国六发动机多维度在线检测计量确认方法的研究
2024-10-12安强王智慧
【摘要】本文针对国六发动机在线检测领域缺乏量值溯源的难题,开发多维度在线检测确认方法,实现国六非标测量设备通过连续的比较链与国际或国家测量标准联系起来,解决了国六发动机在线检测领域缺乏量值溯源的难题,确保国六在线计量设备量值溯源评价确认。
【关键词】国六发动机;多维度;在线检测
【DOI编码】10.3969/j.issn.1674-4977.2024.05.033
Research on Multidimensional Online Detection and Measurement Verification Method for National StageⅥEngines
AN Qiang,WANG Zhihui
(Guangxi Research Institute of Metrology & Test, Nanning 530007, China)
Abstract: In response to the challenge of lacking traceability of measurement values in the field of online detection for National StageⅥengines, a multidimensional online detection verification method has been developed. This method enables National StageⅥnonstandard measurement equipment to be linked to international or national measurement standards through a continuous comparison chain. It addresses the issue of traceability of measurement values in the online detection field for National StageⅥengines, ensuring the evaluation and confirmation of traceability for National StageⅥonline measurement equipment.
Keywords: national stageⅥengine; multidimensional; online detection
随着全球对环境保护的日益重视,各国纷纷出台了更为严格的汽车排放标准。在中国,国家六号排放标准(简称“国六”)的实施标志着对汽车排气排放物控制的更高要求。这一政策的实施不仅对汽车制造商提出了新的挑战,也对相关的检测技术和设备提出了更高的精度和可靠性要求。特别是在国六发动机精加工线上,发动机的在线检测技术尤为关键,以确保生产出的发动机能够满足严格的排放标准。然而,目前我国在国六发动机在线检测领域面临着量值溯源的难题,这直接影响到检测数据的准确性和可靠性。为了应对这一挑战,本文提出了一种多维度在线检测确认方法,旨在提升国六发动机在线检测设备的精度和量值溯源能力,以满足国家政策的要求。
以某企业国六发动机精加工线为例,国六精加工线与国际先进设备供应商合作开发全自动加工设备线,实现数字化的检测,但国六加工线的SPC在线测量设备属于非标设备,目前国家或行业还没有相应的检定校准技术标准,无法委托第三方检测机构进行确认。尤其是排放标准器需返回欧美进行计量溯源,每年需耗费400万元以上且需历时半年。因此,我国自主在线检测技术的研发刻不容缓。
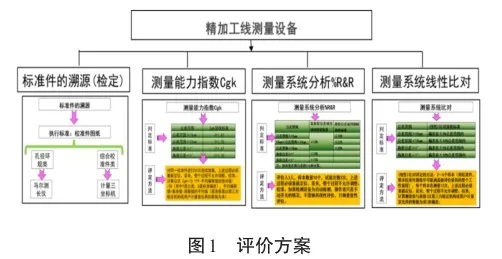
国六发动机生产企业按照在线测量设备的布点和工艺精度,结合了计量溯源和国际通用的测量系统分析、设备比对等相关要求,遵循测量设备(量仪)的分辨率达到被测公差要求的1/20的原则,开发出多维度计量确认方法,分别从标准件/器的计量校准(量值溯源)、%R&R评定(MSA的重复性和再现性评定)、Cgk评定(测量能力指数评定)、线性比对(与标准设备三坐标机的结果比对),四个维度评价方法对设备测量精度进行确认,见图1;同时将确认方法输入到计算机控制系统中,由系统根据测量设备判异规则,自动开展计量校准。
1标准件溯源的方法
标准件溯源是一种关键的质量控制手段,它确保了工业生产中使用的测量设备能够提供准确可靠的数据。这个过程涉及将标准件(如量块、量规、校准环等)送至具有高精度的计量设备进行校准和验证。在现代工业测量中,三坐标测量机是一种常用的高精度测量设备,它能够对工件的尺寸、形状和位置进行精确测量。坐标精度达到0.5μm。在溯源过程中,不同类型的测量设备可能需要不同类型的标准件。例如,用于校准测量机(如凸轮轴孔、主轴孔、缸孔测量机)的整体式校对标准件通常需要提供两个,一个代表最大值,另一个代表最小值。对于其他类型的测量传感器,如接触式或非接触式传感器,可能需要提供更多的校对标准件,通常是最大值和最小值各两个,这样既可以用于日常使用,也可以作为备用。这种做法确保了在任何时候,测量设备都能够提供一致且可靠的测量结果。
