自动安装交换机网口堵头设备设计
2024-04-22蒙贵添
蒙贵添

摘 要:文章设计一种交换机网口自动安装堵头的设备,该设备可应用于多种系列的交换机产品生产。设备通过XYZ定位、移动产品,配合堵头安装机构安装不同位置的堵头。堵头采用振动盘进行供料,根据堵头种类需求设计多款振动盘独立供料,并配备视觉检测堵头供料的方向。该设备能够解决人工安装堵头作业难度大、效率低的问题。该设备适用于交换机种类样式多、网口数量多、网口种类多的场合,在生产线上得到了广泛应用。
关键词:交换机 网口 堵头 自动化
1 引言
在如今这个互联网社会,交换机与我们的日常生活息息相关,并发挥着重要的作用。交换机的生产过程并不简单,而且在生产完成后还需要给每一个网口安装堵头。堵头主要起到防尘和防撞的作用。一直以来人工安装堵头是一个瓶颈的工站,网口种类多、数量多,堵头安装方向难以分辨、堵头难以安装等问题,都是人工安装经常出现的问题点。如何降低人力成本,高效率的安装堵头成为了需要攻克的一道难关。
文章将设计一款自动安装堵头设备,该设备能适配多种不同大小的产品,设备根据产品型号自动调取对应的生产程序安装堵头,堵头由振动盘分拣排列不断提供。设备只需人工扫描产品条码,将产品放到定位机构内,设备即可进入自动作业。振动盘缺少堵头时,作业员可以在设备运行状态下,通过设备外部的漏斗管道进行补充。该设备满足交换机的堵头安装需求,减轻人工作业的负担,优化了瓶颈工站,提高了生产效率。
2 手动安装堵头作业流程
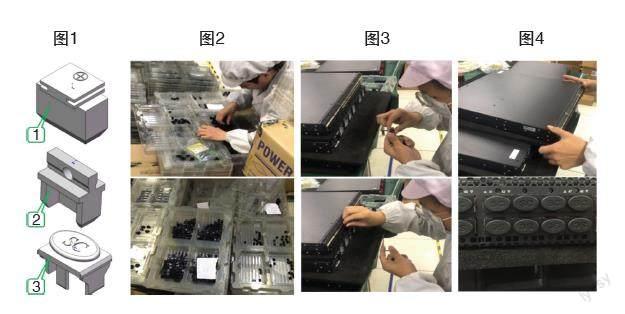
当前堵头物料有三种类型(如图1所示),作业员要将不同的堵头分类完成(如图2所示),根据产品的需求将对应的堵头安装到网口上(如图3所示),并检查安装的堵头有无缺漏、凸起、方向错误等问题(如图4所示)。
3 堵头自动安装方案
由于人工安装堵头需要逐个确认网口的安装种类、辨别堵头的安装方向、逐一按压安装以及安装完成后的检查,如此繁琐的工序使得人们的工作难度大、效率低、容易产生疲劳。为了解决以上问题,文章设计一种自动化设备来替代人工作业。设计方案动作流程如下:
(1)作业员扫描产品条码、上料,设备自动调出该产品的程序进行生产;
(2)产品定位模组能根据不同的产品大小自动夹紧定位产品,设备根据调出的程序将产品自动定位并通过XYZ滑台将产品带到工作区域内;
(3)产品进入工作区域后,通过XYZ带动产品移动的方式定位到每个堵头的安装位置,并且有视觉相机拍照,补偿XYZ的偏差值以达到更高的精度;
(4)当前堵头有三款,需要三款振动盘供料机供料,三款堵头分别设计三组分料、夹取、安装组件;
(5)堵头安装完成后视觉相机检查堵头是否均已安装且安装到位;
(6)作业完成,产品回到出/入料区,人工将产品取出设备;
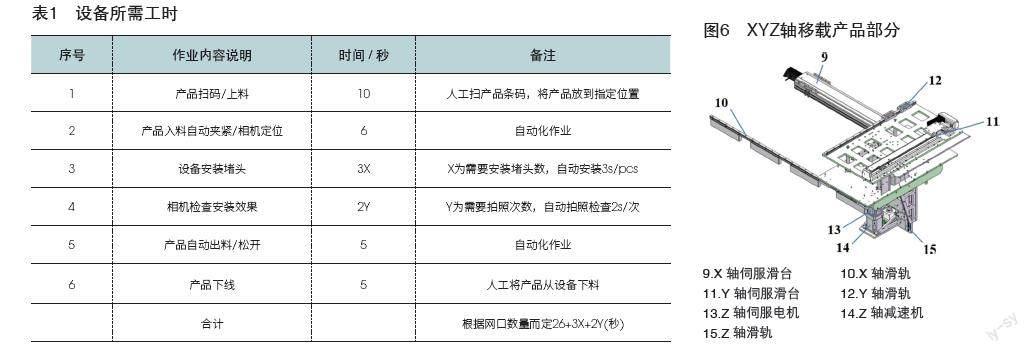
设备所需工时,见表1。
4 结构设计
4.1 整体结构
