纯电动乘用车差速器锥齿轮轴向间隙的自动控制
2024-06-24谢立湘
谢立湘

摘要:分析了纯电动乘用车差速器总成的结构,商用车差速器和乘用车差速器的区别,差速器总成的的装配工艺流程,锥齿轮轴向间隙的检测方法,为批量生产在线检测提供了一种快速可靠的解决方案。
关键词:纯电动乘用车;减速器;差速器;轴向间隙
差速器是纯电动乘用车的核心部件,提升差速器的质量,有利于提高整车效率、降低噪声。
差速器结构分析
1.纯电动乘用车差速器结构
纯电动乘用车差速器结构如图1所示。
纯电动乘用车差速器结构紧凑,其动力传动由电动机经减速器进入差速器壳体,驱动半轴齿轮,不差速时,行星齿轮轴和行星齿轮形成一个整体,由其带动半轴齿轮转动,再由半轴齿轮带动左、右半轴,分别驱动左、右车轮。差速时,行星齿轮与半轴齿轮有相互转动。
差速器的设计要求满足:左半轴转速+右半轴转速=2×行星轮架转速。当汽车直行时,左、右车轮与行星轮架三者的转速相等处于平衡状态,而在汽车转弯时三者平衡状态被破坏,导致内侧轮转速减小,外侧轮转速增加。
2.商用车差速器的结构
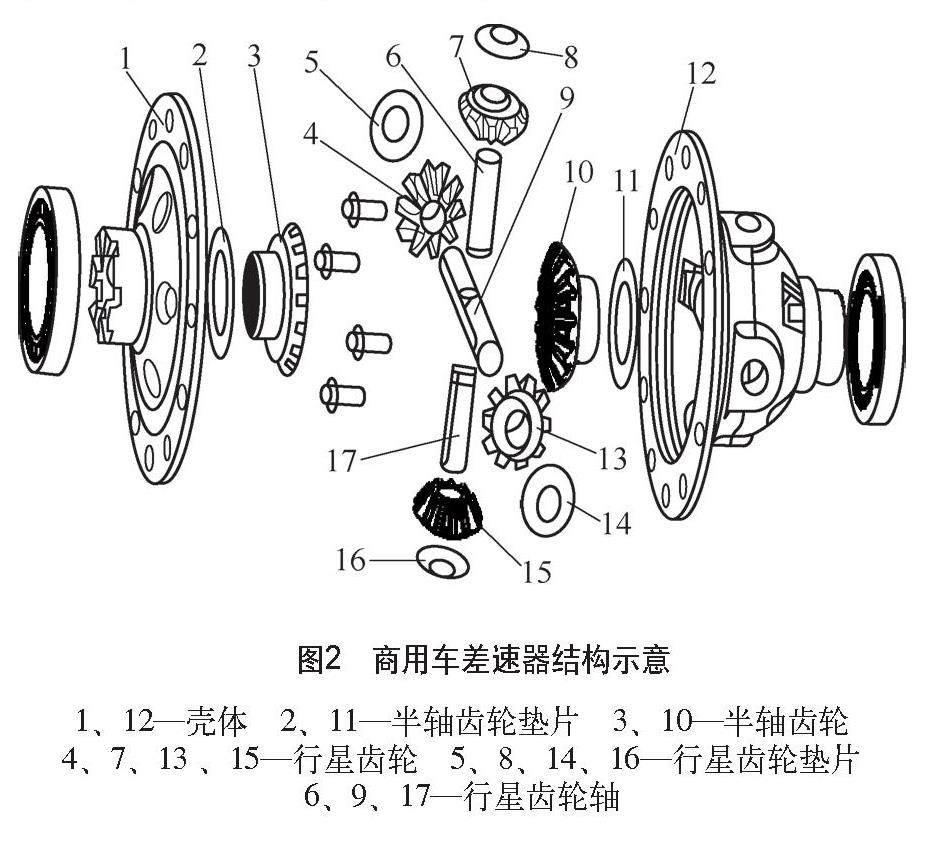
商用车差速器与乘用车差速器的结构基本一致,都是由差速器壳体、行星齿轮轴、行星齿轮、行星齿轮垫片、半轴齿轮及半轴齿轮垫片组成,如图2所示。
图2 商用车差速器结构示意
1、12—壳体 2、11—半轴齿轮垫片 3、10—半轴齿轮
4、7、13 、15—行星齿轮 5、8、14、16—行星齿轮垫片
6、9、17—行星齿轮轴
3.纯电动乘用车与商用车差速器的差别
由于商用车载荷比乘用车大,所以差速器的结构有明显不同:
1)商用车差速器壳体是分体式的,装配工艺性好。而乘用车差速器的壳体是整体式的,装配工艺性差。
2)由于商用车差壳是分体式的,方便测量行星齿轮和半轴齿轮的齿侧间隙。而乘用车差速器无法测量行星齿轮和半轴齿轮的尺侧间隙。
3)行星齿轮数量不一样。商用车差速器一般是4个行星轮,而乘用车差速器一般是2个行星轮。商用车差速器4个行星轮的节圆形成一个平面,半轴齿轮与行星轮接触时,比较平稳,转动时冲击比较小。而乘用车差速器只有2个行星齿轮,不能形成一个节圆平面,半轴齿轮与行星齿轮接触时摆动比较大,冲击也比较大。因此,乘用车差速器零件精度比商用车的要求高。
4)由于行星齿轮数量不同,行星轴结构也不一样。商用车差速器的行星轴一般是十字形的,有整体十字结构和可拆分十字结构,本文图中的十字轴就是可拆分十字结构。
纯电动乘用车差速器对整车性能的影响
