小麦秸秆纤维素改性PLA/PBAT薄膜制备及性能研究
2024-04-20康佳豪李骥昂孙鹏穆杨刘舒辰陈宇奇
*康佳豪 李骥昂 孙鹏 穆杨 刘舒辰 陈宇奇
(陕西省烟草公司汉中市公司 陕西 723000)
引言
由于塑料具有低导热性、绝缘性、柔韧性、耐腐蚀性和质轻等特点,在包装材料、储存容器、医疗装置等方面得到广泛应用。然而,由于塑料存在极难降解、回收利用困难、易燃且易污染环境等缺点,其广泛的使用对环境产生了巨大破坏。近年来,环境保护和可持续发展理念被人们日益重视,可降解材料制造塑料制品的研究备受关注。聚乳酸(PLA)、聚丁二酸丁二醇酯(PBS)、聚己二酸/对苯二甲酸丁二酯(PBAT)、聚羟基脂肪酸酯(PHA)等[1]逐渐成为研究的热点。其中,PLA 具有玻璃化转变温度低、易成型加工、力学性能优异且相较于其他降解材料成本更低等优点。因此,PLA 在生物医学、食品包装、工业农业、3D 打印等领域被广泛应用[2],已成为目前市场上最常见的生物降解材料。
由于PLA 柔韧性较差、冲击强度及断裂伸长率较低,其应用受到了一定的限制。因此,研究者常使用其他材料对PLA 进行复合改性。PBAT 能有效提高PLA的断裂伸长率,增加PLA 的结晶速度,改善复合薄膜的韧性,从而获得性能更优、应用范围更广的生物可降解材料[3],在PLA 改性材料中占据了重要地位。为降低成本和加快降解速度,研究人员常向PLA 及其复合材料中加入天然植物纤维。如Sina Momeni 等[4]通过向PLA 材料中加入天然植物纤维,并进行降解试验,验证了天然植物纤维对PLA 加速降解的作用。另外,Zhu 等人[5]通过双螺杆挤出法制备了聚乳酸(PLA)/大豆浓缩蛋白(SPC)复合材料,并使用马来酸酐(MA)自由基接枝到PLA 上。研究了相容剂浓度和功能化程度对PLA/SPC 复合材料的影响。还有科研人员将PLA 与马铃薯淀粉、橡胶、玉米秸秆等[6]进行复合,制备出不同的复合材料。在对PLA 体系进行改性时,不同的处理方法和添加剂[7]对最终复合材料的性能也有一定影响。除此之外,研究人员[8]还采用制备三元共混体系的方法来对PLA、PBAT 等进行改性,以制备出期望的复合材料。这些研究不断推动着生物可降解材料领域的进步和发展。
本研究重点以PLA 和PBAT 两种生物可降解材料为主体,使用KH570 改性的小麦秸秆纤维素作为填料。通过添加聚乙二醇、环氧大豆油、甘油和磷酸氢锆等添加剂,使用溶剂挥发法成功制备了小麦秸秆纤维素含量为5%~30%的薄膜。同时,采用流延法制备了小麦秸秆纤维素含量为5%~10%的薄膜。对所得的薄膜进行了一系列的表征测试,最终确定了性能最佳的小麦秸秆纤维素掺杂的PLA/PBAT 复合薄膜。
