电镀玫瑰金拉丝不锈钢制品仓储腐蚀机理研究
2024-09-21黄裕坤韦胜开刘海华

摘 要:该文对电镀玫瑰金拉丝不锈钢制品仓储腐蚀机理进行研究分析。结果表明,电镀玫瑰金拉丝不锈钢制品腐蚀原因是拉丝后不锈钢制品表面的富铬氧化膜致密性被破坏;裂纹缝隙的存在,使得水汽和空气(含有氧气)可藏于裂纹缝隙内,为不锈钢的缝隙腐蚀提供良好的基础,从而加速电镀玫瑰金拉丝不锈钢制品腐蚀生锈。
关键词:不锈钢;电镀;玫瑰金;腐蚀;表面形貌;机理
中图分类号:TG142.71 文献标志码:A 文章编号:2095-2945(2024)27-0093-04
Abstract: In this paper, the storage corrosion mechanism of electroplated rose gold brushed stainless steel products was studied and analyzed. The results show that the corrosion of electroplated rose gold drawing stainless steel products is caused by the destruction of the compactness of chromium-rich oxide film on stainless steel products surface after drawing, and the existence of cracks makes water vapor and air (containing oxygen) hidden in the cracks, which provides a good basis for the crevice corrosion of stainless steel, so as to accelerate electroplated rose gold brushed stainless steel products corrosion and rust.
Keywords: stainless steel; electroplating; rose gold; corrosion; surface morphology; mechanism
不锈钢(Stainless Steel)是不锈耐酸钢的简称,耐空气、蒸汽、水等弱腐蚀介质或具有不锈性的钢种称为不锈钢;不锈钢是指在特定条件下不发生腐蚀的钢,而不是钢如其名,在所有环境下不发生腐蚀——不锈[1]。不锈钢“不锈”的原理(关键因素)在于其表面具有一层自愈性的保护性氧化膜氧化铬(Cr2O3)(它不像选择性氧化而形成的那些保护性薄膜),致使不锈钢能够进行常规加工而不失去抗氧化性——不锈性[2]。不锈钢中必须含有足够量的铬(Cr)以形成基本上由Cr2O3组成的自愈性保护性氧化膜,以便当薄膜弄破时有足够数目的铬阳离子(Cr3+)重新形成薄膜。