城市桥梁预应力钢绞线挤压锚施工技术探讨
2024-04-27陈灏
陈 灏
广西路桥工程集团有限公司 广西 南宁 530000
近年来随着我国经济、交通事业的飞速发展,城市地铁轨道交通越来越发达,南宁市开工建设的大跨径桥梁越来越多,其中主要的桥梁结构又以预应力混凝土连续梁桥为主,这就意味着对预应力施工质量有了更高的要求。由于连续梁桥跨径的增加,纵桥向预应力钢束的伸长量也随之加长,使预应力施工质量的控制也更为困难,采用预应力挤压锚施工技术,对预应力钢束进行分段施工,更为精确地控制了预应力施工,进一步提升桥梁预应力钢绞线施工效率和控制质量。
1 挤压锚技术特点
由连接体(分别为上体和下体)、挤压盖、压力弹簧、操控片、锚定板、螺纹筋、限位环和保护罩等组件组合而成的钢绞线挤压锚连接器。如图1。
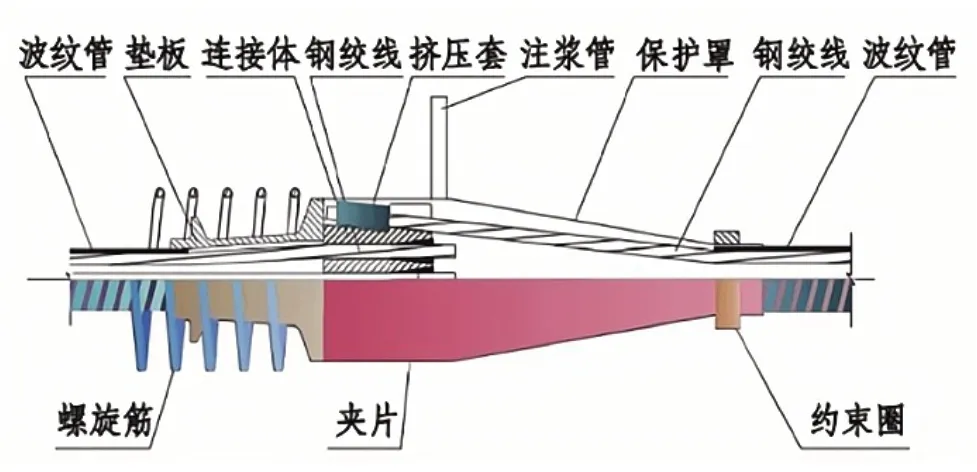
图1 挤压锚连接器的结构图
多根和扁形接头是含有翼板的一种连接设备,它的一个端部支撑在锚固垫板上,另一个端部附有操作夹片,这样就可以根据标准钢索束的形态进行张紧,并实施锚定、封堵和灌浆。当混凝土强度满足设计标准后,每条钢索束的末端装上压制套,挂进接头的翼板里,然后用压制机对压制套施压,这样就完成了钢索束的接长。
2 挤压锚适用范围
挤压锚是一种锚具配套件,它通过挤压锚杆预埋体而实现固定作用。它具有很高的抗剪强度和承载能力,在工程施工中有广泛的应用。
对于所有P型锚具固定的后张法预应力混凝土结构预应力钢绞线,以及多条扁平的超长预应力钢绞线连接设备的挤压锚施工,在力学特性方面均具备适用性。
在使用区域中常用于需要高强度固定的区域,如地下车库、桥梁等工程中。由于挤压锚可以实现很强的锚固效果,因此它可以保证锚具的牢固性,增强结构的安全性。同时,挤压锚在施工中使用简单,操作方便,可以节约施工时间和成本。
3 挤压锚工艺原理
挤压锚在桥梁预应力钢绞线中扮演重要角色,它的工作原理是将挤压套装置在钢绞线的前端,然后依靠初段预应力钢绞线的张拉作用对其进行挤压,导致其发生塑性变形并紧紧的固定住钢绞线。后续,张拉力借助专门的垫片传递给结构体。需要特别注意的是,挤压锚的应用流程是一项关键步骤。为了保证工程品质,必须在预应力钢绞线挤压锚的应用阶段,预先安排锚固头拉力的试验,并在获取精准的试验拉力数值与压力表读数数据后,根据获得的试验数据来建立的线性回归方程,从而进行质控。
4 挤压锚施工工艺流程及操作要点
4.1 施工工艺流程
钢绞线末端磨光、去除刺状物→P型锚安装→挤压头的制作→安装锚具→安装连接器→安装喇叭筒保护罩。
4.2 施工方法
4.2.1 施工准备
(1))采用计算方式确定钢绞线的切割长度。在此过程中,需要包含锚具尺寸、千斤顶尺寸、构件孔道孔径的尺寸和外露部位的尺寸等因素。
(2)使用砂锯轮对钢绞线进行切割,确保在切割过程中切口平滑,避免切割成斜面,以及钢绞线的线头不散[1],预防挤压套挤压时头部倾斜。
