基于喷码机提升智能表库批量配表效益
2024-05-12刘伟王睿张田丰许诺黄志娟
刘伟 王睿 张田丰 许诺 黄志娟


摘要:针对某供电公司电能计量智能表库电能表出库过程中粘贴安装信息标签这一工作环节存在的耗时长、 效率低等问题,基于喷墨打印技术,对喷码设备进行硬件设计、软件设计、组装调试和效果检查。实现对 表计周转箱内电能表的精准定位,从而快速将安装信息喷印在电能表上,有效加快了智能表库电能表的出 库速度,提升了工作效率与经济效益。
关键词:智能表库;电能表出库;安装信息标签;喷码机
中图分类号:TM933.4 文献标识码:A
0 引言
近年来,随着社会经济不断发展和城市建设水 平的不断提升,智能电表的需求量不断增大。智能 电表作为智能电网 [1] 的终端,集采集、存储与通信 于一身,承担着千家万户的电能计量任务。
某供电公司的智能表库 [2] 通过全自动出入库系 统,秉承“先进先出、智能选配”的原则,开展合 格电能表的资产管理工作,实现了电能表集约化、 智能化管控。智能表库批量配表 [3] 业务流程主要由 任务分理、任务下发、表库接收任务、表计出库和 任务反馈等环节组成。目前,智能表库的批量配表 工作存在过度依赖人工、效率偏低的问题。
通过调查发现,影响智能表库批量配表业务效 率的关键因素是粘贴安装信息标签用时过长。传 统工艺中安装标签需人工手动将标签黏附在表计表 面,这种工艺速度慢、耗时长,亟须寻找一种新的 方式进行优化。
1 标签操作方法
1.1 传统标签操作方法
传统的标签操作方法主要依赖人工操作,通过 将需要粘贴信息的电能表依次放置于试验室地面, 工作人员将电能表装接单和电能表表体的资产码进 行校核,匹配后把表计基本信息以及安装信息打印 成标签,将标签贴于电能表的空白位置,安装人员 在领取表计后,可以根据标签信息逐户安装电能表。
该方法在实际操作过程中存在很多问题:一是 耗费人力和时间。通过分析该供电公司所在市的表 计产量登记数据,两人一组对 100 块电能表进行表计安装信息标注,整个过程耗时约 1 h。而该市运 行的表计约 253 万只,每年批量新装和周期轮换数 量约占总数的 4.5%,数量巨大,消耗的人力以及 时间也会大大增加。二是粘贴的标签容易脱落。纸 质标签在搬运以及粘贴不牢固时易脱落,影响信息 识别。三是工艺美观性差。对于不同型号的表计, 纸质标签需贴在不同的位置,无法统一,在外观上 显得不美观。因此,传统方法存在用时长、效率低 和资源消耗大的问题。
1.2 改进标签操作方法
针对传统方法耗时长、人力消耗大和标签易脱 落等缺点,提出两种智能化的方法,在减少人力的 同时提升工作效率,解决标签易脱落和工艺美观性 的问题。
1.2.1 激光雕刻标签操作方法
