基于FMEA 的自动扶梯故障模式危害度研究
2024-04-17丁树庆周前飞冯月贵庆光蔚陈嘉华
丁树庆 周前飞 冯月贵 庆光蔚 陈嘉华
(1.南京市特种设备安全监督检验研究院 南京 210000)
(2.东南大学 南京 210000)
1 引言
自动扶梯是地铁、机场、车站、商场、医院等人员密集场所的重要交通工具,具有运输量大、启动频繁、长期承受重载变载、部分运动部件裸露与乘客肢体直接接触等特点,使得自动扶梯事故率远远大于垂直电梯,与自动扶梯相关的伤害频繁见报[1],如北京地铁北京动物园站A 口上行自动扶梯逆行事故等。自动扶梯伤害事故的主要类型有坠落、挤压与逆转,其风险管控主要聚焦于物理保护装置的设置,如出入口防护装置、扶手带出入口防翻越防坠落装置、防攀爬安全装置等,也涉及重要安全距离的设定与检查,如固定护栏高度、梯级间隙等。为了减少安全事故和经济损失,从自动扶梯各机械设备和部件的实际运行情况出发,以可靠性为中心,研究基于经济性与可靠性要求的自动扶梯维护保养与检验技术,对提升维护效率与保障安全运行具有十分重要的现实意义[2-6]。
在风险识别和可靠性分析方面,Wang 等[7]提出了自动扶梯逆转事故的风险分析模型,通过实地调查和信息收集,识别危险源,采用LEC 评价方法设计了风险等级,根据L(Likelihood,事故发生的可能性)、E(Exposure,人员暴露于危险环境中的频繁程度)和C(Consequence,一旦发生事故可能造成的后果)三要素的不同等级分别确定不同的分值,再以三个分值的乘积D(Danger,危险性)来评定自动扶梯运行风险等级。张巍等[8]采用失效模式与影响分析(Failure Mode and Effects Analysis,FMEA)方法,结合功能安全理论,构建面向现场检测的自动扶梯驱动系统风险评价模型,以期为降低在用自动扶梯运行风险提供参考。林燕等[9]对老旧自动扶梯的评估数据进行分类统计,获得了自动扶梯各级别风险项目的分布情况。李隆[10]将Bowtie 模型应用于自动扶梯客伤分析,给出安全对策。王小轮[11]以LEC 评价法为基础,将E(Exposure,人员暴露于危险环境中的频繁程度)衍变为V(高峰时段0.5 h 的客流量等级),形成适用于城市轨道交通领域自动扶梯的LVC 风险评价方法,针对不同风险等级制定改进措施使风险得到有效控制。
丁世革[12]建立了电压不平衡导致自动扶梯故障的失效机理风险传播链条,获得了自动扶梯故障率与特征量变化的关系,并通过仿真建模得到自动扶梯的动态风险后果。胡晓萍等[13]从设备、乘客、使用环境、安全管理4 个方面建立自动扶梯安全综合评价指标体系,采取模糊综合评价和概率神经网络进行安全状态的初级评价,并通过转换函数转化为安全状态等级的信度函数。Wang 等[14]构建了自动扶梯事故风险评价指标体系,采用层次分析法(Analytic Hierarchy Process,AHP)计算风险指标权重,结合广义遗传算法和模糊数学对自动扶梯事故风险进行评价。杨旭彬[15]利用从电梯制造、安装、检验、维保、使用、监督抽查、监察投诉、事故处理等方面收集的数据,提出一种动态的电梯安全评估机制,实现电梯系统性风险预警。