1.材料与方法
(1)主要原料与设备
聚乳酸(PLA)4032D,美国Nature Works 有限公司;聚己二酸/对苯二甲酸丁二酯(PBAT)C1200,广东省东莞海瑟塑胶原料有限公司;PLA/PBAT 混料THJS-6802(HL),γ-甲基丙烯酰氧基丙基(KH570,AR),东莞市康锦新材料有限公司;聚乙二醇400;环氧大豆油;亚氯酸钠(AR);小麦秸秆。
万能材料试验机34TM-5 美国INSTRON;单螺杆挤出机,东莞市众诚精密仪器有限公司;傅里叶红外光谱分析仪Nicolet iS10,美国赛默飞世尔公司;场发射扫描电子显微镜 SU8020,日立电子株式会社;差示扫描量热仪 Discovery DSC250,美国TA。
(2)小麦秸秆处理
原始小麦秸秆粉末与4%氢氧化钠溶液搅拌下反应6 h,过滤。产物与甲酸继续反应提取秸秆纤维素。
KH570 与提取的秸秆纤维素在乙醇溶液中反应,制备KH570 接枝的小麦秸秆纤维素。
亚氯酸钠与小麦秸秆粉末反应得到秸秆纤维素。
(3)秸秆/PLA/PBAT复合材料的制备
①溶剂挥发法制备复合薄膜
将3.2 g PLA 和0.8 g PBAT 加入到35 mL 二氯甲烷中,搅拌使其完全溶解。将0.4 g 小麦秸秆纤维素与添加剂加入到溶液中,继续搅拌3 h,将得到的混合液均匀地涂布在干净的玻璃板上,室温下晾干,得到复合薄膜。按照此方法,制备不同配比的复合薄膜。
②流延法制备复合薄膜
使用单螺杆挤出仪对PLA/PBAT 混料及小麦秸秆纤维素进行熔融共混,使用流延法制膜。熔融温度160~190 ℃,螺杆转速50 r/min。
(4)测试与分析
①FTIR 分析
使用傅里叶变换红外光谱仪对甲酸处理小麦秸秸秆纤维素、漂白小麦秸秆纤维素、KH570 接枝小麦秸秆纤维素进行测定。
②SEM 测试
使用扫描电子显微镜对制备的不同薄膜表面微观形貌进行观察。
③DSC 分析
将薄膜制成细小块状,称取2.5~3 mg 样品,用差示扫描量热仪在氮气氛围中进行测试,温度范围30~300 ℃,升降温速率10 ℃/min。
④力学性能测试
秸秆纤维素/PLA/PBAT 复合薄膜材料参照GB/T 1040.3—2006(塑料 拉伸性能的测定,第三部分:薄膜和薄片的实验条件)进行测试,选用150 mm×25 mm的长条状试样,以20 mm/min、50 mm/min 速度进行拉伸测试。
⑤降解测试
