海洋平台换热器橇海水系统超级双相钢耐蚀分析
2024-05-24吴旭维于本水张柏青
刘 羽, 吴旭维, 于本水, 郭 海, 张柏青
(海洋石油工程股份有限公司, 天津300452)
海上平台工艺气压缩机橇将天然气等各类气体通过多级压缩最终实现外输或回注,级间工艺气冷却器按冷媒主要分为3种冷却方案。采用空气冷却,传热系数小,设备尺寸过大,对于尺寸和重量控制严格的海上平台显然不合适;采用淡水冷却,则加重制氮机负荷,在淡水资源本就稀缺的海上平台上使用显然不经济;就地采用海水作为冷却水目前已成为压缩机橇内冷却器最常用的解决方案。然而,海水含盐量一般在3%左右,是天然的强电解质,与之接触的几乎所有金属材料都会发生不同程度的腐蚀,常见的腐蚀类型有均匀腐蚀、点蚀、缝隙腐蚀、湍流腐蚀、空泡腐蚀、电偶腐蚀、疲劳腐蚀等,这些腐蚀类型与金属种类、冶金状态、结构物形式、海水特性有着密切和复杂的关系[1]。常用于海上平台压缩机橇内海水冷却系统的材质主要有铜镍合金、钛合金、双相钢和超级双相钢等。本文对国内海上平台近年来压缩机橇海水系统超级双相钢频繁发生腐蚀泄漏的原因进行分析,阐述海水系统选材原则和超级双相钢腐蚀机理,并提出一系列提高超级双相钢耐热海水腐蚀性的方法,最大限度减缓腐蚀风险,保障压缩机橇稳定运行。
1 工艺流程
典型的压缩机橇内海水冷却工艺流程图如图1所示,一般采用管壳式换热器对工艺气进行冷却。壳程介质为压缩后的高温高压天然气,温度从100 ℃左右降温至60 ℃左右,压力为0.6~20 MPa,管程介质为海水,温度从0~30 ℃升温至10~40 ℃。海水系统换热器本体部分通常采用钛合金,管线部分采用铜镍合金或超级双相钢2507。海水系统管线一般由阀门、温度计、温度变送器、温度调节阀,以及爆破片等组成,其中温度控调节阀可以通过调整阀门开度调节海水流量,从而调节被冷却工艺气温度,爆破片用于系统超压泄放。
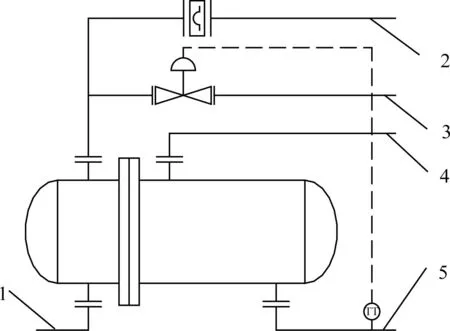
1为海水入口;2为爆破片泄放口;3为海水出口;4为工艺气入口;5为工艺气出口
2 腐蚀情况分析
2.1 超级双相钢应用简述
超级双相不锈钢自20世纪80年代发明至今,相比普通双相钢具有更高的耐点蚀当量PREN值,更好地平衡了铁素体和奥氏体相,具有更佳的耐腐蚀性和更高的强度,从而广泛应用于海上平台海水系统中[2]。国内外各大公司、高校和科研单位对超级双相钢进行了大量研究,研究的侧重点大多为2507超级双相钢自身的冶金性能、焊接性能以及各种工况下的耐腐蚀性能,得出的结论具有普遍性,如固溶温度1 100 ℃左右具有最优的综合性能[3-4]、70 ℃左右为超级双相钢在海水中的临界点蚀温度等[5]。然而,鲜有超级双相钢在热海水中实际应用案例对实验室结果进行佐证。
2.2 超级双相钢热海水使用案例
近几年来,超级双相钢因其具有较高的力学性能和耐蚀性能,在海水系统中应用越来越多,已取代铜镍合金,逐渐成为高压压缩机橇内海水系统首选材质。然而,随着各个海上平台陆续投产,超级双相钢在海上平台的应用却远未达到预期效果。笔者调研了国内海域各大作业区压缩机橇运行情况,最近4年投产的项目大多数都在很短的时间内出现不同程度的超级双相钢管线泄漏,而投产后最快出现腐蚀泄漏的南海某项目压缩机橇,仅仅投产一个月就出现了腐蚀穿孔泄漏情况,给平台运行带来很大压力。腐蚀类型主要以点蚀和缝隙腐蚀为主,腐蚀出现的位置多在焊缝附件的母材上以及法兰密封面上,腐蚀出现的材料多在管件、法兰处,腐蚀几乎全部发生在海水系统温度较高的出口管线上。国内海上平台2019年后投产的压缩机橇内海水系统腐蚀泄漏情况见表1,海水管线腐蚀情况如图2所示。