目前,在特种设备安全监管部门牵头下,参照GB/T 20900—2007《电梯、自动扶梯和自动人行道风险评价和降低的方法》[16],已经将大数据、物联网、人工智能等技术应用于自动扶梯监管。现有的自动扶梯还主要采用定期维护与检验,已经不能适应在自动扶梯保有量日益增长情况下的安全监管需求,因此,有必要对自动扶梯维护与检验相关技术进行深入研究。本文从自动扶梯实际运行工况出发,分析自动扶梯故障的发生与发展过程,通过FMEA 和故障树分析获取自动扶梯故障规则,进行关键部件危害度分析,指导检验维修人员选择控制、预防各种故障发生的对策,并基于以可靠性为中心的维修(Reliability Centered Maintenance,RCM)方法科学制定维保计划与检验方案,对于保障自动扶梯安全平稳可靠运行,实现城市公共交通自动扶梯精准监管、降低安全风险和事故发生率等方面都具有十分重要的意义。
2 自动扶梯关键部件故障树分析
2.1 自动扶梯结构形式与整机FMEA 分析
自动扶梯是一个以机械构件为主的大型复杂运输设备,其结构组成如图1 所示,按功能可拆分为支撑结构、梯级系统、扶手带系统、导轨系统、安全保护装置、电气控制系统和自动润滑装置等8个部分。其中,梯级系统是自动扶梯的工作部分,主要由驱动主机、主驱动轴、梯级链、梯级、梯级链张紧装置等组成。梯级在驱动主机、主驱动轴和梯级链的驱动下,做向下或向上的循环往复运动,以此输送乘客。
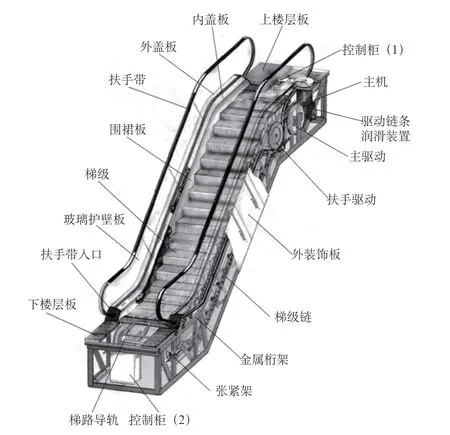
图1 自动扶梯结构图
采用基于功能分析的FMEA 方法对自动扶梯的故障模式及影响进行分析[17],获取自动扶梯重要部件的故障类型、故障原因、故障征兆、故障趋势等信息。见表1,FMEA 分析表包括设备部件的功能、故障模式、故障原因,故障模式是指部件功能丧失后具有哪些形式,或者说部件的某一功能,其功能故障有哪些具体的表现形式,故障原因是导致功能故障的任何事件。为了正确地描述故障原因,以便后面故障树分析时能够方便地选择适当的对策,故障原因的描述至少应由“一个名词+一个动词”组成,动词应尽量选择专业具体的动词,例如“轴承卡死”比“轴承工作不正常”要明确得多,以便在后续进行的故障树分析中很容易确定针对性的维修保养措施。

表1 自动扶梯重要部件故障模式和原因分析表
从表1 可以看出自动扶梯常见故障包括驱动主机故障、梯级链故障、导轨系统故障及扶手带故障,以各个功能结构分解其故障,进一步分析故障产生的位置及其原因,建立自动扶梯故障树如图2 所示。下面对驱动主机、梯级链、导轨系统、扶手带等关键部件进行详细的故障树分析。

图2 自动扶梯故障树
2.2 驱动主机故障树分析
