高性能医用双层球囊成型工艺研究及性能表征
2024-10-10孙明昊许贺马晓燕刘小建胡博文胡倩



摘 要:医用球囊扩张导管的耐高压性能、低顺应性及表面活性是提升其临床使用安全性和有效性的重要因素。该研究采用聚醚嵌段聚酰胺和聚酰胺作为内外层材料通过拉伸吹塑成型工艺制备双层球囊,其爆破压力和环向应力最高分别达到4 059.08 kPa、281 MPa,顺应性最低降至4.6%。此外该研究通过实验探究拉伸吹塑成型工艺过程中成型温度、压力、拉伸参数对球囊壁厚、壁厚均匀性、外形尺寸、顺应性及力学性能的影响,并通过优化参数使双层球囊产品性能远优于相同条件下制备的单层球囊产品性能。
关键词:球囊导管;双层球囊;吹塑成型;力学性能;顺应性
中图分类号:TH77 文献标志码:A 文章编号:2095-2945(2024)29-0094-04
Abstract: The high pressure resistance, low compliance and surface activity of medical balloon dilatation catheter are important factors to improve the safety and effectiveness of clinical use. In this study, double-layer balloons were prepared by stretch blow molding using polyether block amide and polyamide as inner and outer materials. The highest blasting pressure and circumferential stress were 4 059.08 kPa and 281 MPa, respectively, and the lowest compliance was 4.6%. In addition, this study explored the effects of molding temperature, pressure and tensile parameters on the wall thickness, wall thickness uniformity, shape size, compliance and mechanical properties of the balloon in the stretch blow molding process. The performance of double-layer balloon products is much better than that of single-layer balloon products prepared under the same conditions by optimizing parameters.
Keywords: balloon catheter; double balloon; blow molding; mechanical properties; compliance
球囊扩张导管广泛应用于狭窄血管的扩张,1964年,Dotter和Judkins[1]首次将球囊扩张导管应用于外周动脉硬化的治疗。1978—1979年,Grüntzig等[2-3]建立了经皮冠状动脉腔内成形术(PTCA),采用球囊扩张导管通过机械膨胀的方式扩张冠脉血管。并在18个月内成功治愈34例患者[4]。随着技术改进和临床经验积累球,经皮腔内血管成形术(PTA)和PTCA逐渐发展成为治疗动脉血管狭窄的主要手段。