表1 国内海上平台2019年后投产的压缩机橇内海水系统腐蚀泄漏情况

图2 海水管线腐蚀情况
2.3 海水换热系统选材原则
根据挪威石油工业技术法规《材料选择》(NORSOK M-001—2014) ,海水系统的材质一般选用钛合金、玻璃钢、25Cr超级双相钢、6Mo钢、铜镍合金、哈氏合金等,但对于设备和管线的承压件在海水系统中的使用加上了温度的限制,如25Cr超级双相钢在海水中的使用温度上限为20 ℃[6]。根据《石油、石化和天然气工业油气生产系统的材料选择和腐蚀控制》(IISO 21457—2010),带有缝隙的氯化海水输送系统用24Cr超级双相钢的最高使用温度上限为20 ℃。显然,挪威石油工业的技术法规比国际法规要求更严,挪威石油工业对所有海水系统承压件25Cr超级双相钢给出了20 ℃的使用上限,而国际法规只对带有缝隙的氯化海水给出了20 ℃的使用上限。典型的承压材料在海洋工况使用限制见表2。

表2 典型的承压材料在海洋工况使用限制
根据美国石油协会标准《泄压和减压系统》(API 521—2020),当换热器壳程和管程压差较大时,比如7 MPa以上,一旦内部破裂,高压介质流向低压介质,安全泄放装置来不及动作,可能造成低压侧局部过载,尤其是高压侧为气体,低压侧为液体的情况,或者低压侧液体遇热容易闪蒸的情况,仅通过超压泄放装置来保护设备及其相连管线有时并不切实际。这种情况下有必要采取不同的保护措施,如提高材料的冶金性能,或者增加后续运行阶段中的定期检查频率,抑或在设计阶段提高低压侧设计压力(包括换热器与之相连的上下游管线)。
因此,当压缩橇内工艺介质压力较高,超出海水系统压力7 MPa以上时,换热器及其上下游管线通常按API 521标准进行“同压设计”,即低压侧和高压侧的设计压力采用同样的高压侧设计压力,以解决高压侧介质泄漏至低压侧引起系统局部超压损坏的问题。然而按NORSOK M-001标准选取管线材料时,通常耐海水腐蚀的铜镍合金等材质承压能力太低,因此综合考虑耐蚀、承压及成本等因素,现阶段通常在换热器本体接触海水的部分采用钛合金或碳钢内衬钛合金,上下游海水系统管线采用力学性能和耐蚀性能兼具的2507超级双相钢。
2.4 腐蚀原因分析
近年来2507超级双相钢用于海水系统普遍存在投产后短期内出现腐蚀泄漏情况,并具有一定的规律性:腐蚀损坏周期短,通常两年内腐蚀泄漏;腐蚀多发生在夏季,且在温度较高的换热系统海水出口处;腐蚀多发生在焊缝附近和法兰面处;腐蚀类型主要为点蚀和缝隙腐蚀。对典型项目的泄漏点位置和远离泄漏点的母材位置分别进行了化学成分分析、金相分析、力学分析等,对比材料标准、施工检验标准,从冶金、工艺、施工和运行等方面分析如下。
2.4.1 冶金原因