溯源过程不仅包括校准操作,还包括对校准结果的记录和分析。这些数据会被记录在溯源证书或校准报告中,以证明测量设备的准确性和可靠性,它们是产品质量保证和符合国际标准的重要依据。
2测量能力指数Cgk方法
测量能力指数Cgk是一种衡量测量系统性能的统计工具,它用于评估在实际生产条件下,测量系统重复测量同一零件的能力。Cgk指数是通过对同一零件进行多次测量,然后分析这些测量数据的变异性来计算得出的。这种方法可以帮助制造企业了解他们的测量系统在生产环境中的表现,以及是否能够满足质量控制的要求。
在进行Cgk评估时,首先需要选择一个经过校准的标准件,这个标准件的尺寸应该与被测零件的尺寸相匹配。然后将这个标准件放置在测量设备上,并进行50次连续的测量。每次测量之间,零件需要重新定位和装夹,以模拟实际生产中零件的更换过程。重要的是,在整个测量过程中,不允许对测量设备进行任何调整或校准,以确保评估是在没有任何干预的情况下测量系统的真实性能。
在每次测量后,收集的数据将被用来计算测量系统的变异性。为了确保评估的准确性,评价标准在表1中详细列出,包括公差范围要求和Cgk接收标准。这些标准有助于确保评估过程的一致性和可重复性,从而使得Cgk指数成为一个可靠的衡量工具。通过这种方法,企业可以有效地监控和改进他们的测量系统,以确保产品质量符合设计和客户的要求。

3测量系统(线性)比对评定方法
测量系统(线性)比对评定方法是一种用于评估量具或测量设备在实际使用条件下性能的标准化过程。其目的是确保测量结果的准确性和一致性,以便在生产和质量控制过程中做出可靠的决策。
在进行比对评定时,首先需要准备2到5个校准件作为样本。这些校准件的规格应该覆盖被评价量具的整个工作量程,以确保评定结果的全面性。例如,如果校准件用于测量长度,那么校准件应该包括从最小测量范围到最大测量范围的多个尺寸。
接下来,对每个校准件进行12次独立的测量。每次测量都需要重新定位和装夹校准件,以模拟实际生产环境中的测量过程。在这个过程中,不得对校准件进行任何形式的调整或校准,以保证评定的是在未经干预的自然状态下校准件的性能。
测量完成后,收集的数据将与标准值进行比较。标准值通常由第三方检定机构或用户计量室出具的数据确定,这些数据被认为是准确的参考值。通过计算测量值与真值之间的偏差,可以评估校准件的准确性。偏差的计算可以采用多种统计方法,如平均偏差、标准差等。
为了评价校准件的性能,需要将测量结果与预设的评价标准进行比较。评价标准在表2中列出,包括公差范围和(线性)比对评价标准。如果测量结果在这些标准范围内,那么可以认为校准件的性能是可接受的。如果超出了这些标准,可能需要对校准件进行校准、维修或更换。

4%R&R评定的方法
%R&R(重复性和再现性)评定是一种用于评估测量系统性能的方法,它通过测量同一样本在相同条件下的多次测量结果的一致性来确定测量系统的可靠性。这种评定对于确保产品质量控制过程中测量数据的准确性和一致性至关重要。
在进行%R&R评定时,首先需要准备10个样本。这些样本应该能够代表实际生产中的工件,并且它们的尺寸应该覆盖工作量程。这样做可以确保评定结果能够全面反映工件在不同尺寸范围内的性能。接下来,对每个样本进行3次测量。为了保证测量的一致性,每次测量都需要重新定位和装夹样本。这个过程中,样本不得进行任何调整或校准,在完成所有测量后,收集的数据将用于计算重复性和再现性的百分比。重复性(%R)是指在相同条件下,由同一操作员使用同一量具对同一样本进行多次测量所得结果的一致性。再现性(%R)则是指在不同条件下(例如,不同的操作员、不同的量具或不同的测量环境)对同一样本进行测量所得结果的一致性。
评价标准在表3中列出,包括公差范围、非形位公差项目评价标准和形位公差项目评价标准。如果测量结果符合表3中的标准,那么可以认为测量系统具有良好的重复性和再现性。如果不符合,可能需要进行进一步的校准或改进操作流程。通过%R&R评定,企业可以有效地评估和监控其测量系统的稳定性和可靠性,从而确保产品质量控制的有效性。
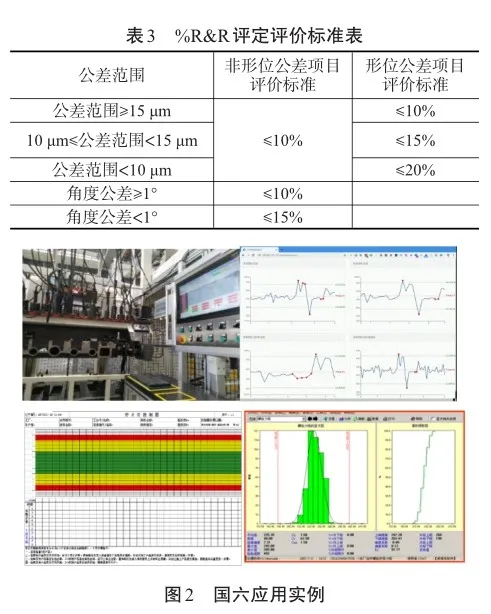
第三方计量机构与企业联合开展现场方案验证。只有校准件经计量校准合格、测量能力指数Cgk可接受、测量系统分析% R&R可接受、测量系统比对可接受,则测量设备校准合格,见图2;输出企业标准《国六精加工线SPC检测设备校准规范》。
5结束语
本文提出的多维度在线检测确认方法,不仅解决了国六发动机在线检测设备在量值溯源方面的难题,而且为我国自主在线检测技术的发展提供了有力支持,实现了数字化检测,这对于提升我国汽车制造业的整体竞争力具有重要意义。此外,该方法的实施有助于减少对国外检测技术的依赖,降低成本,缩短检测周期,从而更好地适应国家政策导向和市场需求。展望未来,我们将继续优化这一方法,探索更多高效、低成本的量值溯源途径,以确保国六发动机在线检测技术的持续进步,为我国汽车工业的绿色发展和可持续发展做出更大贡献。
【参考文献】
[1]通用计量术语及定义:JJF 1001—2011[S].
[2]董双财.测量系统分析:理论方法和应用[M].北京:中国计量出版社,2006.
【作者简介】
安强,男,1967年出生,高级工程师,学士,研究方向为计量检定。王智慧,男,1984年出生,高级工程师,硕士,研究方向为计量检定。
(编辑:李钰双)