驱动主机是自动扶梯的核心部件,由电动机、驱动链条、减速箱、主驱动轮和制动器等组成,分为立式主机、卧式主机等形式,如图3 所示。重载型扶梯驱动主机一般采用齿轮传动,而普通型扶梯驱动主机通常采用蜗轮蜗杆传动。自动扶梯驱动主机在重载、变载等严苛工况下长期运行,特别是在早晚高峰、换乘站点和火车站等重点时段和交通枢纽站点,基本处于满载或超载状态,风险点多,故障多且具有较大的危险性。因此,对驱动主机的故障诊断、维护和修理是确保自动扶梯可靠运行的重要环节。

图3 驱动主机一般结构
由于驱动主机的结构较为复杂,内部故障类型和成因多样,以各个功能结构分解其故障可以有效地分析故障产生的位置及其原因,可分为电动机故障、驱动链条故障、减速箱故障、蜗轮蜗杆故障、主驱动轮及带传动故障、整体故障以及制动器故障,建立驱动主机故障树如图4 所示。

图4 驱动主机故障树
如图4 所示,以驱动链条故障和电动机故障为例进行故障模式分析。
●2.2.1 驱动链条故障
驱动链由于需要传递整个自动扶梯运作的动力,其强度要求较高,也较容易出现故障。驱动链条的故障表现在驱动链条上下振动或严重跳出和驱动链断裂或失效。
1)上下振动或严重跳出是由于驱动链条过松和链轮严重磨损导致。
(1)链条过松主要是因为主机未按照需要移动以及驱动链条严重伸长超出许用范围:
①主机未按照需要移动:驱动主机应具有移动的能力,根据驱动链正常范围内的伸长做出相应的调整,来补偿伸长量。若不能按需移动则会导致故障发生。
②超出许用伸长:链条在使用中的伸长,主要是因销轴与轴套之间的磨损引起的。过度磨损会引起强度不足,还会导致与链轮的配合不良。
(2)链轮严重磨损也会使链条与链轮配合不良,引起振动,导致跳出。
2)驱动链断裂失效主要原因是驱动链质量低劣以及驱动链长期磨损严重。
(1)驱动链条中链板断裂多是制造质量低劣或长期工作疲劳造成的。
(2)驱动链条中销轴断裂大多因磨损严重截面变小导致链条承载能力不足引起。磨损严重、磨损速度过快也有可能是因为润滑不足或是链条长期负载过大引起:
①润滑不足:润滑不足会导致驱动链条与链轮摩擦过大,加速磨损,定期添加润滑油或是加装自动润滑装置可以大幅延长驱动链条的寿命。
②链条长期负载过大:驱动链条负载超出许用范围会导致原本的润滑液无法在其表面形成油膜,也会因为压力过大导致摩擦变大,磨损加快。
●2.2.2 电动机故障
电动机是驱动主机内部最核心的部件,其故障主要表现在电动机噪声或者摩擦较大、电动机振动过大、电动机烧坏以及自动扶梯逆行故障。
1)电动机噪声或者摩擦主要发生在电动机的轴承部分,在轴承的内圈、外圈、保持架等位置发生了磨损。
2)电动机振动主要是由于转子动不平衡或是电动机缺相导致:
(1)转子动不平衡:不平衡主要是因为转子-定子偏心导致,进一步是电动机制造、装配导致不平衡或是由于腐蚀、磨损、结垢、零件脱落等原因造成偏心。
(2)电动机缺相:电动机缺相运行时稳定性下降,振动增大。
3)电动机烧坏大多是因为电动机内部线圈短路或者长期超载:
(1)电动机内部线圈短路会导致短时间通过大量电流从而产生大量的热致使电动机烧坏。
(2)电动机过载运行会使得能量的转化效率下降,一部分电能因无法转变成机械能而变为热量,长期的过载运行会使得电动机的温度不断升高,最终导致电动机烧毁。