球囊材料主要为TPU、PA、PVC和PET等高分子材料[5]。TPU具有较强的塑性和耐用性,但其存在球囊破裂风险;PVC材料因生物相容性差的特点而逐渐被淘汰;PA和PET材料的应用提高了球囊强度和耐用性。近年来,聚醚嵌段聚酰胺(Pebax)因其卓越的生物相容性、柔顺性、弹性,也被广泛应用[6]。
临床技术发展要求球囊材料兼顾刚性、强度、柔软性,在保证安全性的同时确保对病变部位的准确导向;球囊壁厚也逐渐降低以增加血管中的通过性;球囊表面性能也被优化以满足药物涂层及元件黏接。综上,一种新型的PA/Pebax双层球囊因同时具有高强度及柔顺性,被认为是新型高性能球囊材料的解决方案[7]。因此,针对双层球囊的成型工艺设计和性能表征也成为现阶段重要的研究方向。
1 实验部分
1.1 原材料及设备
双层管材(Multilayertubing, Mlt;外层70%为尼龙12 L25,EMS;内层30%为Pebax 7233 SA01 MED,ARKEMA),内径0.508 mm,外径0.889 mm。
尼龙管材(PA tubing, Pat;尼龙12 L25,EMS), 内径0.508 mm,外径0.889 mm。
管材拉伸机(CJX-3X12,interface associates);球囊成型机(CPS-1000,Confluent Medical Technologies);恒温干燥箱(1390 FM,VWR);千分表测厚仪(DGN-255,PEACOCK);激光测量仪(ZMike Pro 50mm,BETA LaserMike,Inc);手动影像仪(VMA,KEYENCE基恩士(中国)有限公司);水压测试仪(MODEL 1000,Crescent Design);电热恒温水浴锅(上海精宏实验设备有限公司);等离子处理设备(GDR-200PM,Guarder戈德尔)。
1.2 样品制备
按表1参数使用管材拉伸机加热并拉伸Mlt和Pat两端,预制球囊料泡。
使用内径2.85 mm、平直段长度17 mm的模具吹塑成型球囊,其过程分为加热、保压1、保压2三个步骤。通过调控步骤中温度(T)、拉伸距离(D)、拉伸速率(V)和压力(P)参数(表2)制备各组样品(表3)。
等离子体表面处理可以通过高能等离子体粒子轰击球囊表面的形式,从而改变球囊表面的表面形貌及表层高分子链段形态,进而增加球囊表面的表面能[8-9]。本研究使用高纯度氮气作为介质处理球囊表面,处理时间和电流强度分别为7 min、5 A。
表3 样品信息
注:吹塑成型参数选择一列中“组”对应表2中T、P和DV的参数组,如“T-组3”为该样品组成型温度依照表2中的“组3”。
1.3 测试方法
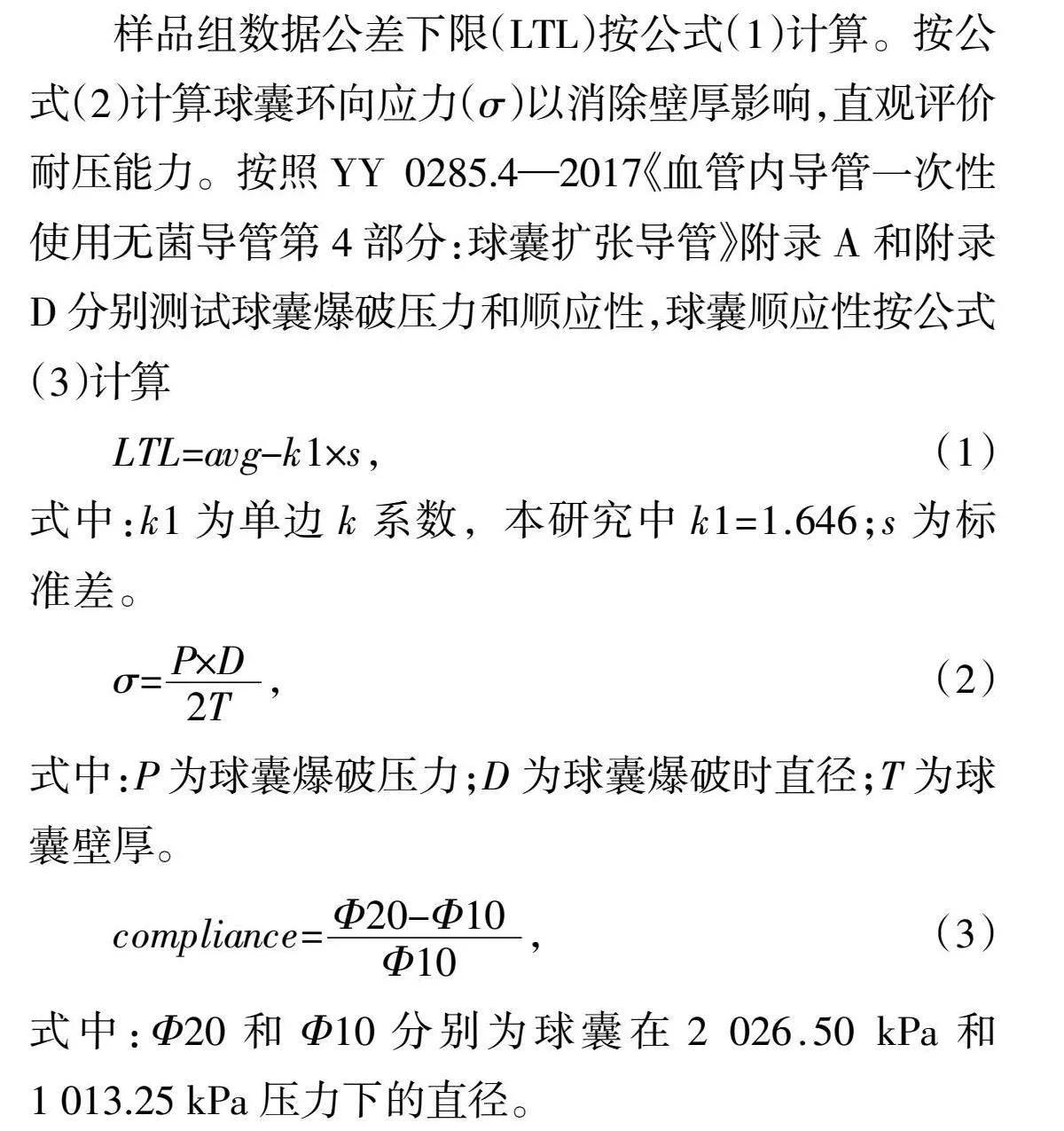
样品组数据公差下限(LTL)按公式(1)计算。按公式(2)计算球囊环向应力(σ)以消除壁厚影响,直观评价耐压能力。按照YY 0285.4—2017《血管内导管一次性使用无菌导管第4部分:球囊扩张导管》附录A和附录D分别测试球囊爆破压力和顺应性,球囊顺应性按公式(3)计算
LTL=avg-k1×s, (1)
式中:k1为单边k系数,本研究中k1=1.646;s为标准差。
σ=,(2)
式中:P为球囊爆破压力;D为球囊爆破时直径;T为球囊壁厚。
compliance=, (3)
式中:Φ20和Φ10分别为球囊在2 026.50 kPa和1 013.25 kPa压力下的直径。
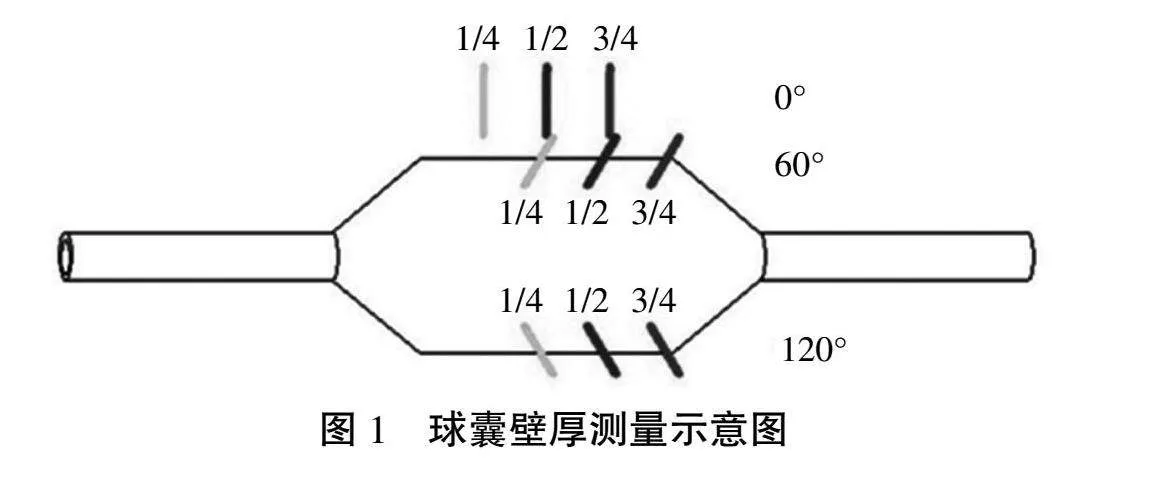
测量图1所示9处双层壁厚,计算样品组壁厚数据平均值,并以标准差为球囊壁厚均匀度的判定依据。
2 结果与讨论
2.1 球囊直径与长度