当铁素体和奥氏体比例达到1∶1时,2507超级双相钢具有最优的综合性能,而两项比例主要由合金成分决定,次要由热处理工艺确定。Cr、Mo、Si有利于铁素体形成,Ni、Mn、N有利于奥氏体形成,控制好合金成分,是两项比例的前提;固溶温度过高,铁素体含量变多,固溶温度过低,起不到固溶处理的作用,冷却速度过低容易形成σ相,导致脆性[3]。管线系统中不同材料供应商提供的管子、管件、法兰等化学成分和金相虽都能满足标准要求,但实测金相组织中铁素体含量通常为30%~60%,很少能稳定在50%极窄的区域内。同时,耐蚀性能是由两项中的弱项决定的,由于金相不均匀,各项化学成分不均匀,在海水中易造成电化学腐蚀损坏。
2.4.2 温度原因
根据不同海域的海水管线腐蚀情况,腐蚀多发生在夏季,且在温度较高的换热系统海水出口处,说明温度是腐蚀产生的重要原因。超级双相钢耐蚀性主要归功于表面的钝化膜,而海水中氯离子半径较小,容易破坏钢表面的钝化膜,而破坏的钝化膜由于来不及修复,而最终导致腐蚀。对于依靠钝化膜提高耐蚀性的不锈钢材质,海水含氧量高有利于钝化膜的修补,但夏季温度高,海水含氧量降低,被破坏的钝化膜来不及形成或修补,事实上也进一步加剧了不锈钢腐蚀。另外,海水温度的提高,电解质活性更强,电化学原电池反应更活跃,从而加速了2507超级双相钢的腐蚀。NORSOK M-001标准对超级双相钢设置了20 ℃的使用温度上限,表明如果海水温度超过该限制温度,则腐蚀风险增加,而夏季的海水温度较高,在经过换热器后海水一般加热到30 ℃以上,超级双相钢的耐蚀性会随之降低。
2.4.3 焊接原因
何进等[5]研究表明2507超级双相钢在3.5%NaCl溶液中的临界点蚀温度(CPT)大约为71 ℃,在低于该温度下的海水中具有较强的耐蚀性,但没有继续研究同样溶液中的焊接状态下的临界点蚀温度。Vicente[6]对2507超级双相钢的焊接进行了详细的研究,采用ASTMG-48的试验方法,得出了2507母材的临界点蚀温度大约80 ℃,而焊缝为40~45 ℃,该温度以上虽不足以代表实际海水中就会发生腐蚀,但可以证明焊缝位置附件的耐蚀性能大幅低于母材,管线系统的耐点蚀能力是由焊缝位置决定。因2507超级双相钢焊缝金属为铸态组织,凝固之初为铁素体,降温后在铁素体晶粒边界逐渐向晶内生长出奥氏体组织,焊缝及热影响区两相比例受热输入、冷却速度、焊材等多种因素影响,差异性更大,在海水中更易形成电化学腐蚀,这也是为何腐蚀多发生在焊缝附近的原因之一。
2.4.4 施工污染
冶金和焊接造成双相钢中的化学成分、金属组织、物理结构等不均匀易引起海水系统中的微观腐蚀电池,降低2507超级双相钢的耐腐蚀性。而施工过程中,由于施工环境不清洁,各种金属与非金属杂物易污染母材,尤其是焊口周边割渣、飞溅、电弧击伤等引起海水系统中的宏观腐蚀电池,加剧了2507超级双相钢的耐蚀性。往往宏观的电化学腐蚀比微观更为严重,管线局部污染点的电位与其余部位的电位相差较大,形成电偶腐蚀。因此施工污染是2507超级双相钢耐蚀性下降的原因之一。
2.4.5 流体流速