4)自动扶梯逆行故障也与电动机故障相关,虽然现在驱动主机以及安全保护装置都会配有制动器防止逆行产生,但电动机反转或是驱动力不足仍是导致自动扶梯逆行的根本因素之一。
(1)电动机反转一般是电网错相导致。
(2)电动机驱动力不足的原因分为电网断相、电网失压供电不足及严重超载:
①电网断相致使电动机无法稳定提供足够的动力而导致逆行。
②电网失压供电不足导致电动机动力不足,无法带动扶梯向上而导致逆行。
③严重超载则是负载过大超出了电动机能够提供的扭力,导致逆行。
2.3 梯级链故障树分析
梯级链故障可分为链条故障、梯级链张紧装置故障、润滑系统故障[17]。从各个功能结构可能出现的故障分析其故障产生的原因,建立故障树,如图5 所示,以梯级链链条和张紧装置故障为例进行故障模式分析。
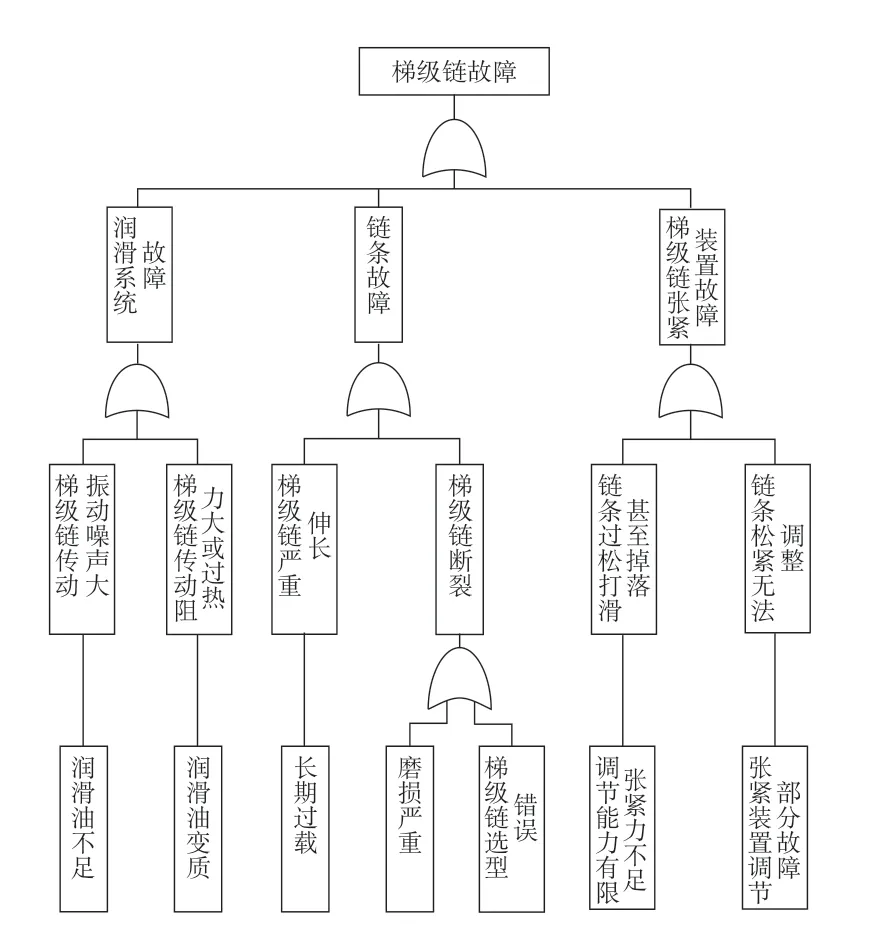
图5 梯级链故障树
梯级链链条故障主要表现为梯级链严重伸长以及梯级链断裂,具体故障原因分析如下:
1)梯级链链条严重伸长一般是长期过载并且没有及时更换导致。
2)梯级链链条断裂主要是因为链条磨损严重或是链条选型错误导致质量低下无法承受长期的工作载荷,主要有以下两方面原因:
(1)梯级链中链板断裂多是制造质量低劣或长期工作疲劳造成的。链条选型错误会导致其质量不能满足实际需求。
(2)梯级链中销轴断裂大多因磨损严重截面变小导致链条承载能力不足引起。磨损严重、磨损速度过快也有可能是因为润滑不足或是链条长期负载过大引起。
梯级链张紧装置故障一般表现为链条过松打滑甚至掉落以及链条松紧无法调整,具体故障原因分析如下:
1)链条过松主要是由于张紧装置的弹簧弹力不足、螺栓脱丝等问题导致调节能力有限,所提供的张紧力不足。
2)链条松紧无法调整是由于张紧装置的调节部分出现卡死、过紧等故障,无法实现其功能。
2.4 导轨系统故障树分析
自动扶梯导轨系统主、副轮导轨的轨迹称为梯路,是由工作导轨和返回导轨组成的供梯级运行的封闭循环导向系统。导轨故障可分为梯路故障、导轨故障、导轨支架故障,从各个功能结构可能出现的故障分析其故障产生的原因,建立故障树如图6 所示,以梯路故障和导轨故障为例进行故障模式分析。
梯路故障主要表现为梯级在梯路上运行不水平以及梯级跑偏。
1)梯级在梯路上运行不水平主要是因为主、副轮本身以及与导轨之间配合出现故障:
(1)因主、副轮故障而使梯级无法正常地在导轨上运行。
(2)导轨与主、副轮之间的配合出现了问题导致运行过程中不顺滑流畅而出现颠簸等问题。
2)梯级跑偏主要是因为导轨与主、副轮配合间隙过大,不能很好地约束梯级横向运动而导致其跑偏。
导轨故障主要表现为梯级在运行过程中与其他部件发生碰撞以及两导轨水平方向不平行。
1)梯级在运行过程中与其他部件发生碰撞主要是因为导轨半径大小及铺设位置的设计问题。
2)两导轨水平方向不平行是因为轨道铺设及安装不到位。
2.5 扶手带故障树分析
