局部干法水下快频脉冲MIG焊电源研制
2024-04-17王振民贾建军胡健良廖海鹏吴健文张芩
王振民,贾建军,胡健良,廖海鹏,吴健文,张芩
(1.华南理工大学,机械与汽车工程学院,广州,510641;2.华南理工大学,计算机科学工程学院,广州,510006)
0 序言
水下焊接技术主要包括干法、湿法以及局部干法三大类[1],其中局部干法兼顾了干法高质量以及湿法低成本的优势,尤其是局部干法水下熔化极惰性气体保护焊(local dry underwater metal inert-gas welding,LDU-MIG)因具有生产效率高、可焊金属范围广等特点,已成为水下焊接领域研究热点[2].目前,对LDU-MIG焊接的研究主要集中于脉冲MIG焊接组织、熔滴过渡和力学性能等[3-5].在LDU-MIG焊接过程中,由于水的快速冷却作用,会导致熔池中气孔逸出困难,形成焊缝缺陷;焊丝熔化金属也不易于与熔池液态金属实现均匀化,影响焊缝合金元素分布的一致性;水下焊接过程具有加热范围小、温度梯度大等特点,焊后工件极易存在较大残余应力,进而引发裂纹、疲劳破坏或应力腐蚀等问题[6-7];在水下焊接过程中会受到水汽等因素的影响,容易导致焊接过程出现断弧、电弧重燃困难[8].上述复杂的水下焊接工况对LDU-MIG焊接电源的动特性和控制精度提出了很高的要求.
在陆地焊接时,有学者把高频脉冲电流添加在自由电弧上,发现可以提升电弧的能量密度和稳定性,并可利用高频脉冲强烈的电磁搅拌作用细化焊缝晶粒[9],进而提升合金元素均匀性.近年来,有学者提出了快频脉冲焊接的概念[10],已有研究发现,将快频脉冲应用于脉冲MIG焊时,不仅气孔率显著降低,焊缝接头力学性能也可得到改善[11-12],因此将快频脉冲引入水下焊接,有望提高水下焊接质量.目前,LDU-MIG焊接电源普遍采用硅基功率器件作为开关器件,其开关性能参数已经接近其理论极限,逆变频率通常只能达到20~ 50 kHz,难以满足LDU-MIG焊接工艺对焊接电源超高动特性的需求[13].此外,快频脉冲调制过程的高、低脉冲耦合会产生强烈的电磁干扰,也会影响焊接电源的控制精度和可靠性.随着第三代宽禁带半导体的发展,SiC 功率器件表现出优异的性能,拥有比硅功率器件更低的导通电阻和开关损耗更低、更高的工作温度和耐压能力以及更强的抗辐射能力,可显著提高焊接电源的综合性能[14],为研制可应用于复杂水下焊接环境的快频脉冲焊接电源提供了支撑.
基于上述思路,利用SiC 模块(CAS120M12BM2)研制了一套可稳定输出0~ 30 kHz 规整快频脉冲波形的SiC 模块快频脉冲焊接电源,通过全数字化的波形控制技术,可精确输出多种类型的快频脉冲波形.提出局部干法水下快频脉冲MIG(local dry underwater fast-frequency pulsed MIG,LDUFFPMIG)焊接新工艺,探究快频脉冲对304 不锈钢LDU-MIG焊缝微观组织的影响.
1 LDU-FFPMIG 电源总体设计
1.1 功率电路拓扑结构设计
所研制的LDU-FFPMIG焊接电源采用输入输出双并联(IPOP)拓扑结构[15],如图1 所示,由三相整流滤波电路、快频脉冲主电路和基值电流主电路组成,两路主电路并联输出至焊接负载.该结构非常适合低压大电流输出场合,在大电流输出时可将电流应力分给两路共同承担,对元件的通流要求更低,而且两种主电路的开关元件可以单独调控,每一路主电路都可以输出几种不同的波形,方便进行波形调制.