激光雕刻是一种智能化的方法,可以在很大程 度上减少人员的投入,通过激光雕刻机实现智能 化、自动化,从而缩短时间,提高工作效率。本试 验采用一台 CO2 激光器技术的激光雕刻机。通过 将激光束的高能量浓缩在一个小区域,使材料发生 化学或者物理反应。通过计算机控制坐标以及雕刻 的开关,将计算机中的图像进行雕刻。该类雕刻机 适用于非金属材料,具有使用范围广、工具安全性 高、准确度高以及适用于批量生产等优点。
本试验中使用的激光雕刻机的激光雕刻面积为 600 mm×500 mm,精度为 0.1 mm,并且配备刻印 确认功能。使用激光雕刻机进行 3 次试验,试验对 象数量分别为 30 只、50 只、60 只,计算每表平均 耗时,如表 1 所示。
1.2.2 喷墨工艺标签操作方法
喷墨工艺代替传统方法在一定程度上也可以减 少人员投入,提升贴标签的效率。喷墨方法是使用 一台连续喷印技术(continuous ink jet,CIJ)喷码 机。通过内部结构的压缩,对墨水产生一定的压 力,带压力的墨水经过喷嘴,产生墨点,墨点通过 充电槽充电,使构成编码的每个墨滴带上不同的电 荷。每个带特定电荷的墨滴飞经打印头内部产生的 高压电场时会产生一定的偏移,墨滴上的电荷量决 定了其在电场中的偏转度。喷头将墨滴喷出,附着 在指定位置,从而形成各种文字、图案等标识。未 带电荷的墨滴不发生偏转,落在打印头内部并返回 墨水系统。因为油墨喷射是连续式的,所以机器被 称为连续式喷码机。喷码机的原理决定了其只能喷 印 2 ~ 15 cm 字符或图案,所以又称为小字符喷码 机。小字符喷码机产生一连串的小墨滴并选择其中 一些墨滴进行喷印,从而形成产品上的字符。未使 用的墨滴会被回收到喷码机,最终重新汇入墨水 流中。CIJ 喷码机主要优点如下:一是可以对几乎 任何材料喷码,并且能够以相同的速度从向上、向 下,以及任何方向进行喷码。二是资金成本较低且 喷码效果良好,不论喷码基材表面是否平整或者是 否静止都可以实现很好的喷墨效果。
本试验对喷码机的要求为:喷印标识分辨率达 到 32 像素,并为喷码机配置 X-Y 轴滚珠丝杆联动 装置,联动装置行程为 600 mm×500 mm。使用喷 码机进行 3 次试验,试验对象数量分别为 30 只50 只、60 只,计算每表平均耗时,如表 2 所示。
通过对比表 1 与表 2 的数据可以发现,相较于 传统标签操作方法,两种非传统的方法使用的人力 大大减少,缩短了工作时间,贴标签的工作效率也 大幅提升。然而,在相同试验数量的情况下,激光 雕刻机的每表平均耗时比喷码机多 1.48 s,说明使 用喷码机具有更好的效果,因此采用喷码机喷墨工艺完成标签的打印。
2 喷码设备硬件设计
2.1 喷码设备主体结构的设计
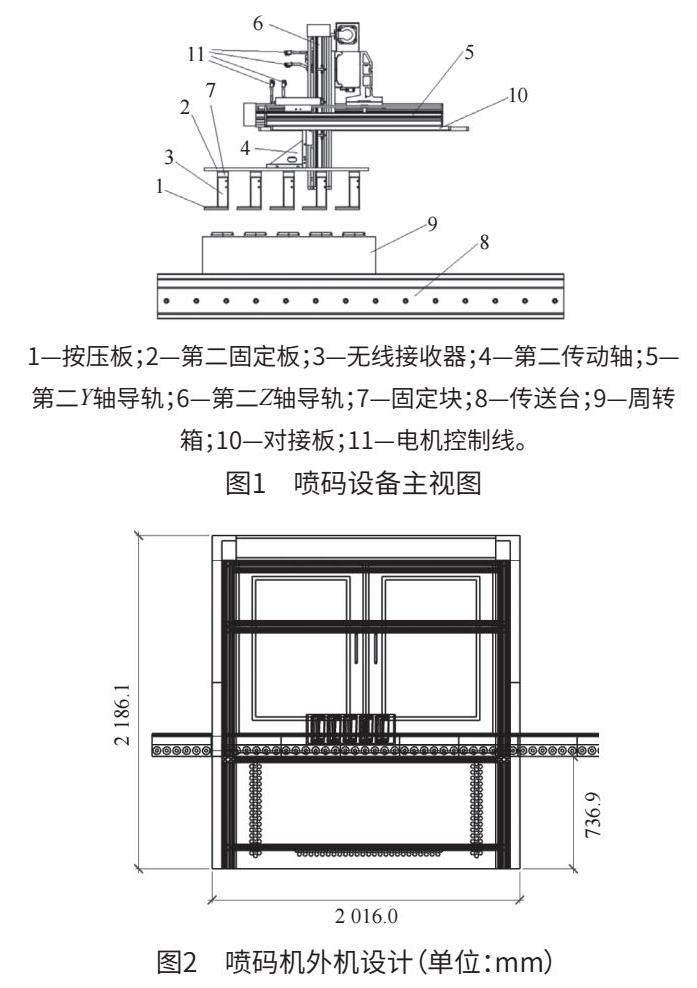
