生活垃圾渗滤液零排放处理系统应用研究
2024-08-03高震


摘 要:该文以河北省某生活垃圾焚烧发电项目500 m3/d渗滤液处理系统为研究对象,对“预处理+厌氧UASB+MBR(两级A/O+外置式超滤UF)+纳滤(NF)+反渗透RO”的组合工艺流程、各处理单元设计参数、调试运行效果及运行成本进行详细介绍,分析厌氧系统、MBR系统对渗滤液中COD、氨氮指标的去除效率。实际运行效果表明,该系统垃圾渗滤液出水满足设计出水水质标准,其吨水处理成本为51.73元。
关键词:垃圾渗滤液;处理工艺;UASB;MBR;COD;氨氮
中图分类号:X703 文献标志码:A 文章编号:2095-2945(2024)22-0173-04
Abstract: This paper takes the 500 m3/d leachate treatment system of a municipal solid waste incineration power generation project in Hebei Province as the research object, and introduces in detail the combined process flow of "pretreatment + anaerobic UASB+MBR (two-stage A/O + external ultrafiltration UF) + nanofiltration (NF) + reverse osmosis RO", the design parameters of each treatment unit, debugging operation effect and operation cost, and analyzes the removal efficiency of COD and ammonia nitrogen in leachate by anaerobic system and MBR system. The actual operation results show that the effluent of the landfill leachate of the system meets the designed effluent quality standard, and the treatment cost per ton of water is CNY 51.73.
Keywords: landfill leachate; treatment process; UASB; MBR; COD; ammonia nitrogen
随着我国城市人口的增加、城市规模的不断扩大和居民生活水平的不断提高,城市生活垃圾的产量正以每年8%~10%的速度急剧增长,传统的垃圾填埋技术已满足不了人们的日常需求,生活垃圾焚烧发电技术作为处理生活垃圾的有效方式之一,具有无害化、资源化、减量化的特征,近年来已经发展成为城镇生活垃圾处理的主流工艺[1]。