配置模拟地下水溶液、人造海水溶液、弱酸性缓冲剂溶液、超氧弱酸性缓冲剂溶液。取一定质量的薄膜固体浸没于上述几种溶液中,分别隔7 天、15 天、60 天、120 天后取出称重,进行降解计算与分析。
2.结果与讨论
(1)FTIR结果分析
小麦秸秆的主要成分为纤维素、半纤维素、木质素和少量其余杂质。使用甲酸和漂白剂处理小麦秸秆是为了除去其中的半纤维素、木质素等杂质,保留秸秆纤维素,并降低其与PLA 等原料的复合难度。为验证反应是否顺利进行并确认KH570 是否成功接枝到秸秆纤维素上,对用甲酸提取、漂白及KH570 处理的小麦秸秆纤维素进行红外测试。由图1 可知,2900 cm-1处的吸收峰为纤维素和半纤维素的C-H 键伸缩振动,而与小麦秸秆纤维素的红外谱图对比,用漂白剂和KH570 处理的小麦秸秆纤维素在1700cm-1处出现了新峰,这些峰代表了漂白剂氧化后和硅烷偶联剂中酯基的红外特征。新增峰的出现表明反应顺利进行,KH570成功接枝到了秸秆纤维素上。

图1 小麦秸秆纤维素红外结果
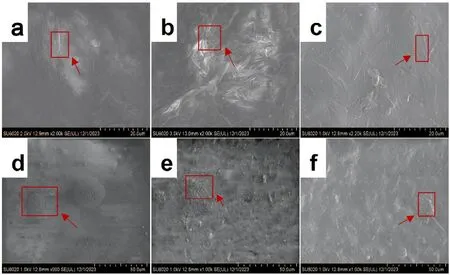
图2 不同薄膜电镜分析
(2)成膜结果与性状分析
表1 为采用不同方法制备的不同配料比薄膜的结果。实验发现,仅以PLA 为原料时,薄膜透明度较高、拉伸强度较大,但质地较脆且几乎不能拉伸。添加10%质量比的PBAT 并加入相同比例的秸秆纤维素时,薄膜的透光度和拉伸强度下降,但韧性和拉伸性能有显著提升。随PBAT 含量的增加,薄膜的拉伸强度继续下降,韧性进一步提升。通过对比不同含量PBAT 薄膜的形貌和性能,发现当PLA 与PBAT 的比例为4:1 时,可以在有效提升薄膜断裂伸长率的同时保持较高的拉伸强度,得到较好的薄膜。增加秸秆纤维素的含量会导致薄膜的透光性、韧性和拉伸性能均发生一定的下降。当秸秆纤维素含量超过40%时,无法正常成膜。成膜过程中,秸秆纤维素会出现团聚现象,这是由于秸秆纤维素与PLA 及PBAT 的相容性较差所致。为改善这一现象,加入H3O4PZr、乙二醇、聚乙二醇、ESO、甘油等进行实验。结果表明,加入聚乙二醇、ESO 和甘油可以有效改善秸秆纤维素在薄膜表面的团聚现象,其中ESO 的效果最好,能制得表面光滑、透明度较高的薄膜。改变ESO 的添加量,从1%到6%进行实验,结果显示,当ESO 的添加量为4%时,薄膜性能达到最优。此外,使用市场上已有的PLA-PBAT 混料(HL)作为原料进行重复实验,结果与加入PBAT 的成膜效果相近,小麦秸秆纤维素在薄膜表面的团聚现象仍会出现但有一定的减少,并且使用混料(HL)的拉伸效果略优。通过对不同薄膜进行宏观形貌及拉伸能力的对比,最终确定的较佳成膜条件为使用混料(HL)加上10%/20%的秸秆纤维素和4%的ESO。