扶手带在扶梯运作时容易产生温度过高、噪声以及抖动等问题,主要原因是橡胶材质的扶手带安装偏移、倾斜、缝隙控制不当等,与扶手导轨、入口等部分发生摩擦,同时扶手滚轮的轴承故障也会产生噪声,建立故障树如图7 所示,以扶手带温度过高和扶手带有噪声为例进行故障模式分析。

图7 扶手带故障树
扶手带温度过高是由于扶手带与扶手导轨之间摩擦或是扶手带张力过大或者过小导致。
1)扶手带与扶手导轨摩擦主要是因为驱动轴出现偏斜或是导向装置接口不平滑。
(1)驱动轴偏斜会导致扶手带与扶手导轨存在偏移或倾斜,引起扶手带滑动层与导轨产生较大的摩擦。
(2)导向装置接口不平滑,一些凸起或毛刺也会与扶手带产生摩擦,同时也容易损坏扶手带,带来安全隐患。
2)扶手带张力过大或者过小主要是因扶手带选型错误而导致其质量不符合要求或是张紧装置故障无法正确调节扶手带张力大小。
扶手带有噪声一般是由扶手带在入口处产生摩擦或是扶手滚轮轴承损坏而产生的。
1)噪声因为扶手带外覆盖层橡胶摩擦产生:一般是因为扶手带在入口处安装偏斜或是入口不平滑导致入口处部件与扶手带外侧橡胶摩擦产生噪声。
2)轴承噪声:扶手滚轮轴承也是比较容易损坏的部件,轴承的磨损、老化、润滑不足等都会导致运行时产生噪声,轴承磨损还包括内圈磨损、外圈磨损、保持架磨损等。
3 自动扶梯关键部件危害度分析与RCM 技术研究
3.1 自动扶梯关键部件危害度分析
自动扶梯中各类装置数量繁多,对整个自动扶梯进行RCM 分析非常烦琐,且很多零部件没有必要实施RCM 分析。因此,在进行RCM 分析之前,需要对各零部件每一故障模式的严重程度和发生概率的综合影响进行量化分析,对设备关键部件的故障危害度进行评估,从而确定哪些零部件需要进行RCM 分析。自动扶梯零部件故障危害度CRi按式(1)计算:
式中:
n——零部件i出现的故障模式数量;
αij——零部件i以故障模式j发生故障的概率;
nj——零部件i第j种故障模式出现的次数;
ni——零部件i全部故障发生的总次数;
βij——零部件i以故障模式j发生故障导致其损伤的概率,即故障模式的严酷度,βij的取值与含义定义见表2;

表2 故障模式严酷度取值表
λi——零部件i的故障率;
Ni——零部件i在指定时间内的故障总次数;
Σt——零部件i在指定时间内的累积动作次数或工作时间。
以梯级链的故障危害度计算为例,对某公司近2年自动扶梯维修记录进行统计和整理,得到自动扶梯的系统故障统计,其中故障模式1 梯级链张力不均次数为2 次,故障模式2 梯级链断裂次数为4 次,故障模式3 梯级链跳出次数为4 次,故障总次数为10,由式(2)得,模式1 下,α1=1/5;模式2 下,α2=2/5;模式3 下,α3=2/5。模式1 下梯级链可能会发生损伤,取β1=0.5;模式2 下梯级链肯定发生损伤,取β2=1;模式3 下梯级链可能会发生损伤,取β3=0.5。
统计2 年内自动扶梯故障,取自动扶梯每天工作10 h,由式(3)得梯级链基本故障率:
由式(1)计算梯级链故障危害度:
按此过程可以依次计算出剩余零部件的危害度,得到零部件故障危害度见表3。

表3 自动扶梯主要部件故障危害度