如果铬(Cr)的比例低于完全保护所需要的比例,铬(Cr)就溶解在基材表面形成的氧化物中而无法形成有效的保护膜。起完全保护作用所需的铬(Cr)的比例取决于使用条件。在水溶液中,需要12%的铬(Cr)产生自钝化作用形成包含大量氧化铬(Cr2O3)的保护膜。在气态氧化条件下,低于1 000 ℃时,12%的铬(Cr)有很好的抗氧化性,在高于1 000 ℃时,17%的铬(Cr)也有很好的抗氧化性。当钢材中含铬(Cr)量不够或某些原因造成不锈钢晶界出现贫铬(Cr)区时,就不能形成有效的保护性膜,该钢材就不能称为不锈钢,不锈钢的贫铬(Cr)区发生腐蚀,即不锈钢生锈[3]。
现今钟表、首饰行业离子镀玫瑰金镀层的主要工序是:先在基体上沉积一层高耐磨的TiCN硬质薄膜镀层[4-7],再在TiCN镀层上沉积一层玫瑰金镀层。离子镀玫瑰金以高耐磨的TiCN硬质薄膜作为其中间镀层,既节省了用金量,又提高了镀层的耐磨及耐蚀性能。随离子镀玫瑰金镀层厚度增大,其结合力下降,因此钟表、首饰行业常用的玫瑰金镀层厚度在0.10~0.20 μm,TiCN镀层厚度介于0.80~1.00 μm[8-9]。
1 真空镀玫瑰金
铜是现今世界上唯一的颜色为红色的金属单质,玫瑰金因含铜,才显现玫瑰红色。玫瑰金中的铜暂无可替代的元素,而铜易氧化变色(腐蚀),也是行内共知的。玫瑰金涂层之所以会显示出玫瑰红色,那也是因为其含有一定比例的铜(Cu)(单质铜为红色,因此也称为红铜),而铜(Cu)在空气中极易被腐蚀或者氧化。现今玫瑰金(合金)和玫瑰金涂层中Cu的含量为12~50 wt%,常见的玫瑰金(合金)为18K玫瑰金(Cu含量约20 wt%),其也会因Cu腐蚀或者氧化而发生表面变色,但用擦金布擦拭后即可恢复原色。玫瑰金(合金)和玫瑰金涂层,其含铜量越高,颜色就越红,但其发生腐蚀或者氧化变色的概率也就越高;反之,其含铜量越低,色泽就越黄(金为黄色),其腐蚀或者氧化变色的概率也就越低。
玫瑰金(Rose Gold,简称RG)因色泽华丽典雅,成为风行于当今国内外钟表、首饰行业的潮流时尚,电镀玫瑰金色镀层亦受到广大消费者的喜爱。传统水镀玫瑰金技术因存在严重的环境污染问题,且镀层厚、用金量多,逐渐被真空镀金技术所取代。真空镀玫瑰金涂层厚度薄,氧化或者腐蚀变色后一擦即掉,造成变色,致使市场投诉率激增。现今电镀行业玫瑰金涂层因腐蚀或者氧化变色,已成行业难题。
真空镀玫瑰金装饰涂层,其结构如图1所示,自下而上依次是“金属基体”→“打底过渡层Ti”→“过渡层TiN”→“硬质类玫瑰金层TiCN”→“过渡层Au+Ti”→“超级纳米玫瑰金层Au(75~85 wt%)Cu”。梯度结构为通过涂层间的“相似相溶”原理,使得涂层间的结合力可靠,如金属钛(Ti)做打底层,以提高玫瑰金与金属基体的结合力;打底Ti层与硬质类玫瑰金TiCN层之间加硬质TiN过渡层,以提高硬质类玫瑰金TiCN层与打底Ti层之间的结合力;硬质类玫瑰金TiCN层与超级纳米玫瑰金层之间加Au+Ti混合过渡层,以提高超级纳米玫瑰金层与硬质类玫瑰金TiCN层之间的结合力。