移动式钢轨正火车在地铁焊后热处理的应用研究
2024-09-18彭祚强



摘 要:针对目前地铁钢轨焊接接头采用氧乙炔火焰热处理后接头质量不稳定问题,介绍具有中频感应正火功能的移动式钢轨正火车。采用轨头温度和时间双控模式,降低终了轨头温度,缩短高频阶段时间等工艺参数,获得了良好的焊后热处理效果,顺利通过型式实验,并在地铁施工过程中得到良好应用。
关键词:地铁钢轨焊接;感应正火;正火参数;地铁施工
中图分类号:U213 文献标识码:A 文章编号:2096-6903(2024)08-0053-03
1 运用现状
地铁钢轨焊接接头焊后热处理时绝大部分采用氧乙炔火焰正火方式[1],此方式采用人工操作实现加热器的挂载、对位、点火、调节气体配比及流量,通过人工测温或加热时间来控制加热温度。受限于钢轨异性截面和火焰加热的特点,轨头和轨底三角区通常存在未正透的现象。该区域内部组织部分易发生相变,晶粒较粗,使钢轨焊接接头整体力学性能变差。
2 移动式钢轨正火车
移动式钢轨正火车是采用中频电磁感应加热工艺对钢轨焊接接头正火热处理的专用设备,主要用于地铁钢轨正火作业,也可用于基地内的固定式钢轨正火作业。该车型配备的电驱式走行平板车,可实现低速连挂、自走行,适用于小曲线、大坡道的地铁线路。
加热器采用分离式线圈结构,作业时线圈闭合,钢轨由于产生涡流而被加热。此加热方式可有效克服火焰正火时的火孔状态、气体质量、气流流量等不利因素的影响,使得焊缝晶粒组织细腻[2]。
2.1 设备构成
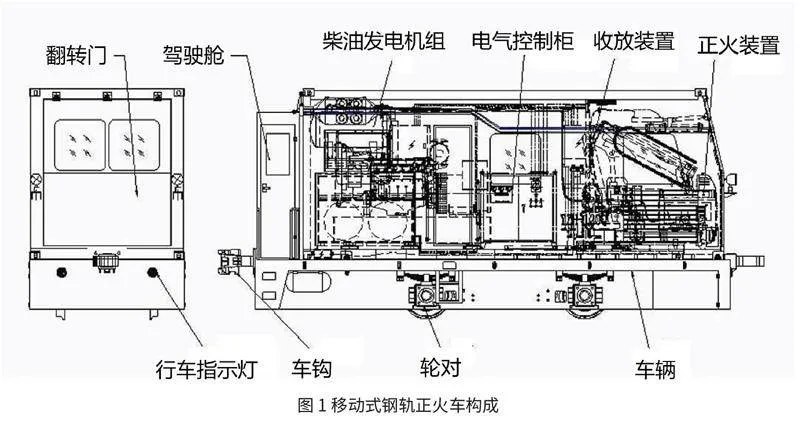
移动式钢轨正火车主要由电驱走行平板车、钢轨感应正火机组构成,如图1所示。其中电驱走行平板车由操作台、牵引传动系统、制动系统、车架、照明等组成。钢轨感应正火机组由正火主机、起重机、柴油发电机组、电气控制柜、冷水机、空气储罐、舱体等组成[3]。
2.2 技术参数
移动式钢轨正火车设备技术参数如表1所示。
3 钢轨正火车工艺调试思路
钢轨闪光焊后,焊接接头组织尤其是奥氏体组织晶粒粗大,塑韧性大幅下降。数据表明,焊缝及附近区域奥氏体晶粒度达到2~3级,冲击功一般只有母材的30%~40%,塑性为母材的50%~60%。为解决上述问题,需要将焊接接头进行焊后热处理。
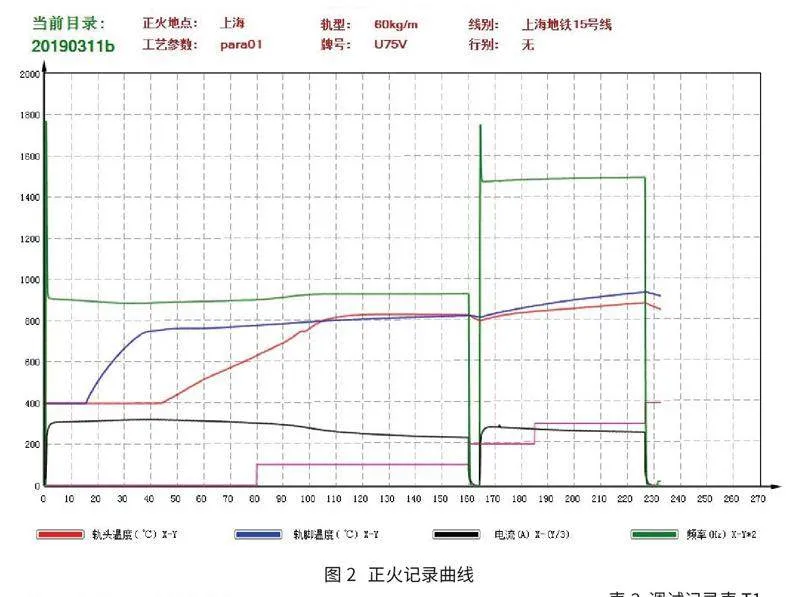
采用移动式钢轨正火车中频电感应方式加热,使其晶粒度等级和接头力学性能满足TB/T1632的相关要求,具体要求为:①轨头加热温度为900±20℃。②轨头与轨脚温差≤50℃。③轨头、轨脚边缘部位晶粒度不低于8级,轨底三角区不低于6级。④钢轨全端面温度均匀,满足探伤检验要求。
移动式钢轨正火车正火记录曲线如图2所示,曲线包含5个阶段,其中0~3阶段均包含阶段时间、轨头温度、轨脚温度、频率、电流等工艺参数,阶段4为喷风阶段,采用压缩空气的欠速淬火方式,包含阶段时间和喷风压力等工艺参数。