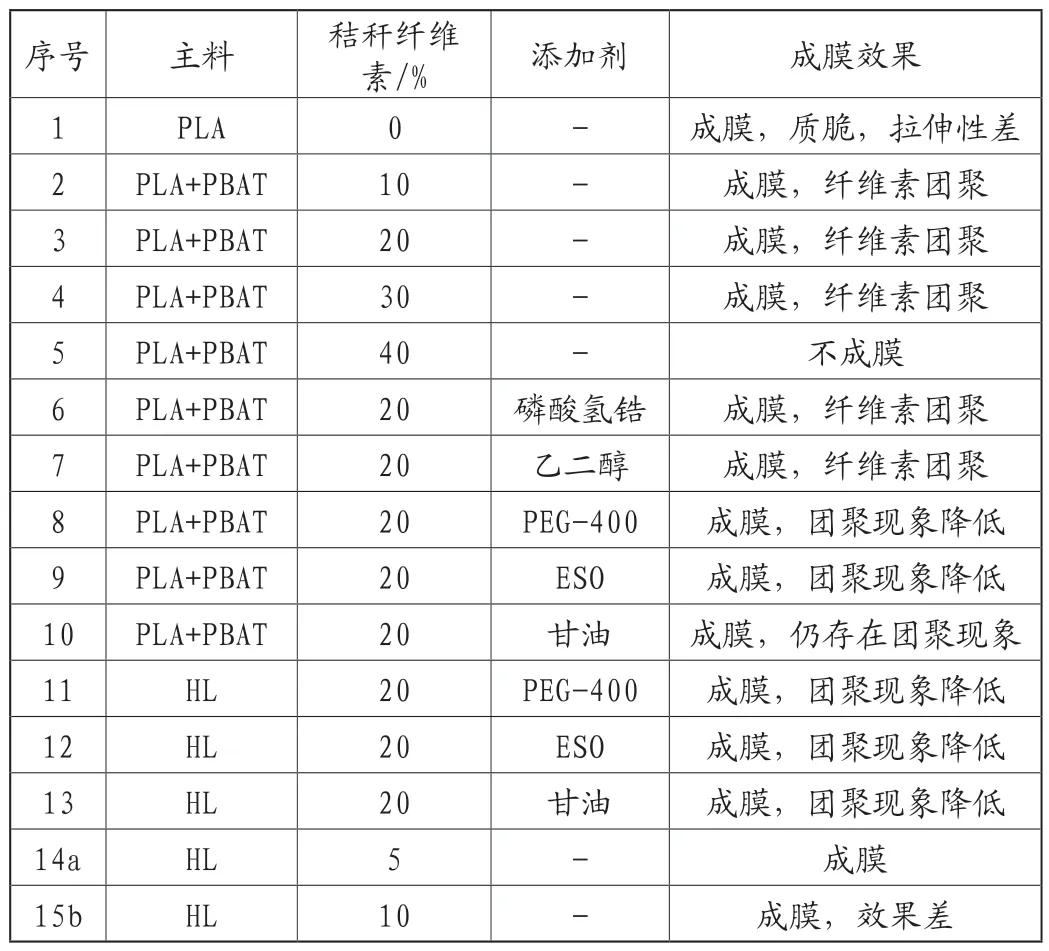
表1 使用不同配方制备复合薄膜结果
使用流延法制备薄膜时,通过调整螺杆转速来控制出料速度,改变牵引速度来控制膜厚。由于PLA 与PBAT 的熔点相差较大,直接使用这两种原料与秸秆纤维素难以正常成膜。将混料(HL)与秸秆纤维素混合后,通过调整牵引速度,可制得厚度为0.07~0.09 mm的薄膜。秸秆纤维素含量对薄膜性能有极大影响。秸秆纤维素含量为5%时,薄膜的拉伸性、透光性较好;当秸秆纤维素含量增加到10%时,由于小麦秸秆纤维素出现聚集,最终所得产品性能变差,流延成膜过程易出现断裂;当秸秆纤维素含量为20%时,拉伸出网状产物,极易断裂,断裂处有秸秆纤维素聚集的现象。最终较好成膜条件为使用混料(HL)加上5%的秸秆纤维素。
(3)SEM结果分析
使用扫描电子显微镜对不同薄膜进行表面形貌观察,得出以下结果: 流延法条件下仅用混料HL 制得的薄膜a 表面较为光滑,部分区域不平整。以混料HL 为主体,加入5%小麦秸秆纤维素用流延法制得薄膜b,扫描电子显微镜下可以观察到小麦秸秆纤维素与主材料完全混合均匀,其表面出现明显的丝状结构。薄膜b 经降解实验后得到薄膜c,发现原表面的丝状结构消失,仅留下少量条形部分,表明薄膜发生了降解。 在溶剂挥发法条件下使用PLA、PBAT 为主体加入5%小麦秸秆纤维素得到薄膜d,发现秸秆纤维素与其它原料不能完全相容,可以清晰观察到团聚现象的出现。其他条件不变,当秸秆纤维素含量增加到30%时得到薄膜e,其表面光滑度变差且团聚更多。使用混料HL 及30%秸秆纤维素得到薄膜f,膜表面纤维素聚集减少但仍存在,并且表面光滑度较低。
综合不同薄膜表面形貌进行分析,使用溶剂挥发法制备薄膜,薄膜表面较为平整光滑,但样品表面纤维素团聚影响整体形貌。相较于PLA、PBAT,混料HL 有较好的相容性,秸秆纤维素团聚较少,但薄膜表面光滑度较差。使用流延法制备薄膜,添加较少含量的小麦秸秆纤维素的薄膜表面会有丝状结构出现,这种结构会使薄膜拉伸性能有较大提升,使产品的拉伸性能更好。
(4)DSC结果分析
如图3 所示,对使用不同原料制备的薄膜进行DSC测试分析,得出结论:当使用PLA 和PBAT 作为主要原料时,DSC 图中在170 ℃左右出现一个熔融峰。当使用混料HL 作为主要原料时,没有明显的峰出现。这是因为以PLA 和PBAT 为主要原料时,薄膜具有较高的结晶度,存在较多的规则晶区,材料熔融时会出现明显的热吸收现象,形成熔融峰。使用混料HL 时,由于结晶度较低,晶格较少,DSC 测试结果中没有明显的熔融峰。当加入秸秆纤维素后,DSC 中的峰左移,意味着晶格常数增大。这表明掺入的秸秆纤维素的半径大于主要原料的半径,这可能是导致结晶度降低的原因之一。