如图2所示,成型压力对于球囊尺寸几乎没有影响,然而随拉伸参数和成型温度的增加球囊公称尺寸随之增加。吹塑过程中温度的增加使管材在压力与拉伸作用下更易与模具表面贴合;此外,拉伸参数增加使球囊顺应性降低,从而在1 013.25 kPa的压力下,球囊尺寸更大。
2.2 壁厚及均匀性
如图3所示,吹塑过程中球囊双层壁厚在P1至Mlt-0区间内随压力增加从0.039 9 mm增加至0.042 7 mm。这表明成型压力较低时料泡在拉伸作用下趋向模具外扩展,导致模具中材料量降低并使球囊壁厚降低。此外,过低的成型压力导致管材膨胀速率降低,使得壁厚均匀性降低。Mlt-0至P4区间内球囊双层壁厚仅从0.042 7 mm增加至0.043 2 mm,说明该压力区间为双层管材最佳成型压力区间。T1组温度参数未达到成型要求,因此没有样品;T2至T4球囊壁厚均匀性随成型温度增加、管材软化均匀而显著改善。而随着拉伸距离的增加,更多材料向模具外扩展,球囊双层壁厚从0.043 7 mm降低至0.035 6 mm,均匀性也得到改善。
2.3 顺应性
球囊顺应性可以表征球囊扩张性能,顺应性小于5%的球囊为非顺应性球囊, 5%~10%为半顺应性球囊,大于10%为顺应性球囊。对比顺应性和球囊壁厚及均匀性可知顺应性随壁厚及壁厚均匀性的增加而降低。P1至P4及T2至T4样品的顺应性分别从5.0%和4.9%下降至4.6%;此外,随着拉伸参数增加球囊顺应性提升至5.7%。由于Pebax材料缓冲的作用,双层球囊的顺应性远低于Pat-0组尼龙球囊8.3%,使双层球囊更加符合临床使用需求。
2.4 力学性能
如图3所示,Mlt-0样品组爆破压力和环向应力最高为4 054.01 kPa和281 MPa。通常同种材料的球囊爆破压力随着球囊壁厚的增加而增加;环向应力则与球囊壁厚无关。然而P1至P4组壁厚随着成型压力增加而增加至0.042 7 mm,爆破压力和环向应力达到4 059.08 kPa和281 MPa,这是由于成型压力增加,球囊壁厚均匀性改善。然而成型压力继续增加时吹塑成型过程中材料膨胀速率增加,导致缺陷增多并使力学性能降低,爆破压力和环向应力下降至3 769.29 kPa和258 MPa。
拉伸参数对于球囊力学性能的影响也是由于壁厚及其均匀性,比较DV1至Mlt-0,拉伸距离增加使壁厚均匀性增加,球囊爆破压力和环向应力分别从3 796.65 kPa、254 MPa增加至4 059.08 kPa、281 MPa;但拉伸参数继续增加使球囊整体壁厚降低,爆破压力也降低至3 350.82 kPa,环向应力几乎不变。
增加成型温度可以提升壁厚均匀性从而使爆破压力和环向应力分别从4 008.42 kPa、272 MPa提升至4 059.08 kPa、281 MPa,然而继续增加成型温度使得球囊爆破压力和环向应力大幅降低。分析样品的外观可知,成型温度的增加会降低球囊外观透明度,从高分子材料结晶动力学角度分析,可能是由于成型温度过高导致材料晶核尺寸变大,进而导致球囊的透明度及抗拉强度的降低。
3 结论
1)本研究中双层球囊的爆破压力和环向应力最高分别为4 059.08 kPa、281 MPa,其顺应性最低降至4.6%,远优于相同条件下制备的尼龙球囊。
2)球囊吹塑成型工艺过程中,成型温度增加能够提升壁厚均匀性、增加球囊外形尺寸并降低球囊顺应性,但温度过高会导致球囊力学性能降低;成型压力增加提升了壁厚及均匀性、力学性能并降低了顺应性,但成型压力过高会增加材料缺陷并降低力学性能;拉伸参数增加提升了壁厚均匀性、球囊外形尺寸,但降低了球囊的耐压性能并增加球囊顺应性。