生活垃圾焚烧发电厂内的渗滤液主要产生于垃圾储坑,属于高浓度有机污水,其来源包括垃圾本身含有的水分、垃圾在储坑内发酵分解产生的水分、含污生产排水、初期雨水、车间冲洗水和卸料冲洗水等,具有污染物浓度高、成分复杂、氨氮含量高、水质水量变化大、毒性大及恶臭味强烈等特点,主要污染物表征值为CODcr、NH3-N、SS等[2-3]。
1 工程概况
1.1 废水水量及水质
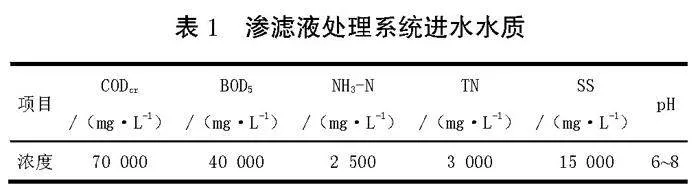
河北某地生活垃圾焚烧发电项目配套建设的垃圾渗滤液零排放处理站设计规模为500 m3/d,其采用“预处理系统+UASB+MBR(两级AO系统+外置式超滤UF)膜生物反应器+纳滤(NF)+反渗透RO+DTRO”的组合处理工艺,为保证处理系统能够适应渗滤液复杂多变的水质水量,并且能够最大程度地承受水质波动带来的冲击,使系统稳定运行,对设计进水水质指标进行一定程度放大,使系统处理余量充足。本项目设计进水水质指标见表1。
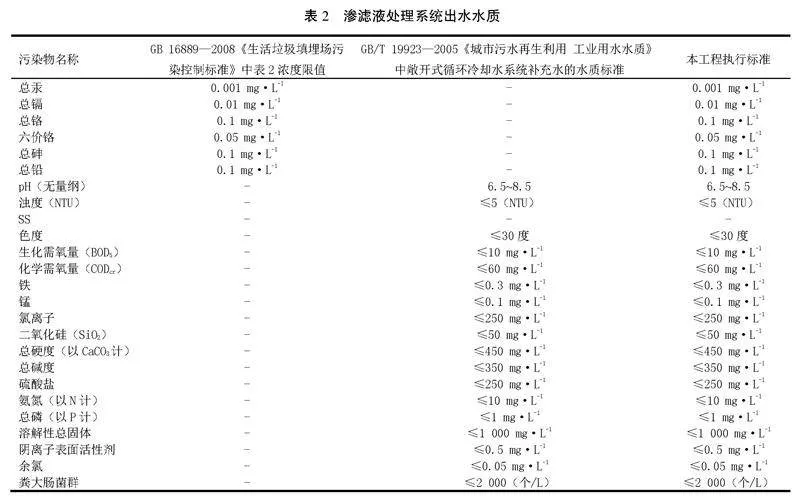
设计出水水质满足GB/T 19923—2005《城市污水再生利用 工业用水水质》中敞开式循环冷却水系统补充水的水质标准,其中总汞、总镉、总铬、六价铬、总砷及总铅满足GB 16889—2008《生活垃圾填埋场污染控制标准》中表2浓度限值,垃圾渗滤液零排放处理站产水用于厂内循环冷却塔补水回用。主要设计出水水质指标见表2。
1.2 工艺流程
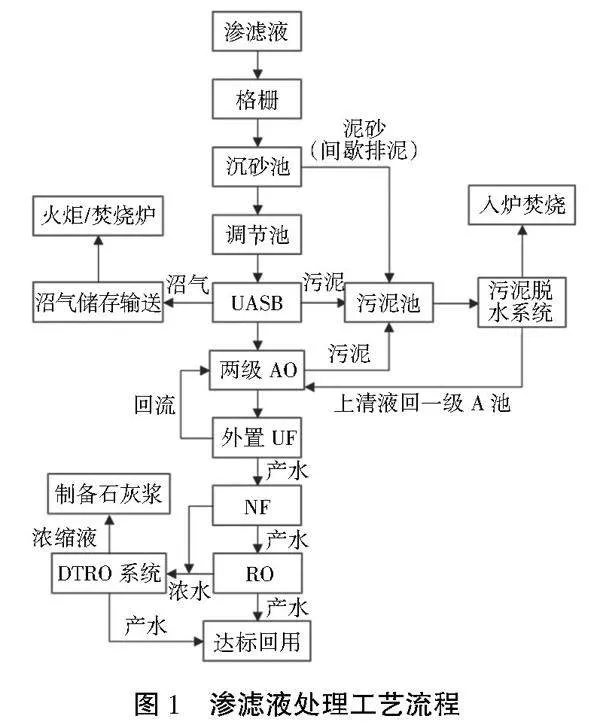
本项目采用格栅+沉砂池+调节池作为预处理系统,UASB厌氧+两级AO作为生化处理,外置式UF+NF+RO作为膜处理,浓液深度处理采用DTRO工艺50%减量化提高浓水回用率,剩余浓缩液用于烟气净化系统制备石灰浆及飞灰螯合固化。厌氧UASB系统和两级AO系统均采用2条线的形式布置,冬季由于渗滤液日产生量较少,系统可以进行一条线交替运行,有助于保持系统稳定,并且可以降低运行成本。结合国内垃圾焚烧发电厂现状,垃圾渗滤液水量约占垃圾总量25%~30%,本项目垃圾焚烧量为1 500 t/d,根据河北省同类型垃圾焚烧厂渗沥液统计数据,并考虑未预见水量,渗沥液处理站设计规模确定为500 m3/d,且设计为处理规模250 m3/d并行的2个系列。渗滤液处理工艺流程如图1所示。
生活垃圾渗滤液中含有大量SS,渗滤液进调节池前先经过预处理系统去除大部分悬浮物,其预处理系统为采用精度为1 mm的旋转过滤器去除大颗粒SS,再经过平流沉砂池的沉降作用将小颗粒SS去除,使后续出水满足厌氧系统的进水水质要求[4]。调节池出水泵送至UASB系统,大部分COD在厌氧反应器中得到降解,产水先经过厌氧出水沉淀池进行泥渣过滤,再经过生化系统进行硝化反硝化反应,将大部分氨氮及剩余COD进行降解,满足外置式UF的进水要求[5-6]。