4 钢轨正火车现场调试试验
上海地铁15号线正线段使用60 kg/m鞍钢U75V热轧钢轨。采用轨头温度与正火时间双控模式开展此次正火工艺的参数调试,分别设置3种正火工艺参数进行正火试验,每组试验正火3个焊接接头,试验结果记录见表2~表7。
4.1 第一种正火参数及结果
表2、表3中阶段0和阶段1为低频阶段,阶段2和阶段3为高频阶段,参数试验过程中,钢轨轨底升温过快,尝试增加低频加热时间,提高轨头芯部温度,为高频热传导提高足够热量。
4.2 第二种正火参数及结果
表4、表5中加长低频阶段时间,低频状态热透距离深,轨头芯部受热。提高轨头芯部受热时间,可使轨头温度进一步提升,故轨头、轨脚温差变小。考虑采用轨头温度和时间双控模式,尝试降低终了轨头温度,缩短正火高频阶段时间。
4.3 第三种正火参数及结果
表6、表7中降低终了轨头温度,轨头轨脚温差进一步缩小。
经过以上3组试验,最终选用表7中的第三种正火参数,对37组型检钢轨全部进行焊后热处理,顺利通过钢轨焊接型式检验,各项检测数据均满足TB/T1632.2中相关要求。
5 地铁施工工序
地铁线路曲线半径小,设计时速低,多采用25 m定尺钢轨进行铺设,焊后接头数量多。采用新型的移动式钢轨正火车,可减少氧-乙炔气体的使用,提高施工的经济性和安全性。同时采用自行式平板车,不需另配置轨道车,可单独正火施工,运用灵活。
合理的施工工序既能保证施工效率,也能保障接头焊后热处理质量。移动式钢轨正火车在地铁施工作业中作业工序如下:①正火作业车自走行,作业侧轮对预对位钢轨焊缝。②打开液控翻转门,吊放正火机头,钢轨抬离道床。③启动正火管理软件、远程故障检测平台、中频电源、液压泵站、工业冷水机。④正火机头张开夹紧装置,落下机头,线圈夹紧,微调线圈平移机构,确保红外测温位于轨缝中央。⑤正火启动。⑥正火结束,焊后喷风,张开线圈,升起正火机头。⑦检查接头外观,撤放起道机,钢轨落槽。⑧正火作业车驶向下一作业点。⑨重复步骤4~8。正火工序时间表如表8所示。
6 结束语
适当延长低频加热时间,提高轨头芯部受热状态,能有效降低轨头轨脚的温差。调试后的移动式钢轨正火车运用于地铁钢轨焊后热处理,提高了施工作业的安全性和经济性,并保障了钢轨焊后热处理质量的稳定。
参考文献
[1] 宋甜,夏彬,陈晓琳.钢轨焊后热处理方法的应用与分析[J].电子制作,2014,22(3X):206-207.
[2] 宋宏图,李周玉,官有文,等.U71Mn钢轨焊后火焰正火与感应正火接头性能对比[J].材料热处理技术,2009(24):140-142.
[3] 刘晓磊,周涛,李贤元,等.地铁钢轨感应正火作业车的研制[J].轨道交通装备与技术,2020(5):31-33.