图1 SiC 模块快频脉冲电源IPOP 拓扑结构Fig.1 SiC module fast-frequency pulsed power supply IPOP topology structure
快频脉冲主电路和基值电流主电路都包含全桥逆变电路、全波整流电路,拓扑结构如图2 所示.快频脉冲主电路独有的高频电流切换电路和防反灌电容可以产生高频周期性变化的快频脉冲.全桥逆变电路主要由SiC 模块M1-M4 构成,将直流电逆变成100 kHz的交流电.Ci为逆变后隔离直流成分的隔直电容,防止直流信号的通过,全波整流采用超快恢复二极管MF300A06F2N 搭建,把高频交流电转换成直流电;L1为大电流输出稳流电感,可以保证输出电流稳定,减小输出电流纹波;高频电流切换电路为快频脉冲电流产生的关键,由两个IGBT 开关管Q1和Q2构成,为了防止并联IGBT开通时串联RC 吸收造成电容放电至焊接负载,出现负电流,采用并联R8和C8吸收电路可有效防止快频脉冲电流回流.电容C9可以增加快频电流输出时的容抗,在一定负载电阻范围内起到防止基值电流主电路电流倒灌的作用,增强电源的可靠性.
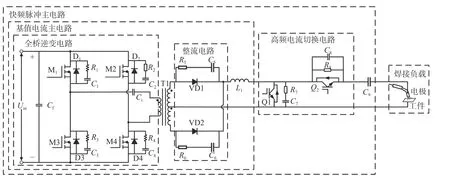
图2 SiC 模块快频脉冲焊接电源主电路结构Fig.2 Main circuit structure of SiC module fast-frequency pulsed welding power supply
1.2 全数字化控制系统设计
由于输出快频脉冲电流时产生的强烈电磁干扰,对焊接电源的控制系统要求很高,而现有的焊接电源大多采用模拟控制,极易受到电磁干扰的影响而造成输出失真,无法实现快频脉冲电流的精准控制,难以保证稳定可靠的高质量焊接,因此具有多路驱动控制、隔离保护、脉宽调制(pulse width modulation,PWM)、故障检测等功能的全数字化快频脉冲焊接电源控制系统成为迫切需要.
图3 为快频脉冲焊接电源控制系统结构图,以ARM 最小控制系统为核心,选用高性能的STM32F405RGT6 芯片,高达168 MHz的主频可以更快速处理焊接过程的各个任务,及时对复杂的水下焊接工况做出反应,丰富的外设可以外接很多外围控制电路,满足电源的多功能要求.PWM 信号经隔离后输入相应的驱动电路,对两路主电路中的高频逆变、高频切换电路和送丝机进行控制;电流电压采样电路的反馈电信号经ADC 采集后进行数字滤波处理,对输出电流电压以及送丝速度进行实时调整;TIM 对整个焊接流程、焊接波形和采样进行控制;GPIO 输出端口通过外围电路对指示灯、继电器进行控制以及过压过流保护等;UART 和CAN通讯实现整个焊接电源系统各个部分的信息联通,便于对焊接过程进行实时控制.
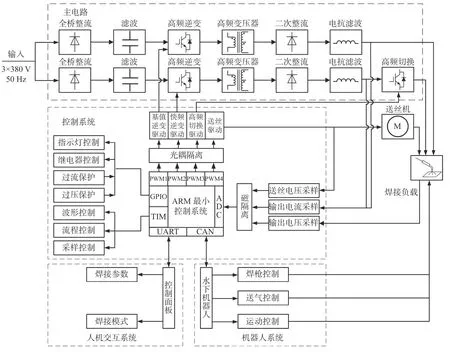
图3 快频脉冲焊接电源控制系统结构Fig.3 Control system structure of fast-frequency pulsed welding power supply
2 快频脉冲波形调制
2.1 快频脉冲波形形成原理
焊接电流波形决定着熔滴过渡类型、电弧特性以及焊缝成形好坏.图4 为焊接电源能够输出的最复杂的快频脉冲波形.快频脉冲主电路的直流电经由高频电流切换电路形成如图4(a)所示的0~30 kHz的快频电流IF,基值电流主电路产生如图4(b)所示的直流双脉冲电流,两者并联调制后形成如图4(c)所示的快频双脉冲电流波形.