MBR系统采用外置式UF,系统设置超滤泵循环,可在不启动超滤机组的情况下单独循环,实现污泥回流的效果,两级AO系统出水经过外置式UF膜的高效物理分离,出水清澈,无可见悬浮物,不过超滤产水呈棕黄色,可能为仍含有较少有机物导致。外置式超滤系统产水进入纳滤系统、反渗透RO系统进行深度处理,RO产水进入循环冷却水池进行回用。纳滤浓水和RO浓水进入浓水箱暂存,然后进入DTRO系统进行50%减量处理,DTRO系统产生的浓缩液在浓缩液池进行暂存,之后供给烟气净化系统飞灰螯合及半干法脱硫系统石灰浆制备。
2 系统工艺设计与运行
2.1 UASB系统设计与运行
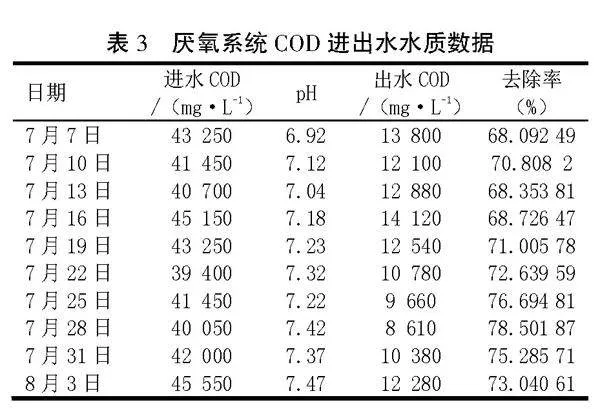
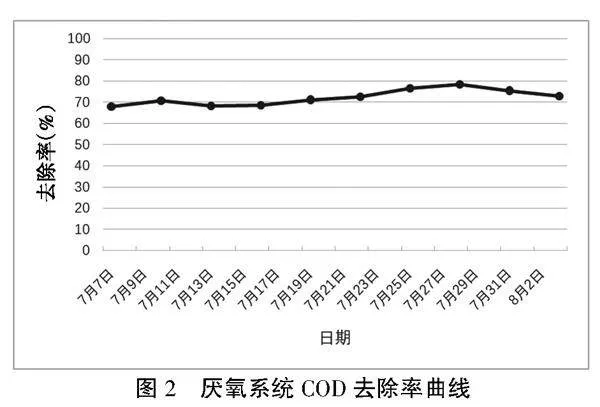
厌氧UASB系统设计成并联的2个独立运行的UASB罐体,单个系统设计进水规模为250 m3/d,水力停留时间不小于10 d。UASB系统采用顶部进水方式方便对堵塞的进水管路进行检修;内置三相分离器进行固、液、汽分离;外置厌氧循环泵,使罐内渗滤液充分循环;UASB罐顶配硫化氢报警仪和甲烷报警器。厌氧UASB系统设计采用电厂来蒸汽通过汽水混合器对系统进水进行加热,加热温度至35 ℃。厌氧系统实际运行过程中,UASB出水水量及水质较稳定,COD去除率在68%~78%之间,系统对氨氮无去除作用。表3为2021年7月7日至8月3日期间厌氧系统进出水COD水质数据,图2为COD去除率曲线。
2.2 MBR系统设计与运行
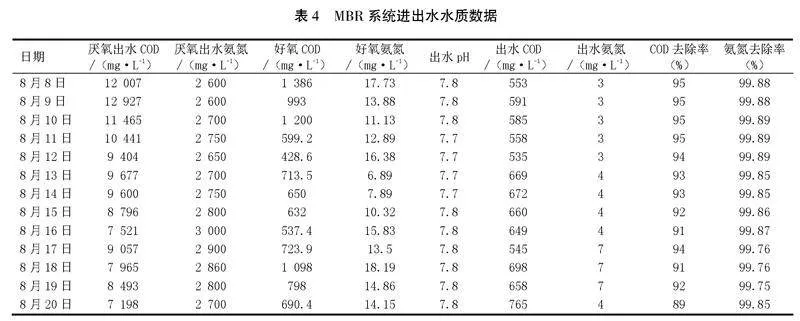
MBR系统同厌氧UASB系统一致,设计成并联的2条线,每条线设计规模为250 m3/d,好氧采用池体设计,两级AO设计,总停留时间不低于11 d,同时考虑沉淀池及中间水池,与AO共壁设计。MBR系统采用外置式超滤膜,采用德国MEMOS膜组件,外形尺寸为Φ200×3 000 mm,膜过滤孔径为0.03 μm,膜材料为PVDF,该超滤膜组件共12只膜元件,单只膜有效过滤面积为27 m2,膜组件通量不高于65 L/m3·h。超滤系统进水管路设置保安过滤器;系统设置消泡剂投加装置及物理消泡装置,避免泡沫溢出池顶;系统设置小型室外循环冷却塔对一级硝化池回流污泥进行有效的温度控制;超滤系统设置超滤泵循环,可以在不启动超滤机组的情况下单独循环。MBR系统实际运行过程中, 外置式超滤装置出水水质色度为棕黄色,原因为水质中含有部分无机盐及有机物导致,测定出水COD去除率在89%~95%之间,氨氮去除率高达99.89%。表4为2021年8月8日至8月20日期间MBR系统进出水水质数据,图3为COD、氨氮去除率曲线。
2.3 膜处理系统设计与运行
纳滤系统设计规模为单套500 m3/d,进水泵为2台1用1备;处理系统包括必要的预处理系统和深度系统;膜处理系统所采用的膜为美国陶氏膜,总共48支膜组件,单只膜有效过滤面积为33.8 m2,膜壳为8寸6芯装;膜处理系统设计产水率为80%,纳滤系统设置清洗装置。
