入端为负压,密闭通道两端因为两端的气压不同产生压力差,从而产生有气体的流动的输送方式为正压式输送,如图1所示。正压式输送这一形式是气力输送的主流选择,结构上在密闭通道物料输入端安装有可以提供高压气体的气泵,气泵提供的高压气体的压强远大于输出端气体压强,由于密闭通道两端有气体压力不一样,所以气体会从压力高的一侧往压力低一侧运动,同时带动密闭通道中的所需运输薄片烟丝运动,所需运输薄片烟丝和气体在密闭通道输出端分离,如图1所示[2]。
1.2 负压式输送系统
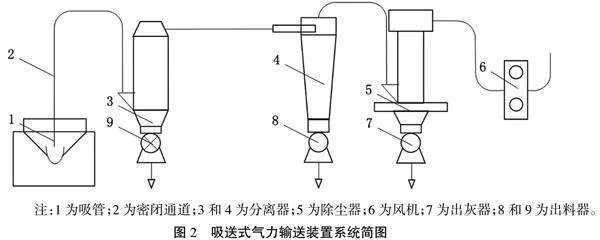
密闭通道入口端气压相对于出口端为负压,密闭通道出口端气压相对于输入端气压为正压,同样也是由密闭通道两端气体压力不一样的方式进行物料输送,如图2所示。在负压式输送系统中,密闭通道输出端安装有气泵提供负压,与密闭通道入口的气体压强差形成压力差,气体从密闭通道入口被负压吸入密闭通道运动形成气流,气流带动密闭通道中的所需运输薄片烟丝运动。负压式气力输送系统适用于从多处向一处集中输送薄片烟丝。
1.3 混合输送系统
在一个薄片烟丝传输系统中包括正压传输系统和负压传输系统。通过将这2套传输系统的优势相结合,进行薄片烟丝传输,称这种传输方式为混合气力输送。混合式气力输送系统一般应用于传输工作环境复杂的传输工作中。
1.4 气力输送应用
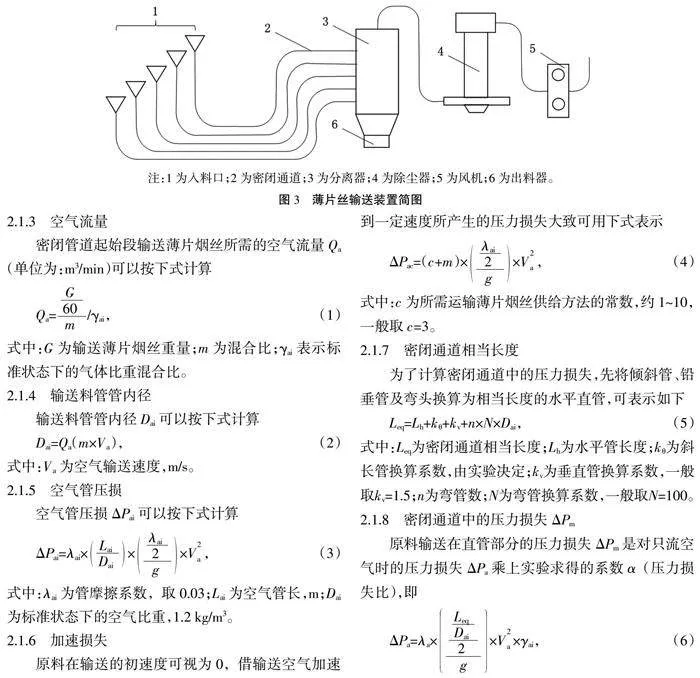
薄片丝输送装置是将多次薄片制丝后的薄片丝输送至统一的烟丝缓存箱内,同时还要避免在过程中薄片灰尘、粉末的外溢。相较于其他输送方式,气力传输特征较为直观,因为其输送是在封闭的密闭通道中进行,没有回路通道。管路输送工作通常是说薄片烟丝的输送路线完全为封闭的密闭通道,输送过程中,薄片烟丝不会污染周边生产和生活环境。而且和传统输送方式相比,气力输送所需机械设备结构简单,同时由于烟叶的薄片烟丝输送有多个薄片烟丝入口,因此本文讨论的主题为气力输送中的负压气力输送系统。
如图3所示,在薄片烟丝的气力输送系统中,安装在密闭通道装置末端的气泵开始运行后,薄片烟丝的气力输送系统的入口端会处于负压状态。此时,密闭通道的输出端和输入端气体压力会不一致,气体会从密闭通道进口端被气泵吸入,薄片丝随气体形成混合物同步输送入密闭通道的入口端中,经过密闭通道的传输最后被输送到分离器,薄片烟丝和气体在分离器中进行输送气体和薄片烟丝的分离。薄片烟丝和气体分离后,薄片烟丝通过出料器进行输出,气体重新经过一系列除尘设备的净化,最后被排入大气或重新进行下一道气力输送的循环利用,从而完成一个薄片烟丝的输送工艺[3]。
2 气力输送计算
2.1 气力输送理论计算
2.1.1 混合比
混合比在薄片烟丝的气力输送中的含义是指在单位时间内输送的薄片烟丝的质量与同一时间内通过该密闭通道的气体的质量之比,用m表示。m值的选定受着风机性能、薄片烟丝特性、输送条件等多方面因素的制约,其是一个设计输送装置经济性和工作可靠性的重要参数,在设计时宜综合各种有关因素慎重选定[4]。
在生产过程中,m的最佳值要在多次调试才能进行确认。一般负压气力输送系统使用的m值范围为[1,8]。经过反复试验,最终m的取值,一般取m=5。