纯电动乘用车差速器作为纯电动乘用车传动系统的重要组成部件之一,能够保证汽车转弯过程的内/外轮速度差与动力扭矩的传递,直接影响着车辆行驶的功能可靠性和舒适性。而差速器异常噪声问题影响驾驶人的驾车体验和身心健康,随着当前市场用户对车辆质量水平和NVH性能的要求越来越高,对于纯电动汽车差速器运行噪声水平控制和先期故障模式识别的研究工作就显得非常重要。
纯电动乘用车差速器的装配流程
纯电动乘用车差速器生产批量大,工厂在装配过程中,一般都采用自动线装配,既保证了生产效率,也提高了产品质量。纯电动乘用车减速器差速器的装配流程为:装配半轴齿轮及垫片;装配行星齿轮及垫片;装配行星齿轮轴;半轴齿轮轴向间隙测量;判断,间隙合格则进行后续零部件加工,间隙不合格则返工。
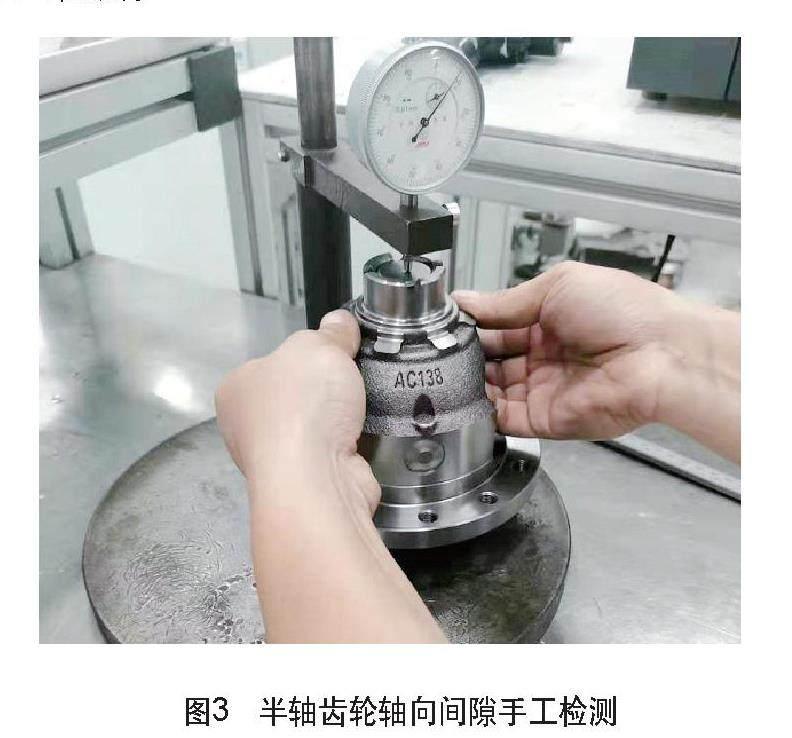
为了保证产品质量,装配线上,每台纯电动乘用车差速器都要检测半轴齿轮的轴向间隙,差速器两端的半轴齿轮轴向间隙都要检测,而且两端差值要求控制在±0.02mm以内。由于纯电动乘用车减速器差速器壳体结构特殊,检测不方便。样件和小批量生产时,一般采用手工检测。
图3 半轴齿轮轴向间隙手工检测
手工检测普遍存在以下问题:
1)手工检测速度慢,需要手动旋转半轴齿轮,并往一个方向将半轴齿轮压住。检测了一端的轴向间隙,还要将差速器倒过来再检测另一端的轴向间隙。操作复杂,效率低。
2)检测的轴向间隙不准确,不同的人检测数据不一致,而且同一个人,多次检测的结果也相差很大。
纯电动乘用车差速器装配的要求
为了保证差速器的强度,降低噪声,保证整车的舒适性,装配纯电动乘用车差速器,一般要保证:
1)用手触摸零件各处应无毛刺,目测齿轮应无磕碰、凸起、凹坑及裂纹等缺陷。
2)半轴齿轮和行星齿轮的法向间隙Ln= 0.05~0.2mm,变动量控制在0~0.05mm。
3)接触区,齿长方向:接触区居于齿长方向离小头距离为齿长的10%处;齿高方向:位于齿高中部。
由于纯电动乘用车差速器的壳体是一体式的,装配好差速器总成后检查接触区和法向间隙,非常不方便。只能通过控制零件相关尺寸,来控制行星齿轮的理论安装距,进而控制半轴齿轮和行星齿轮的接触区位置和长度。再通过检测半轴齿轮的轴向间隙,间接控制半轴齿轮和行星齿轮的法向间隙。
纯电动乘用车差速器锥齿轮轴向间隙的在线控制
1.纯电动乘用车差速器轴向间隙的定义
纯电动乘用车差速器轴向间隙是当半轴齿轮处于差速器壳体最上端,和当半轴齿轮处于与行星齿轮接触最低点之间的距离。当半轴齿轮处于差速器壳体最上端时,半轴齿轮端面与差速器壳体端面贴合。