有研究表明,介质流速大于1.2 m/s的海水中,不锈钢的表面能得到充分的氧气供应,海生物也难以附着、沉积,有利于促进钝化,耐蚀性随之加强[1]。也有研究表明,当海水含氧量达到4.5 mL/L时,可以满足扩散过程所需的耗氧量,再高的流速和含氧量对耐蚀性影响甚微。当海水流速超过某一临界值时,由于海水中悬浮的固体颗粒随着流速增大对管线内部的冲刷也随之增大,如管道拐弯处和结构不连续处,冲刷造成钝化膜的机械破坏,从而造成耐蚀性能的下降。高晋[7]研究表明,流速低于1.5 m/s时,冲刷引起的腐蚀较小,高于这个值时,冲刷腐蚀随流速增大而增大。海洋平台压缩机橇内换热器海水流速通常限制在3 m/s以内,腐蚀泄漏的地方也易出现在弯头、焊缝等位置,因此通过以上分析,流体流速过高是2507超级双相钢在海水中腐蚀的次要原因。
3 提高耐蚀性的方法
3.1 降低海水温度
实际状况表明25Cr超级双相钢海水进口处的耐蚀性明细比出口处好很多,因此温度是其在海水中腐蚀最重要的原因,降低海水的温度行之有效。在工艺流程设计时,在给海水系统进出口加旁通,用冷海水快速混合热海水,从而降低出口侧温度,如图3所示。另外,在夏季系统运行时,提高海水流速,减少海水在换热器中的停留时间,从而减小海水出口温度,从而提高25Cr超级双相钢在海水中的耐蚀性。

1为海水入口;2为爆破片泄放口;3为海水出口;4为工艺气入口;5为工艺气出口;6为旁通管线
3.2 控制海水流速
海水流速是造成超级双相钢在海水中腐蚀的一个原因,因此在换热器进行传热计算时,把海水流速控制在1.2~1.5 m/s会获得最佳耐腐蚀性能。然而,海洋平台严格控制设备尺寸和重量,如果流速较低或范围过窄,会造成换热器尺寸变大、调节能力有限,对整个系统工艺不利,因此实践中还需考虑整个工艺系统的经济问题。
3.3 焊后热处理
ASME31.3标准中并未强制要求双相钢焊接完成后进行焊后热处理。但上述研究表明焊缝附近的组织和化学成分不均匀,其耐腐蚀性明显低于母材部位,而且腐蚀大多发生在焊缝附近,因此建议对海水系统用超级双相钢进行焊后热处理,在1 100 ℃左右进行固溶,从而有效提高其耐蚀性。
3.4 酸洗钝化
一般来说,不锈钢酸洗钝化可以提高钝化膜的厚度和致密性,从而提高其耐蚀性,但是海水中的不锈钢钝化膜在氯离子作用下会发生溶解和破坏,然后在氧气作用下又会不断地生成或修复,因此钝化膜是动态的,酸洗钝化并不能提高其海水中的耐蚀性。然而,施工过程中由于割渣、飞溅、电弧击伤、异物污染往往造成其在海水中发生严重的电偶腐蚀,如果在施工过程中,通过酸洗钝化清除这些异物,也会提高整体的耐蚀性。
本研究成果在锦州25-1、渤中19-6、渤南、垦利等渤海油田各个区块进行了实施,通过在制造、生产过程中进行有效控制,有效减缓了压缩机超级双相钢耐热海水腐蚀风险,相关管线更换时间延长了至少30%,保障了压缩机橇稳定运行。
4 结论
(1)25Cr超级双相钢在低温海水中有着优异的机械性能和耐蚀性能,但在热海水中依然会发生严重的点蚀和缝隙腐蚀。
(2)降低海水温度是提高25Cr超级双相钢海水耐蚀性最行之有效的办法。
(3)25Cr超级双相钢在海水中的耐蚀性是由弱项焊缝附近金属控制的,提高焊接接头的耐蚀性才能提高系统耐蚀能力,推荐焊后固溶处理提高耐蚀性。
(4)酸洗钝化处理可以清理施工过程中附着在25Cr超级双相钢上的异物,从而减少由于电偶腐蚀造成的耐蚀性下降。
(5)海上平台海水经过过滤和杀毒,海水中的硬质颗粒并不多,因此可以适当提高海水流速来降低海水出口温度,从而提高耐蚀性