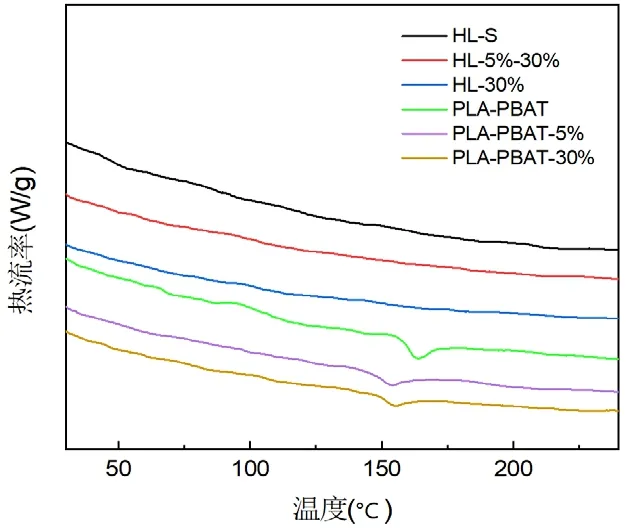
图3 不同薄膜的DSC 结果
(5)拉伸结果分析
①断裂伸长率
如图4 所示:纯PLA 薄膜产品断裂伸长率仅为3%左右。当加入30%含量的PBAT 时,断裂伸长率可达60.23%。加入一定量的秸秆纤维素进行测试,发现断裂伸长率会随秸秆纤维素含量的升高而逐渐降低。这是因为秸秆纤维素与其他材料的相容性较差。当加入10%含量的秸秆纤维素时,薄膜有较好的断裂伸长率,可维持在41.55%,而当秸秆纤维素含量提升至20%时,薄膜断裂伸长率下降至14.09%。增加秸秆纤维素的含量至30%,虽然仍能得到最终薄膜,但薄膜极易断裂,质地脆弱,难以应用。流延法下,纯混料断裂伸长率可达151.3%。加入5%含量的秸秆纤维素,断裂伸长率下降少许,为148.7%,当纤维素含量达到10%时,虽仍能得到薄膜产品,但其断裂伸长率骤降至48.47%。这是因为熔融过程中秸秆纤维素容易发生聚集,导致产品中出现易断裂部分。数据分析可知,相同比例的配方下,流延法制备的薄膜断裂伸长率明显高于溶剂挥发法制备的薄膜。原因是结晶度会影响材料的拉伸性能。使用溶剂挥发法制膜的结晶度高,而混料HL 具有的低结晶度导致其薄膜具有较好的拉伸效果。使用流延法制备薄膜会对材料的晶体结构造成破坏,导致最终薄膜结晶度较低而断裂伸长率较高。
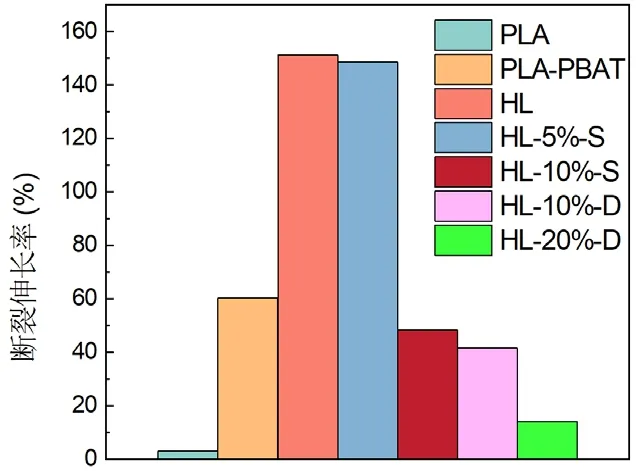
图4 不同薄膜的断裂伸长率
②拉伸强度
由图5 可知,纯PLA 薄膜的拉伸强度最高,达到了39.51 MPa。加入20%的PBAT,拉伸强度下降至24.88 MPa。使用混料时,拉伸强度进一步降低,仅有6.81 MPa。加入5%的纤维素后,流延法制得薄膜拉伸强度为6.89 MPa,增大秸秆纤维素的量至10%时,提升至9.57 MPa。溶液挥发法所制薄膜在秸秆纤维素添加量为10%时拉伸强度低,仅2.22 MPa,添加量增加到20%时,拉伸强度提升至6.32 MPa。
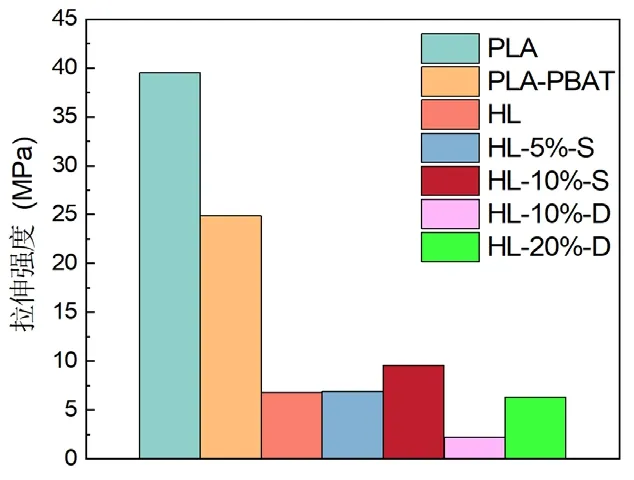
图5 不同薄膜的拉伸强度
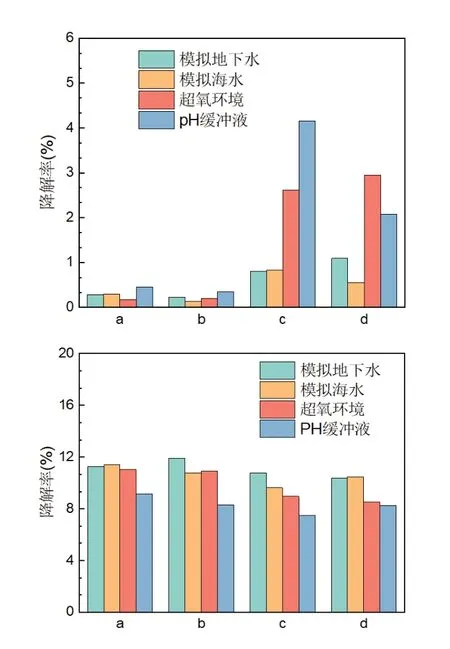
图6 不同条件下薄膜在60 天及120 天降解率