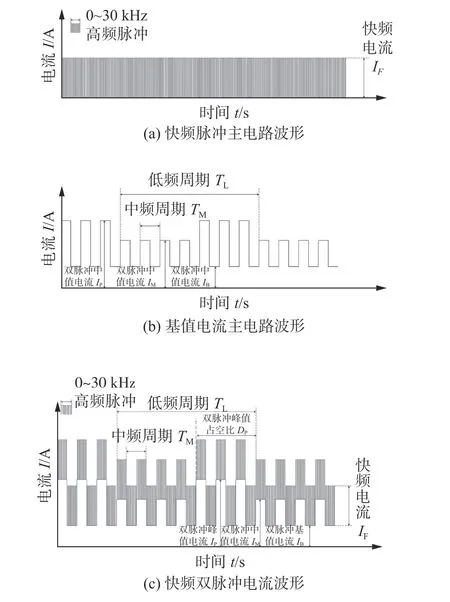
图4 快频双脉冲波形形成原理Fig.4 Principle of fast-frequency dual pulsed waveform formation.(a) fast-frequency pulsed main circuit waveform; (b) basic current main circuit waveform; (c) fast-frequency double pulsed current waveform
在快频脉冲电流波形中,IF幅值频率可调,双脉冲基、中、峰值电流IB,IM和IP幅值可调,双脉冲峰值占空比DP可调,中频和低频周期TM和TL可变,每个参数都有其作用.TM,IM和IP调到合适参数可以实现一个脉冲过渡一个熔滴;IB可以为最小焊接电流,可以起到维弧的作用;TL调整可以使电弧力和热输入实现周期性变化,达到搅拌熔池的目的;快频电流IF由于电流快速变化而产生强烈的磁场,根据电流变化方向,电弧沿径向受到收缩的电磁力,电弧挺度提升,防止熔融金属下流,高频脉冲的频率越高,波峰与波谷切换的速度越快,电弧收缩程度越明显,对熔池产生强烈的机械搅拌作用.
2.2 波形控制流程设计
针对LDU-FFPMIG焊接电源超高动特性的需求,为得到图4 所示的规整快频脉冲波形,设计了图5 所示的快频脉冲波形调制程序流程图,整体采用定时器TIM 对各个电流的切换进行控制,波形调控开始后,初始化各个参数,直接打开高频电流切换开关,输出PWM 波形,快频脉冲主电路和基值电流主电路分别以电流IF和IP输出直流电,高频切换开关打开后,IF变成0~ 30 kHz的高频电流输出,然后开始进行双脉冲波形调制,对基值主电路的双脉冲基中峰值电流IB,IM和IP进行调制,最后叠加输出快频双脉冲波形.改变TM,IB,IM,IP参数和调控流程可以输出不同的快频脉冲波形,因此SiC 快频脉冲焊接电源可以实现三种不同的焊接模式.
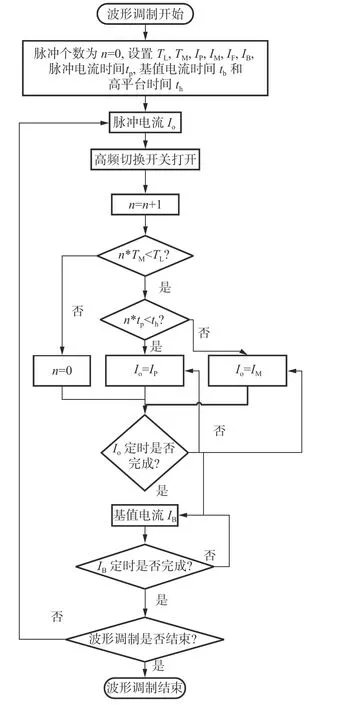
图5 快频脉冲波形调制程序流程图Fig.5 Flow chart of fast-frequency pulsed waveform modulation program
(1)模式1(直流脉冲模式):可以实现恒流输出和直流脉冲输出(包括直流单脉冲和直流双脉冲),可以满足不同的局部干法水下直流MIG焊需求.