(3)使用砂轮切割机将钢线截断,接着移除切割部位的锐利边缘,如果剪断后出现钢线“散丝”的情况,则应在预定剪切点5cm的前后位置用细铁丝进行捆扎然后进行剪切。
(4)在开始使用之前,要对挤压机的压力表进行校验。
(5)执行预定的设备保养维护操作,调节高压油泵的安全阀达到挤压机所需的标准油压56MPa,严禁无故调节标准油压设定。
(6)检验挤压机的油管连线和油泵是否准确。
4.2.2 钢绞线末端磨光、去除刺状物
在外观方面,应逐盘检查不应有折断、横裂和相互交叉的钢丝,其表面不得有润滑剂、油渍、裂缝、小刺、劈裂及机械损伤,表面允许有轻微浮锈,但不得锈蚀成肉眼可见的麻坑[2]。
4.2.3 安装P型锚
首先对定位锚垫板、波纹管和螺旋筋进行安装操作,下一步进行混凝土的浇筑。当混凝土达到设计需求,并且预备进行预应力筋的穿束时,需要将锚板、挤压头以及压板等配件完成组装。如图2。
4.2.4 挤压头的制作
(1)原材料:钢绞线、挤压锚具、连接器等。(2)设备:主要设备为GYJ型挤压机。(3)挤压成型。
在开展挤压步骤之前,必须核实钢绞线末端的整齐度,不能出现偏斜状况,并需依据钢绞线的径向尺寸确认挤压构件,辨别钢丝衬套与挤压件是否成套,以及其大小是否达到预设的要求。挤压组件表层涂上防锈油,能在挤压过程发挥润滑作用。假如其表面含有泥土或是灰沙,必须用柴油洗净,以保护模具不被损伤。
在进行挤压操作前,应谨慎将钢丝衬套套进钢绞线的端头并旋转以便将其固定在钢绞线上,然后安装部件。将带有锥形末端的一侧置于合金模具中,将具有台阶形状的一侧放在挤压机的顶杆端,一定要避免方向的混淆。
将钢丝衬套的钢绞线穿过挤压模具的孔洞,使其全部进入挤压套内,一端插入顶杆的四个槽中。活塞杆、钢绞线和挤压模具应当在同一直线上,以防止挤压套卡死。
安装好各部件后,开始控制油泵向挤压机输送油,从而开始挤压工作。挤压过程中严禁有任何中断,应在一次操作中全部完成。
对于挤压步骤完全结束后,需对质量进行确认。观察其外表,被挤压的构件的末端须保持大致的平整,不能倾斜过度,表面不能有任何的缺陷或裂痕。对于钢绞线挤压锚具,完成挤压之后,外露出挤压套筒的预压力钢绞线长度不能小于1mm。
4.2.5 安装锚具
锚具挤压作业完毕后,需要将其与预应力筋连接器进行组装,并确保接口处被胶带全面封合,同时需预留孔洞用于压浆。
(1)工作锚的安装: 首要步骤是清理锚垫板上的杂物,以确保锚环能和垫板密切贴合。接着把工作锚环安装好,每一个锚环内要穿入七束直径为5mm的预应力筋,且必须按照编束顺序依次穿入,不能出现交叉。然后在孔内放入夹片,并使用小锤轻轻敲打使其平整[3]。最后要注意,锚环必须安装在锚下垫板止口环中。如图3。

图3 锚具安装示意图
(2)限位板的安装:需与工作锚相匹配,每个孔洞对应穿入一条钢绞线。