综合断裂伸长率与拉伸强度,在其他条件相同时,溶剂挥发法制备的薄膜在加入10%的秸秆纤维素时性能最优。秸秆纤维素含量提升至20%会使断裂伸长率下降,但拉伸强度有所增加。而流延法制备薄膜,小麦秸秆纤维素掺杂量为5%时性能最佳。
(6)降解结果分析
为模拟不同环境条件,我们配制了模拟地下水、海水、弱酸性pH 缓冲液、紫光灯照射下的超氧弱酸性pH 缓冲液,并称取一定质量的纯PLA(a)、PLA+PBAT(b)、纯混料(c)、添加10%秸秆纤维素的混料薄膜(d)进行降解测试。经过7 天、15 天、60 天、120 天后,我们取出试样并干燥称重,计算质量损失,进行降解分析。结果显示,在不同条件下,15 天过后4 种薄膜质量变化均不超过0.1%,对此我们判断在此条件下薄膜还未发生降解。经过60 天后,a、b 两种薄膜基本不变,c、d 两种薄膜有部分质量损失,但在地下水和海水环境下质量损失较低,在1%左右,在弱酸及超氧环境下质量损失稍高约2%~4%。其中掺杂秸秆纤维素的薄膜质量损失较少。时间延长至120 天,a、b薄膜在受到外力时发生破裂,c、d 薄膜仍能较好保持原样。几种薄膜均出现明显质量损失,均在8%~12%之间。这表明,掺杂秸秆纤维素的复合薄膜在保证了降解条件的前提下在水和弱酸环境下表现出了更好的稳定性。
3.结论
(1)用溶剂挥发法和流延法分别制备了不同配比的改性秸秆纤维素/PLA/PBAT 复合薄膜。与纯PLA 薄膜相比,复合薄膜断裂伸长率大幅提升。使用溶剂挥发法时添加10%的秸秆纤维素的薄膜有更高的断裂伸长率,而添加量为20%时断裂伸长率降低但拉伸强度提高。添加量超过30%则会导致薄膜性能极差。使用流延法制备的产品具有更优异的性能,但由于加工困难,只能掺杂5%含量的小麦秸秆纤维素。
(2)通过酸碱处理去除秸秆纤维素中的木质素等成分,并使用KH570 对秸秆纤维素进行接枝改性。制备薄膜时使用不同的增容剂来改善秸秆纤维素与PLA、PBAT 混合物的团聚状况,使用环氧大豆油时的效果最好,最佳用量为4%。通过溶剂挥发法制备的较优薄膜为90%/80%的混料HL 加上10%/20%的小麦秸秆纤维素,再加4%的环氧大豆油。流延法制得的最佳薄膜配比为95%的混料HL 加上5%的小麦秸秆纤维素。
(3)降解实验结果表明,与纯的PLA 和PBAT 产品相比,掺杂了秸秆纤维素的复合薄膜在保持降解的情况下表现出更好的稳定性。
本研究通过对秸秆纤维素进行改性处理,并将其添加到以PLA 和PBAT 为主体的可降解材料中,成功制备了具有优异机械性能、更好的稳定性、可完全降解的复合薄膜。对未来的应用提供了更广阔的前景。