2.1.2 输送空气速度
通常每种薄片烟丝都存在一个能保证烟丝呈悬浮状态正常输送的最低风速,生产上称为安全输送空气速度或经济速度,用Va表示。
在生产中如选用的最低风速比能保证烟丝呈悬浮状态正常输送的最低风速高得多,则薄片烟丝输送装置虽然正常地输送薄片烟丝,但因为两端压力差大,密闭通道两端系统产生的压力差损失会很高,整个薄片烟丝输送系统消耗的功率会远远大于采用最低风速的输送系统,并且高速流动的混合物还会加剧和密闭通道的碰撞(如弯管及其连接的水平管底壁磨损),引起薄片烟丝的被打碎。但是,如选用的最低风速比能保证烟丝呈悬浮状态正常输送的最低风速低得多,会导致薄片烟丝在输送过程中发生沉淀,甚至发生通道阻塞,导致系统不能正常使用。在实际工程计算中,一般取Va=18 m/s。
2.1.3 空气流量
密闭管道起始段输送薄片烟丝所需的空气流量Qa(单位为:m3/min)可以按下式计算
Qa=/γai, (1)
式中:G为输送薄片烟丝重量;m为混合比;γai表示标准状态下的气体比重混合比。
2.1.4 输送料管管内径
输送料管管内径Dai可以按下式计算
Dai=Qa(m×Va),(2)
式中:Va为空气输送速度,m/s。
2.1.5 空气管压损
空气管压损ΔPai可以按下式计算
ΔPai=λai×××V,(3)
式中:λai为管摩擦系数,取0.03;Lai为空气管长,m;Dai为标准状态下的空气比重,1.2 kg/m3。
2.1.6 加速损失
原料在输送的初速度可视为0,借输送空气加速到一定速度所产生的压力损失大致可用下式表示
ΔPac=(c+m)××V, (4)
式中:c为所需运输薄片烟丝供给方法的常数,约1~10,一般取c=3。
2.1.7 密闭通道相当长度
为了计算密闭通道中的压力损失,先将倾斜管、铅垂管及弯头换算为相当长度的水平直管,可表示如下
Leq=Lh+kθ+kv+n×N×Dai, (5)
式中:Leq为密闭通道相当长度;Lh为水平管长度;kθ为斜长管换算系数,由实验决定;kv为垂直管换算系数,一般取kv=1.5;n为弯管数;N为弯管换算系数,一般取N=100。
2.1.8 密闭通道中的压力损失ΔPm
原料输送在直管部分的压力损失ΔPm是对只流空气时的压力损失ΔPa乘上实验求得的系数α(压力损失比),即
ΔPa=λa××V×γai,(6)
ΔPm=α×ΔPa=(1+βm)×ΔPa。(7)
α及β值取决于原料的物理性质、密闭通道的内径、输送空气速度等。在同一条件下,α值略正比于混合比m,一般取β=0.45,λa=0.155 5(假设值)。
2.1.9 除尘装置的压力损失ΔPsep
关注输送系统的末端,这里的核心是除尘过滤装置。在处理细微颗粒物方面,木质纤维过滤器展现出卓越的能力。然而,这也伴随着较高的压力损失,一般这个数值介于4 000~7 000 Pa之间。在实际计算中,设计师往往需根据具体情况选取合适的数值以确保系统的平稳运行。
在选择高压真空风机时,一个重要的参数是其最大吸引真空度P,这代表了风机能够产生的最高负压水平。为了保障系统的连续运行不中断,高压真空风机的最大吸引真空度P必须大于系统压力总损失ΔP值。
P>ΔP=ΔPai+ΔPac+ΔPm+ΔPsep。 (8)