(2)模式2(直流快频脉冲模式):普通恒流或者单脉冲上叠加0~ 30 kHz的快频脉冲,可以使电弧收缩,增加电弧稳定性和熔池的搅拌作用,探究快频脉冲对局部干法水下单脉冲MIG焊的影响.
(3)模式3(直流快频双脉冲模式):包含两种快频双脉冲波形,一种是在在中低频的普通双脉冲波形中嵌设快频脉冲,一路主电路实现三种频率的波形叠加输出,基值电流主电路提供稳定的引弧和维弧电流;另一种是在普通双脉冲波形上叠加快频脉冲,两路叠加实现三种频率波形输出,两种波形既可以探究快频脉冲对局部干法水下双脉冲MIG焊的影响,也可以探究不同波形对水下焊接工艺的影响.
3 整机性能与工艺试验
3.1 电源外特性与效率
为了测试所研制LDU-FFPMIG焊接电源的动特性和控制精度,利用模拟负载电阻器、力科HDO4000 系列高分辨率示波器以及相应探头和功率分析仪搭建了焊接电源测试平台,对焊接电源的外特性和效率进行了测试.图6 为所研制的快频脉冲MIG焊电源的外特性曲线,在400 A 电流输出时误差在10 A 之内,可实现恒流陡降外特性,电流输出控制精度较高.
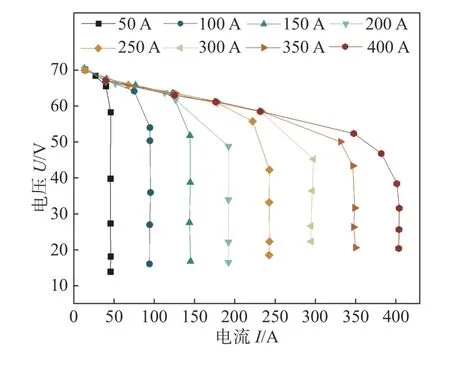
图6 电源外特性曲线Fig.6 External characteristic curve of power supply
图7 为所研制的LDU-FFPMIG焊接电源的效率测试曲线,由于采用硬开关电路加上双路并联结构,而且快频调制电路使用的是硅基IGBT,开关元件上的热损耗较大,但整机最高效率仍能达90.71%,实现200 A 快频脉冲电流输出时仍能满足焊接电源的高效率要求.

图7 电源效率测试曲线Fig.7 Power efficiency test curve
3.2 LDU-FFPMIG焊接电源输出波形测试
LDU-FFPMIG焊接电源能输出的三种模式电流波形如图8 所示.图8(a)为在周期5 Hz 低频脉冲中融入周期50 Hz的中频脉冲的实际输出双脉冲电流波形,是模式1 中的一种波形,该波形规整,输出电流平均值与面板设定值一致,误差可以控制在2 A 以内,有研究表明,SiC 模块焊接电源动态响应速度比硅基焊接电源提升了5 倍左右[16];图8(b)为模式2 所能输出的全部波形,第一个波形为快频脉冲电流波形,去掉单脉冲后就变成了第二个恒流快频脉冲波形,时基放大后就成为第三个波形,在快频脉冲电流频率为20 kHz,幅值为200 A时,电流上升时间为9.0 μs,电流下降时间为11.8 μs,仍能保证超高的动态响应速度;图8(c)为模式3 所能输出的两种快频双脉冲电流波形.整体来看,电源输出波形规整,具有超高的动特性和控制精度.