3)耐压性能强、低顺应性的薄壁球囊通常是临床中最佳的解决方案,因此对于双层球囊的吹塑成型,“T①85 ℃②95 ℃③135 ℃;P①3 200 kPa②3 600 kPa③3 600 kPa”的参数设置使壁厚均匀度和力学性能达到平衡,通过调整拉伸参数则可以调控球囊的外形尺寸和整体壁厚,以满足不同产品的使用需求。
参考文献:
[1] DOTTER C T, JUDKINS M P. Transluminal treatment of arteriosclerotic obstruction: description of a new technic and a preliminary report of its application[J]. Circulation, 1964,30(5):654-670.
[2] GRNTZIG A, HIRZEL H, GOEBEL N, et al. Percutaneous transluminal dilatation of chronic coronary stenoses. First experiences[J]. Schweiz Med Wochenschr, 1978,108(44):1721-1723.
[3] GRENTZIG A. Transluminal dilatation of coronary artery stenosis-experimental report[C]//Springer Berlin Heidelberg, 1978:57-65.
[4] GRNTZIG A, SENNING A, SIEGENTHALER W E. Nonoperative dilatation of coronary-artery stenosis[J]. N. Engl. J. Med,1979,301(2):61-68.
[5] MATSUMOTO A H, BARTH K H, SELBY J B, et al. Peripheral angioplasty balloon technology[J].Cardiovascular & Interventional Radiology, 1993,16(3):135-143.
[6] WARNER J A, FORSYTH B, ZHOU F, et al. Characterization of Pebax angioplasty balloon surfaces with AFM, SEM, TEM, and SAXS[J]. Journal of biomedical materials research part b applied biomaterials, 2016,104(3):470-475.
[7] DIAZ J F, GMEZ-MENCHERO A, CARDENAL R, et al. Extremely high-pressure dilation with a new imoncompliant balloon[J]. Texas Hear. Inst. J, 2012(39):635-638.
[8] KAPLAN S L, ROSE P W. Plasma surface treatment of plastics to enhance adhesion - ScienceDirect[J]. International journal of adhesion and adhesives, 1991,11(2):109-113.
[9] WOLF R, SPARAVIGNA A C. Role of plasma surface treatments on wetting and adhesion[J]. Engineering, 2010,2(6):397-402.