在设计和运行一个中央集中输送系统时,合理地选择除尘装置并精确地计算压力损失至关重要。这不仅关系到除尘效果的好坏,更是影响到整个系统能否高效、稳定运行的重要因素。高压真空风机真空度P(真空风机的余裕风量为5%,压力为10%)。
2.2 气力输送实际验算
薄片丝以1 000 kg/h的输送量在水平长度20 m,垂直7.25 m,15个90°弯头的管路中输送时的空气压力及风量,风机机构能量转化效率η=0.6。
设混合比m=5,空气比重γai=1.2 kg/m3,输送空气速度Va=18 m/s,输送料管管内径Dai=0.072 m,空气管长度Lai=5 m,空气管管径与密闭通道一致。
由式(2)得
Dai=Qa(m×Va)=6.48 m3/min。
设kv=1.5,n=3,N=100,由式(5)得
Leq=Lh+kθ+kv+n×N×Dai=138.875 m≈139 m。
空气管的压力损失由式(3)得
ΔPai=λai×××V≈62 mmaq。
加速损失由式(4)得
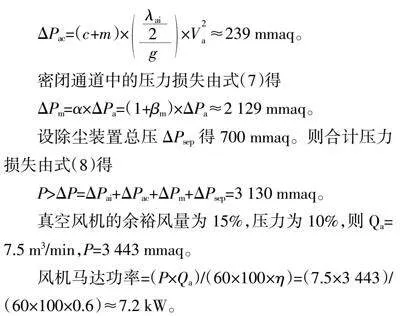
ΔPac=(c+m)××V≈239 mmaq。
密闭通道中的压力损失由式(7)得
ΔPm=α×ΔPa=(1+βm)×ΔPa≈2 129 mmaq。
设除尘装置总压ΔPsep得700 mmaq。则合计压力损失由式(8)得
P>ΔP=ΔPai+ΔPac+ΔPm+ΔPsep=3 130 mmaq。
真空风机的余裕风量为15%,压力为10%,则Qa=7.5 m3/min,P=3 443 mmaq。
风机马达功率=(P×Qa)/(60×100×η)=(7.5×3 443)/(60×100×0.6)≈7.2 kW。
3 结论
气力输送这一输送方式因为其特有的诸多优势,使其在生产中的应用越来越广泛,所以其作为一种新型现代化的输送方式在当前烟草行业薄片烟丝输送过程中占据着至关重要的核心位置。不过就目前生产实践过程中遇到的问题来看,气力输送这一技术还有很多需要待完善的地方,需要及时加以改进,如薄片烟丝在输送过程中会对输送通道等造成磨损。因此,在应用薄片烟丝的气力输送技术时,需要找到一个最优解的气力输送密闭通道设计依据与方法,并需要以更科学合理的实验数据指导具体的生产实践过程,使气力输送技术在满足薄片烟丝输送要求的同时,能够保证一定的工作效率。环保、节能,是今后对气力输送这一技术在薄片烟丝输送中的主要研究趋势。
参考文献:
[1] 齐学武.浅析气力输送系统应用[J].有色矿冶,2014(3):54-56.
[2] 陈彬,金军杰,张佳靓.气力输送系统在食品饮料行业中的应用与研究[J].饮料工业,2018,21(4):61-64.
[3] 董耀,张雄.气力输送在卷烟工业中的应用与发展[J].南华大学学报(自然科学版),2007,21(3):72-75.
[4] 刘浩宇,赵彦琳,姚军,等.气力输送颗粒系统中静电的研究进展[J].化工进展,2024,43(2):565-578.
基金项目:云南中烟工业有限责任公司项目(2022GY08)
第一作者简介:李宏彬(1971-),男,硕士,助理工程师。研究方向为烟草设备工艺技术。
*通信作者:王绪(1988-),男,硕士,工程师。研究方向为烟草机械。