图8 三种模式输出的电流波形Fig.8 Current waveform output in three modes.(a)waveform of mode one; (b) waveform of mode two; (c) waveform of mode three
3.3 304 不锈钢焊接工艺
试板为304 不锈钢板,尺寸为300 mm ×100 mm × 5 mm,焊丝为直径1.2 mm的ER308Lsi,作业水深200 mm;保护气体和排放气体均为99.9%纯氩气,压力均为0.2 MPa.试验方法为局部干法水下堆焊,快频脉冲焊接过程平均电流为170 A,快频脉冲频率为20 kHz,具体参数如表1 所示.焊接前所有试板都用砂纸进行机械抛光,无水乙醇进行化学清洗,去除灰尘、油和其他杂质.焊后采用线切割机对焊缝切割取样,抛光蚀刻后得到金相样品,采用Leica(DMI3000M)光学显微镜观察焊缝显微组织.

表1 快频脉冲焊接试验对比参数Table 1 Comparison parameters of fast-frequency pulsed welding test
3.4 焊缝显微组织特征
图9 为304 不锈钢堆焊试验焊缝宏观形貌与显微组织.图9(a)为表1 参数焊接得到的宏观焊缝,焊缝表面连续性好,没有出现熄弧和断弧;快频单脉冲焊接的焊缝更直,说明快频脉冲电弧具有更好的电弧挺度,更强的抑制高压排水气体干扰能力,焊接过程更为稳定;图9(d)为快频单脉冲焊接焊缝的熔深和熔宽,与图9(c)传统单脉冲焊接焊缝相比,熔深提高,熔宽下降,焊缝成形系数降低30%,说明高频电流的加入使电弧能量更为集中,对熔池产生更大的脉冲电弧力;图9(b)焊缝各区的划分,由于水下焊接过程中具有较强的冷却效应,热影响区(HAZ)的面积很小,所以文中重点分析WM 区的微观结构.在水下焊接过程中,几乎全部是奥氏体向铁素体的转变,而铁素体倾向于在高温生长(接近1 300 ℃),水下焊接过程中的冷却速率远高于陆地焊接过程,铁素体在较低的温度下不能完全转变为奥氏体,产生骨架状δ-铁素体[17].图9(e)和图9(f)为传统单脉冲和快频单脉冲焊缝WM 区的微观结构,可看出快频脉冲焊接对晶粒有明显的细化作用,根据相形态和相分布特征,确定轻块状相为奥氏体,暗条状相为铁素体,快频单脉冲焊缝的板条状δ-铁素体含量显著减小,而骨架状δ-铁素体和γ-奥氏体含量增加,进一步说明快频脉冲电流的加入使电弧能量密度更集中,促进铁素体向奥氏体的转变.

图9 304 不锈钢堆焊实验焊缝宏观形貌与显微组织Fig.9 Macro morphology and microstructure of 304 stainless steel overlay welding experiment weld seam.(a) welding seam; (b) macroscopic morphology of weld seam; (c) single pulsed; (d) fastfrequency single pulsed; (e) single pulsed (WM area); (f) fast-frequency single pulsed (WM area)
4 结论
(1)基于SiC 模块,采用IPOP 拓扑结构和全数字化控制方式,研制出输出电流达400 A、快频频率0~ 30 kHz 可调、快频脉冲幅值达200 A、动态响应性能好和控制精度高的LDU-FFPMIG焊接电源.
(2)研制的LDU-FFPMIG焊接电源能输出多种不同的快频脉冲电流波形和传统脉冲电流波形,能实现稳定的LDU-FFPMIG焊接,可根据实际焊接需求,调整所需参数和焊接模式,满足不同的LDU-MIG焊接工艺需求.
(3)与传统局部干法水下单脉冲MIG焊接相比,快频单脉冲焊接时,抑制高压排水气体干扰能力更强、焊接过程更稳定、电弧能量更集中,焊缝熔深提高、熔宽降低、焊缝成形系数减少30%,对WM 区的晶粒有细化作用,为LDU-MIG焊接质量的提升提供新思路.