涂层厚度为“打底过渡层Ti(50~100 nm)”→“过渡层TiN(10~20 nm)”→“硬质类玫瑰金层TiCN(200~1 000 nm)”→“过渡层Au+Ti(10~20 nm)”→“超级纳米玫瑰金层Au(75~85 wt%)Cu(80~500 nm)”。涂层颜色为为玫瑰红色,其颜色LAB值范围为L(82.00~90.00)、a(9.00~12.00)、b(18.00~24.00)。
2 生锈形貌
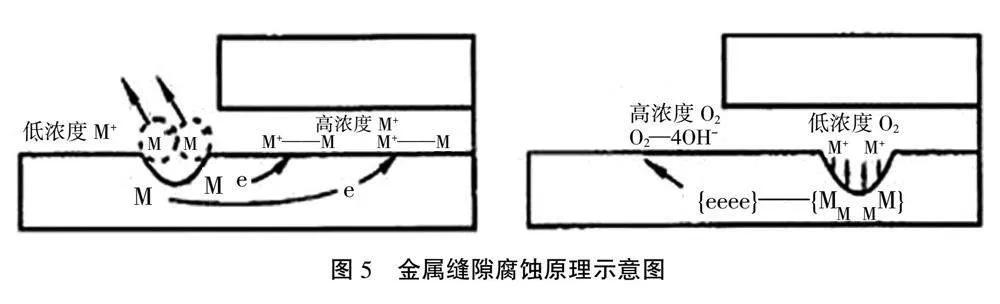
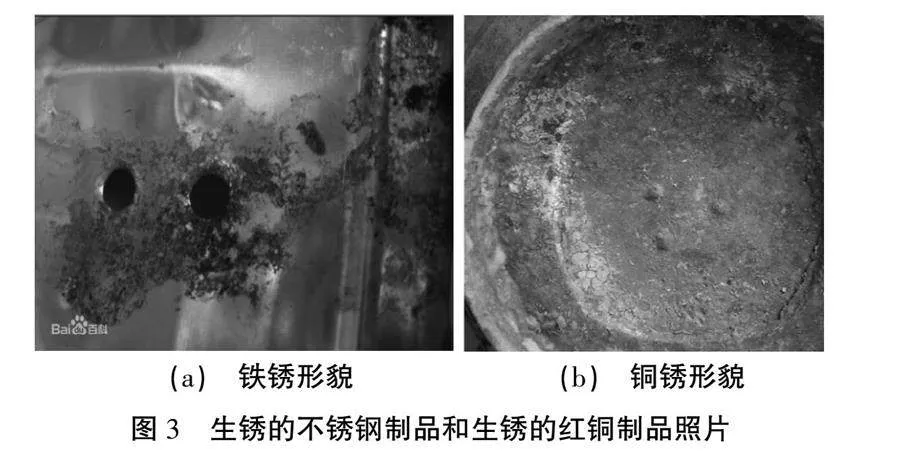
如图2所示,仓库存储生锈玫瑰金拉丝底盖表面的锈蚀为红褐色(与图3(a)生锈的不锈钢锈蚀形貌基本一致)。不锈钢不锈机理:不锈钢是靠其表面形成的一层极薄而又坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子继续渗入继续氧化,从而获得抗锈蚀能力的。一旦有某种原因,使这种薄膜受到破坏,空气或液体中的氧原子就会不断地析离出来,形成疏松的氧化铁,不锈钢表面也就会受到不断的锈蚀。众所周知,铜锈为绿色(俗称铜绿,如图3(b)所示),铁锈颜色为红褐色。仓库存储生锈玫瑰金拉丝底盖基材为不锈钢,其成分为铁(Fe)50%~60%、镍(Ni)10.00%~14.00%、铬(Cr)16.00%~18.50%、锰(Mn)2.00%~3.00%和钼(Mo)2.00%~3.00%;仓库存储生锈玫瑰金拉丝底盖,其表面的镀层是真空镀玫瑰金,其成分是TiCN和玫瑰金(主要成分是金(Au)75%和铜(Cu)25%),因此从基材成分、镀层成分、锈蚀颜色,可推断仓库存储生锈玫瑰金拉丝底盖表面的锈蚀应为铁锈(Fe2O3)。
3 腐蚀分析
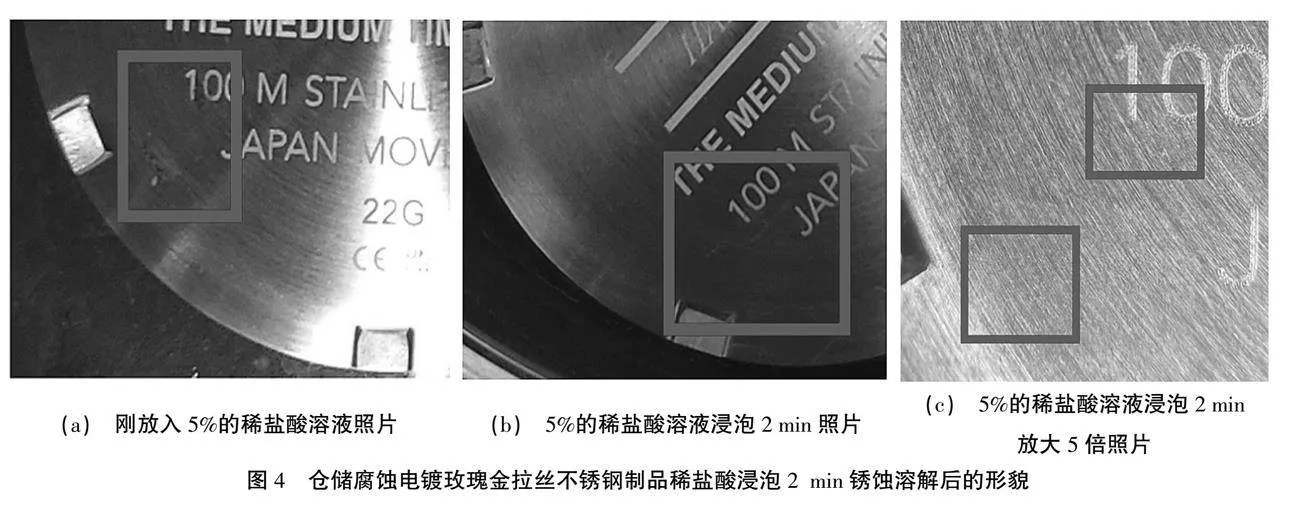
为了验证仓库存储生锈玫瑰金拉丝底盖表面的锈蚀是否为铁锈,需将仓库存储生锈玫瑰金拉丝底盖放入5%的稀盐酸溶液中浸泡。铁锈(Fe2O3)可溶于稀盐酸溶液,其原理是:Fe2O3(不溶于水)+HCl(盐酸主要成分)→FeCl3(溶于水)+H2O。浸泡2 min后锈蚀完全消失(已被稀盐酸溶解),放大5倍后(图4),可以看到锈蚀区域锈蚀完全溶解,露出不锈钢色(银白色)。
4 锈蚀成因
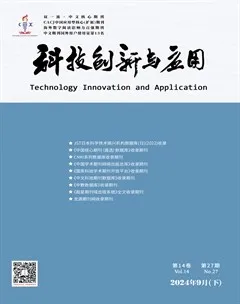
铁锈主要由三氧化二铁水合物(Fe2O3·nH2O)和氢氧化铁(FeO(OH), Fe(OH)3)组成,失水后则成了三氧化二铁(Fe2O3)。由上文不锈钢不锈机理可知,不锈钢的“不锈”是相对的。经拉丝后的不锈钢制品,表面变成了裂纹状(有很多的缝隙),其表面的富铬氧化膜致密性被破坏,相应的耐腐蚀性能降低;裂纹缝隙的存在,使得水汽和空气(含有氧气)可藏于裂纹缝隙内,为不锈钢的缝隙腐蚀(如图5所示,金属缝隙腐蚀原理为金属部件在介质中,由于金属与金属或金属与非金属之间形成特别小的缝隙,使缝隙内的介质存于滞流状态,引起缝隙金属的加速腐蚀)提供了良好的基础,从而加速腐蚀生锈。