(3)千斤顶的安装: 将钢绞线套入千斤顶后,通过手动拉动链条葫芦来调整其高度及方向,以确保工作锚具、液压千斤顶和限位器与孔道中轴线的完全对齐,并使其互相紧密连接。然后,连接千斤顶的油管,向张拉缸注入液压油,在无负载的情况下运行1-2个循环以排除空气,并使大缸向外伸出2-3cm的无负载距离。
(4)工具锚的安装:安装方式与工作锚相匹配,同时应在夹片的背面上抹上如石墨或石蜡等的退锚油,以便于锚的放张。在安装的过程中,保证工具锚和工作锚之间的预应力筋不能交叉,且互相平行。
4.2.6 安装连接器
连接器是在一侧进行张拉,而另一侧则安装有挤压头,将带有挤压头的钢绞线放置于连接器的翼板里,这样就能完成钢绞线束的连接延长。在安装限位板和工作板时,必须保证与工作锚板的孔位相对应,严禁出现错位。
在前一梁体固紧夹片及安好连接体,且完成张拉、注浆、封锚的的施工之后,需要开始对挤压套安装到接体的步骤,将在挤压套中已压制完成的钢绞线逐根插入到各自对应的连接体卡口中,装有挤压套的预应力筋应平直,松紧度应保持均匀,挤压套需要紧贴连接体槽口底部,而且在全束挤压套的中部外部及前、后,需用铁丝各绑一圈。整束的挤压套都已放入连接体,应用三根铁丝牢牢地将其绑定。如图4。

图4 连接器安装示意图
4.2.7 安装喇叭筒保护罩
保护罩两半采用用螺栓进行安装,其间隙用玻璃进行密封,在保护罩与波纹管之间,安装约束圈,以便保持其防漏性能,安装约束圈的过程中,可以用牛油布紧包,并采用扎丝固定。保护罩跟锚垫板之间密封,先把海棉条填入其中,接着采用牛油布紧包,最后用扎丝做固定。
一般安装一个喇叭筒保护罩在连接器处,特别需注意要预留压浆的排气孔,在跨中各高点和固定端锚具处,都应设置排气孔。通常排放气体的管道是采用内径16mm,外径20mm的塑料管。如图5。
5 钢绞线挤压锚事前、事中、事后的质量控制措施
5.1 施工前
(1)只有经过规定的检验和试验确认的成品和半成品符合标准,且配有工厂出品的合格证以及检验、试验证明书,材料才可被使用。
(2)工厂生产的材料,如钢绞线、锚具、连接器等,应有检验报告单和出厂的相关证明,应按设计及规范要求检验合格。
(3)在施工前,做好详细的施工技术交底,施工时严格按照各施工流程的操作要点进行。
(4)使用前检测设备,开动油泵,使挤压机的活塞进行2-3次的空载运行,只有在没有出现异常的情况下,才能进行挤压操作。
5.2 挤压
(1)操纵油泵,向挤压机供油,同时钢绞线应对中、顶紧、扶正。(2)在挤压的过程中,不能在中途停顿,必须一次性完成。(3)压力降低、顶杆到位后,操纵阀杆,使千斤顶回程复位,完成相关的挤压工作。
5.3 挤压后检查
(1)清除尾端钢丝。(2)检查锚固头的外径尺寸,直径在30.6~30.65mm。(3)定期做锚固头的拉力试验,并依据《混凝土结构工程施工及验收规范》的要求进行验收。
6 结语
进行挤压锚的施工可以避免由于预应力钢绞线和挤压锚抓握力度不够,导致钢绞线拉脱的质量问题。此次我们对钢绞线挤压锚的施工技术做了探索,为P型锚具连接器的使用提供一些实践经验。