2.纯电动乘用车差速器轴向间隙的控制
大批量生产中,为了实现高效、快速、可靠的检测,特设计如图4所示的控制装置。
1)C、F是检测轴,检测轴连接在设备主轴上。
2)D、E是圆孔账套,且固定在检测轴上。
通过G面将纯电动乘用车差速器固定在检测台上,C、F检测轴带着D、E圆孔涨套插入半轴齿轮花键孔,通过拉杆将账套拉开,将两个半轴齿轮涨紧固定在检测轴上。
检测纯电动乘用车差速器轴向间隙时,起动检测轴,转速为20~30r/min,同时,检测轴沿着轴向运动,将半轴齿轮拉向壳体,当半轴齿轮A面与壳体B面贴合在一起时,检测轴停止,检测装置记录数据M1。然后,检测轴往行星齿轮方向运动,当接触到行星齿轮并且不能再移动的时候,旋转检测轴,连续记录数据,采集距离最大的数据,记录为M2,则实际的半轴齿轮轴向间隙为
ΔL= |M2- M1| (1)
需要注意的是,由于齿轮和壳体等零件的制造误差,将影响M2值,不同的齿轮啮合位置,M2值不一样,为了取得最大M2值,需要测量轴转动至少转数
Nmin=Z1Z22 (2)
式中 Z1——半轴齿轮齿数;
Z2——行星齿轮齿数。
3.数据处理
(1)直齿锥齿轮齿侧间隙和半轴齿轮轴向间隙的换算 为了提高直齿锥齿轮的承载能力、降低啮合噪声,一般会对半轴齿轮和行星齿轮齿面修形,并且由于采用精锻齿面工艺,热处理后齿面变形,理论计算齿侧间隙和半轴齿轮轴向间隙换算的结果,与实际数据相差比较大。生产中多采用下述方法进行换算。
如图5所示,将半轴齿轮和行星齿轮按理论安装距安装在锥齿轮滚动检查机上,然后用百分表来检查齿侧间隙。
检测方法:先将半轴齿轮往行星齿轮方向移动,直到齿侧间隙为0,记录位置为Li1;然后将半轴齿轮朝着远离行星齿轮的方向移动,直到检查的齿侧间隙为设计要求的尺侧间隙,这时记录位置为Li2,则理论半轴齿轮轴向间隙
ΔLi= |Li2- Li1|
(2)纯电动乘用车差速器轴向间隙合格判定 设计时,考虑到制造误差、热处理变形、热胀冷缩等因素对零件尺寸的影响,纯电动乘用车差速器轴向间隙给定一个区间值,即最大最小值,实物测量值,应处在设计理论值的最大最小值范围内,即Lnmin﹤ΔLi﹥Lnmax。
满足以上条件,即可判定纯电动乘用车差速器轴向间隙合格。
参考文献
[1] 张军,沈龙,董海威. 纯电动汽车转弯行驶差速器异响测试分析及优化[J].噪声与振动控制,2023(2):203-208.
[2] 刘惟信.汽车车桥设计[M].北京:清华大学出版社,2010.