设备整体结构设计(如图5所示):设备下层的机架1选择用方通焊接,保证设备稳定,自动化作业时不出现摇晃现象;设备上层采用铝型材支架2,方便安装,成本低;安装平台采用钢板材质,用于安装各类结构模组,保证安装精度;XYZ轴滑台定位模组3用于定位产品和移动产品,定位组件由丝杆滑台模组、定位气缸和定位滚轮组成,能对产品精确定位,定位夹紧模组配有弹簧结构能有效控制按压产品力度;三款振动盘模组4提供堵头,有供料的漏斗可以将堵头从设备外部直接进行供料,无需停止设备即可完成堵头供应;三个堵头安装模组5分别对应三款振动盘4,能将三款振动盘供应的堵头分别安装到产品上;设备内部有相机和光源等视觉硬件6,拍照确定堵头安装位置,并在安装完成后检查安装是否达到生产要求。电控箱7内放置电气元件,通过拖链模组8将线和气管接入到设备内的组件。
4.2 主要结构组件和动作
XYZ轴滑台定位模组有移载产品(如图6所示)和定位产品(如图7所示)两个部分。移载部分的X轴作为带动最多结构的轴需要选择相对较大的伺服滑台9并配合滑轨10使用,Y轴的伺服滑台11配合滑轨12带动整个定位模组和产品进行移动,Z轴需要承载的重量比较大,选择大功率的伺服电机13加减速器14配合一左一右两条滑轨15使用。作业员将产品扫码完成后放到入料位置,设备开始运行,定位模组的伺服滑台16和侧定位气缸17带动定位组件定位产品,定位时底部滚轮18和侧面滚轮19可以避免损伤产品。定位完成后由移载部分将产品输送到视觉硬件拍照的位置准备开始组装作业。
组装作业(如图8所示)开始前产品会移载到视觉硬件6处,进行拍照进一步确认产品坐标进行补偿,达到更高精度作业。入料的同时振动盘模组4(如图9所示)开始供应堵头,相机检测20检测堵头在振动盘出来时的朝向,供应的堵头通过轨道21将堵头整列排开送到供料位置22,配备一个感应器23检测是否有堵头到指定的供料位置。堵头安装模组5来取料时,配备一个供料气缸24可以单独一颗堵头送到指定位置让给堵头安装模组5取料,堵头安装模组(如图10所示)由3个气缸组成,其中伸缩气缸25伸出旋转夹爪气缸26将堵头夹起,因为是垂直方向取堵头,但是安装堵头的方向为水平方向,所以需要借助一个旋转气缸27将堵头调转90°,旋转后伸缩气缸25伸出,旋转夹爪气缸26根据堵头的安装角度旋转将堵头安装到产品内。三款振动盘和三个安装堵头模组同时作业,依次循环安装动作,直到全部堵头都安装完毕。
最后再由XYZ轴滑台定位模组配合相机模组对安装好的堵头进行拍照,确认堵头安装是否达标。检测完成后将产品送回入料处,松开产品的定位组件,提示作业员作业完成,可以将产品取走。
5 設计总结
本设备针对人工手动安装堵头工作效率较低,并且安装时间长后容易产生疲劳,进一步降低生产效率这一问题,设计了一台能够自动供应堵头并且自动安装的自动化设备。该设备设计结构简单合理、作业员操作方便,能够同时安装多种不同种类的堵头,安装效率非常高能够广泛用于自动化技术领域。
参考文献:
[1]叶伟昌.机械工程及自动化简明设计手册(上册)[M].北京:机械工业出版社,2001.
[2]宰守刚,王智,孙优贤.交换机在工业以太网中的应用探讨[J].化工自动化及仪表2003.
[3]吴宗择.机械设计师手册(下册)[M].北京:机械工业出版社,2005.
[4]张福润,徐鸿本,刘延林.机械制造技术基础(第二版)[M].武汉:华中科技大学出版社,2002.
[5]邱映辉.机械设计[M].北京:清华大学出版社,2004.
[6]陈铁鸣.新编机械设计课程设计图册[M].北京:高等教育出版社,2003.
[7]岑军健.非标准机械设计手册[M].北京:国防工业出版社,2008.