由表3 可知设备故障危害度较高的机械部件是电动机、梯级链、轴承和制动器等部件,自动扶梯检验维修时应重点关注这些对象,部件的故障危害度大小可为部件的故障分析和检验维修提供参考。
3.2 基于RCM 的自动扶梯维护与检验技术研究
自动扶梯的维修与保养是指对使用中的自动扶梯进行日常性、周期性的检查、润滑、调整、测试,对于可能出现的症状和故障进行提前维护与检修,使自动扶梯不正常状态得以修正[18]。自动扶梯的检验是对生产和使用单位执行相关法规标准,落实安全责任,开展为保证和自主确认自动扶梯安全的相关工作质量情况的查证性检验[19]。做好自动扶梯维护与检验工作,可以强化使用单位的安全责任意识,督促使用单位严格执行规范标准,有效地降低自动扶梯的故障率,延长自动扶梯的使用寿命,延长大修修理周期。现有的自动扶梯维护与检验具有如下特点:
1)维修与保养专人负责制。指派专业人员负责维修保养,值班维修人员须坚守岗位,经常性检查各项系统运转情况,发现异常应暂停使用,及时排查。
2)维修保养周期制。维保人员定期(半月、季度、半年、年度)对主要安全装置和易耗损件进行1 次重点检查,进行必要的调整、维护和加油润滑。
3)维护与检验年检制。第三方检验机构每年对自动扶梯设备进行1 次定期检验,根据检验结果,修复或更换磨损严重的部件。使用单位应每3 到5 年对自动扶梯进行1 次大修,根据自动扶梯零部件损坏情况确定修理项目。
在自动扶梯功能与故障分析基础上,通过现场情况统计分析、专家评价、定量化模型等技术手段,对关键部件危害度进行分析计算,以维修停机风险最小化为宗旨优化系统的维修策略,指导优化现有自动扶梯检验周期、维修方式以及维修周期,制定对各种故障后果的预防性措施。表3 所列自动扶梯关键部件故障危害度,可以对检验、维保起到重要的指导作用,包括:
1)在检验过程中,需要重点关注设备危害度较高的梯级链、轴承、制动器等。对于梯级链的检验,优先关注梯级链磨损与润滑状态;对于制动器,优先关注制动距离;对于轴承,优先关注电动机、减速箱、驱动轮等部位。结合检验报告编制,增加对应的检验项,突出检验工作重点,使检验更有针对性。
2)在维修过程中,对设备危害度较高的电源、控制柜、制动器、超速保护装置、电动机、导轨等进行重点关注,依据统计数据制定维修计划,合理优化自动扶梯维修周期;对于设备危害度较高的关键部件,可以适度提高维保频次,例如,对于梯级链、制动器、轴承可以在现有维保周期基础上缩短到每周维保1 次;对于设备危害度较低的部件,可以适度降低维保频次,例如,对于蜗轮蜗杆、防逆转装置、照明系统等,将维保周期延长到每月维保1 次。
4 结论
本文在研究自动扶梯风险识别和可靠性分析现状基础上,结合自动扶梯维修与检验的特点,提出基于FMEA 的自动扶梯故障模式及故障原因分析方法,建立了自动扶梯驱动主机、梯级链、导轨系统、扶手带等关键部件的故障树模型,并根据统计数据对重要部件的故障危害度进行评估,为后续的RCM 分析打下基础,推动自动扶梯风险管控能力提升、智能监管水平提高、维修与检验的质量提升。