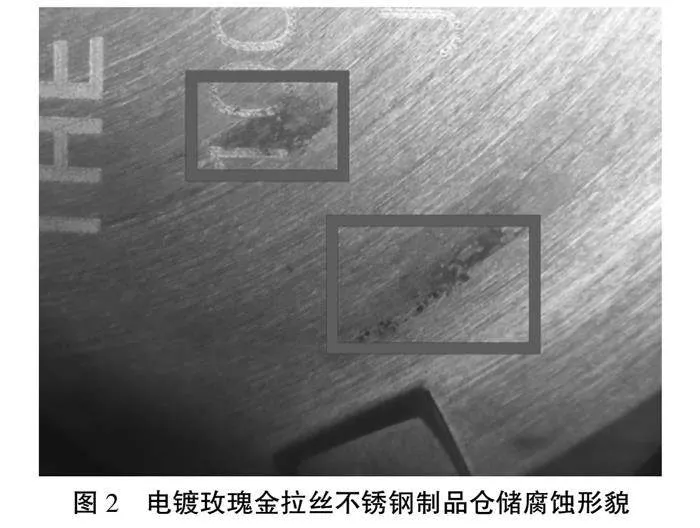
腐蚀原电池(图6):一种金属或合金浸在电解质溶液中时,由于种种原因(如金属中存有杂质,同一材料的变形程度、温度、介质浓度不同等)导致金属表面的物理和化学性质存在差别,腐蚀原电池的结构和作用原理与一般原电池并无本质差别,但也是一种短路的电池,工作时虽然也产生电流,但电能不能利用,而只是以热能形式散失,工作的直接结果则是加速了金属的腐蚀。
5 问题总结
玫瑰金拉丝底盖生锈原因:其表面变成了裂纹状(有很多的缝隙),其表面的富铬氧化膜致密性被破坏,相应的耐腐蚀性能降低;裂纹缝隙的存在,使得水汽和空气(含有氧气)可藏于裂纹缝隙内,为不锈钢的缝隙腐蚀提供了良好的基础,从而加速腐蚀生锈。此外,每批底盖的材质多少都会有所差异,也会影响拉丝底盖的耐腐蚀性能。
6 解决方案
电镀玫瑰金拉丝不锈钢制品腐蚀原因是因拉丝后不锈钢制品表面的富铬氧化膜致密性被破坏所致。因此,可以在清洗后电镀前,将拉丝不锈钢制品进行钝化处理,使其表面重新生成富铬氧化膜,以提高不锈钢制品耐腐蚀性能。电镀后再进行保护处理,则可以进一步提高不锈钢制品耐磨腐蚀性能。具体方案如下。
1)强酸清洗。通过盐酸浸泡清洗,将素材底盖裂纹(拉丝纹路)中的杂质清除。
2)强碱中和。盐酸浸泡清洗后,再进行强碱(氢氧化钠)中和清洗,将底盖裂纹(拉丝纹路)中的盐酸中和清除干净,避免二次腐蚀。
3)二次AF膜封孔处理。电镀后的玫瑰金拉丝底盖进行真空二次AF膜(一种疏水疏油透明绝缘薄膜)封孔处理,使得AF膜均匀渗透至底盖裂纹(拉丝纹路)中,即使汗液渗入裂纹中,也不会与不锈钢基体或者PVD膜层直接接触,杜绝拉丝底盖发生缝隙腐蚀和腐蚀原电池的可能。
参考文献:
[1] 贾凤翔.不锈钢加工技术[M].北京:化学工业出版社,2013.
[2] 贾凤翔,侯若明,贾晓滨.不锈钢性能及选用[M].北京:化学工业出版社,2013.
[3] 罗智骏,刘海华,赵可沦.手表用316不锈钢性能研究[J].科技创新与应用,2018(4):191-192.
[4] 唐达培,高庆,江晓禹.TiN,TiC和Ti(C,N)涂层的性能及影响因素研究[J].材料保护,2005,38(3):42-46.
[5] 吴大维.硬质薄膜材料的最新发展及应用[J].真空,2003(6):1-5.
[6] 闻立时,黄荣芳.离子镀硬质膜技术的最新进展和展望[J].真空,2000(1):1-11.
[7] 王晋海,窦明.颜色管理的标准化(Ⅱ)[J].现代涂料与涂装,2005,8(2):50-54.
[8] 刘海华,王永宁,谢逸.离子镀玫瑰金涂层变色机理的研究[J].电镀与涂饰,2014,33(1):12-14.
[9] 刘海华,王永宁,宋鹏涛,等.真空镀玫瑰金色装饰镀层的腐蚀机理[J].电镀与涂饰,2018,37(3):129-132.