反渗透系统设计规模为单套425 m3/d,进水泵为2台1用1备;膜处理系统所采用的膜为美国陶氏膜,总共48支膜组件;膜处理系统设计产水率为75%,反渗透系统设置清洗装置。实际运行过程中,反渗透产水达到设计出水水质标准。
浓缩液减量控制系统设计浓缩液50%减量处理规模为一套200 m3/d,进水泵为2台1用1备;DTRO膜采用德国CONSEPTEC,共49只膜,单只膜面积为9.405 m2,90 bar,膜处理系统设计产水率为50%。
2.4 污泥处理系统设计与运行
生化系统产生的剩余污泥通过排泥泵及污泥输送管路排入污泥池,池内设有液位搅拌器,防止污泥沉积。污泥储池中的污泥通过离心泵提升至离心脱水机,进料过程中设置絮凝剂加药系统提高固液分离效果。离心脱水产生的清液回入脱水上清液池,通过清液提升泵排入反硝化池,离心脱水产生的干泥经过干污泥输送泵及管路回入焚烧炉进行焚烧处理。
2.5 沼气燃烧系统设计与运行
厌氧系统产生的沼气正常时经沼气储罐回喷焚烧炉,作为焚烧系统助燃;在焚烧炉检修或其他应急情况下经封闭式内焰式火燃烧盘火炬燃烧。
2.6 臭气收集及处理系统技术要求
臭气源主要包括预处理工段、调节池、厌氧沉淀池、污泥池和脱水车间。
调节池、污泥池、浓缩液池及厌氧沉淀池均采用混凝土盖密封设计,充分保证臭气不外溢。
2.7 系统运行成本分析
本项目垃圾渗滤液处理系统运行成本包括人工费、药剂费、电费、蒸汽费、日常化验用药费和备品备件费等项目,按全年渗滤液产生量132 000 t计算,其吨水处理成本为51.73元。运行成本核算数据见表5。
3 结论
河北某地区生活垃圾焚烧发电项目配套建设的渗滤液处理站经过3个月的系统调试、试运行,出水水质达到设计出水标准,经MBR单元后氨氮去除率已达到99.8%,COD去除率已达到95%,其吨渗滤液处理成本为51.73元,该组合工艺可以较好地应用于生活垃圾焚烧厂渗滤液处理工程。
参考文献:
[1] 贾川.我国生活垃圾焚烧发展现状与趋势[J].环境与可持续发展,2019(4):59-62.
[2] 康广凤,宁海丽,左华.MBR+膜分离技术处理生活垃圾焚烧厂渗滤液工程研究[J].环境保护科学,2018,44(6):90-95.
[3] 王艳芳,孙娜,任丹,等.MBR处理生活垃圾焚烧厂渗滤液的工程实践[J].给水排水,2016(42):105-108.
[4] 黄春.MBR+NF+RO工艺在垃圾渗滤液处理中的应用[J].低温建筑技术,2010(4):97-98.
[5] 吴靖宇,张爱军,戴小东,等.平板膜在生活垃圾焚烧厂渗滤液处理系统中的应用[J].中国给水排水,2020,36(16):126-131.
[6] 李俊.渗滤液处理工艺原理[J].化工设计通讯,2023,49(8):44-46,53.
作者简介:高震(1992-),男,硕士,工程师,水处理工程师。研究方向为工业水处理。