一般情况下,电能表出库时放置于规定的表计 周转箱中,表计周转箱尺寸为统一规定。三相电能 表采用的是58 cm×46 cm×19 cm的矩形纸制周转箱, 每箱安放 5 只三相电能表,电能表依次排列。单相 电能表采用的也是 58 cm×46 cm×19 cm 的矩形纸制 周转箱,每箱按 3×5 规格放置 15 只单相电能表, 表与表之间存在一定的间距。为了对电能表更好地 定位与喷墨,需要根据纸箱规格及电能表放置位置 确定喷码机支架的尺寸和喷码运动机构的结构。电 能表周转箱喷墨运动机构的平面运行路线分为 X 路 线与 Y 路线,可实现对每个单相电能表的精准定 位,并对每个表进行准确喷墨打印。同时,喷墨结 构需要在 Z 方向上下移動。因此,X、Y、Z 方向共 同决定着喷码运动机构的运动轨迹。喷码设备主视 图如图 1 所示。
噴码设备由喷码机运动机构以及其他结构共同 组成,喷码机运动机构是喷码设备的主体机构。为 了更好地实现喷码,需要根据实际电能表放置箱体 的尺寸及货架的高低决定喷码机主体的尺寸。喷码 机主体在运动过程中的稳定性是影响喷码效果的主 要原因,为了提高喷码运动机构的稳定性,还设计 了一种滚珠丝杆。
2.2 喷码机外机的设计
喷码机的主体结构、传送装置以及其他构成部 分需要集中安装于一个装置中,以便于喷码一体化 运作。因此,根据喷码机主体机构尺寸对喷码机的 外机进行设计,喷码机外机设计如图 2 所示。
3 喷码设备软件设计
喷码机的运作除了对硬件要求外还需要软件的 支撑。喷码操作前,将电能表信息以及电能表的安 装匹配信息进行抄录,存放在营销系统中。再将这 些信息传送到喷码系统里,一一匹配后操控运动机 构的移动并对电能表进行喷码操作。
4 组装调试
各部件制作完成后,进行装置整体联合调试工 作。联合调试前,单独测试各部分功能。为确保装 置达到预期效果,将该装置送至第三方专业检测机 构进行检测评估。通过对各项数据进行全面检测, 确保所有数据均达到 100% 的合格标准,以保证装 置的安全可靠。
5 效果检查
为了验证喷码设备的性能,对 5 批电能表进行 喷码试验,每批次各 100 只电能表,5 批电能表的喷 码准确率均为 100%,因此,喷码机具有稳定的性能, 符合试验预期与现实需求。图 3 为喷码机打印效果。
6 结语
针对传统电能表贴标签存在的耗时长、效率 低、收益少等问题,本文提出使用喷码机对电能表 精准定位,运用喷墨工艺实现电能表贴标签。这种 方法大大缩短了贴标签的时间,提高了表计出库的 效率;标签信息包含用户信息,装接人员无须进行 二次确定,缩短了后续装表的时间,提高了工作效 率,减少了表计串户问题;提升了客户电力获得感 和满意度,响应了该公司提质增效的号召和优质服 务的理念。
参考文献
[1] 陈晓芳,刘紫熠,李祯祥,等 . 智能电网中的物联网 技术应用与发展 [J]. 长江信息通信,2022,35(10): 104-106.
[2] 陈霄 .智能二级表库在计量资产管理中的应用 [C]//2017 智能电网发展研讨会论文集 . 北京:2017 智能电网发展研讨会,2017:11-17,22.
[3] 罗宇剑,廉国海,唐汉 . 业扩报装“智能配表”模式的 探讨 [J]. 电力需求侧管理,2018,20(6):59-60.
