碳/碳复合材料的致密化工艺综述
2024-04-17刘玉库周磊刘甲秋王维许崇煜陈英函
刘玉库 周磊 刘甲秋 王维 许崇煜 陈英函

摘 要 碳/碳(C/C)复合材料是新材料领域重点研究和开发的一类战略性高技术材料。随着C/C复合材料在多个应用领域的不断发展,与之相关的致密化工艺也在发展中逐步深化,多种致密化工艺的混合发展和应用也成为材料领域的研究热点。本文综述了C/C复合材料制备过程中所采用的致密化工艺,详细分析了液相浸渍法和化学气相渗透的工艺原理,并对各种致密化工艺的优缺点进行了对比,最后分析了现有致密化工艺存在的不足,并对C/C复合材料今后的发展做了展望。
关键词 碳/碳复合材料;致密化工艺;液相浸渍法;化学气相渗透
Review of Densification Technologies for Carbon/Carbon Composites
LIU Yuku, ZHOU Lei, LIU Jiaqiu, WANG Wei, XU Chongyu, CHEN Yinghan
(Harbin FRP Institute Co., Ltd., Harbin 150028)
ABSTRACT Carbon/carbon (C/C) composites are a kind of strategic high technology materials which are studied and developed in the field of new materials. With the continuous development and penetration of C/C composites in multiple application fields, the d densification technology related to it is also gradually deepened in the development. The mixed development and application of various densification technologies has also become a research hotspot in the field of materials. In this paper, the densification processes using in the process of preparing C/C composites was reviewed, theories of the liquid phase impregnation and chemical vapor infiltration were also analyzed in detail, the advantages and disadvantages of all kinds of densification technologies were compared. Finally, the defects of the existing densification technology are analyzed, we also forecast the tendency of C/C composites is prospected.
KEYWORDS carbon/carbon composites; densification technology; liquid phase impregnation; chemical vapor infiltration
通讯作者:刘玉库,男,工程师。研究方向为复合材料的成型与应用。E-mail: 294146849@qq.com
1 引言
C/C复合材料是由碳纤维或各种碳织物为增强体的碳基复合材料,全质碳结构使其既拥有纤维增强材料良好的力学性能同时兼具碳材料优异的高温性能,与其他结构材料不同的是,其力学性能随温度升高不降反升,是目前所知的在非氧化气氛中最为理想的高温结构材料[1]。C/C复合材料具有密度低、导热性好、耐高温、热膨胀系数低及耐摩擦性等一系列特点,使得其自1958年被美国CHANCE VOUGHT实验室偶然发现以来广受关注,目前已被广泛用于导弹鼻锥、火箭发动机的喷管喉衬、航天飞机的机翼前缘以及飞机刹车盘等军事、航空航天领域[2-4]。另外,由于其良好的生物相容性,也被用于人体外科医学领域,如人造骨骼等[5]。
C/C复合材料由增强体纤维和基体碳两种不同形态的碳组成,其制备工艺过程主要包括预制体的成型、致密化、高温石墨化、后期机械加工、抗氧化涂层等步骤,其中致密化工艺是制备C/C复合材料的关键工序,直接影响材料的整体性能。目前应用较为成熟的两种主要致密化工艺为液相浸渍法和化学气相沉积/渗透,但都存在制备周期长、能耗大、成本高的问题,极大的限制了C/C复合材料在国民经济中的广泛应用,因此缩短其制备周期,降低其制造成本成为该领域的重要研究方向之一。本文主要对碳/碳复合材料制备过程中现有的几种致密化工艺进行了分析和介绍。
2 液相浸渍法
液相浸渍工艺为目前制造C/C复合材料的较为主要的制备工艺,按照形成基体的浸渍物不同分为树脂浸渍和沥青浸渍。其制备过程为將碳纤维预制体浸入装有液态浸渍剂的浸渍罐中,通过真空加压使浸渍剂充分渗入预制体的孔隙中,再经过固化、碳化、机加工、石墨化等一系列工序的多次循环,最终得到理想密度的C/C复合材料,工艺过程如图1所示。
其中浸渍剂的选择应遵循以下原则:(1)具有较高的碳化率,减少循环次数;(2)粘度适宜,易于浸润碳纤维,并易于流入预制体孔隙;(3)碳化后可以形成开孔形裂缝或孔隙;(4)碳化过程中引起的收缩不能对预制体的结构造成破坏;(5)微观结构上有利于材料的性能;(6)符合以上条件,价格越便宜越好,降低成本。
碳化率较高的酚醛树脂是一种应用较为广泛的树脂浸渍剂。浸渍前,将酚醛树脂用有机溶剂稀释,降低其粘度,溶剂可在固化、碳化过程中挥发;一般液态酚醛树脂浸渍入预制体孔隙中,需要预固化,使树脂交联充分,交联产生的水分在碳化前排出;再将预固化的预制体置于碳化炉内,碳化温度约650 ℃~1100 ℃,碳化率50%~60%,且树脂碳化后会产生较大收缩;一般浸渍-碳化需经过5~6次,才能达到预制体致密的要求(1.7 g/cm3~1.8 g/cm3)。需要注意的是树脂碳因树脂的化学结构的重排困难,难于石墨化,生成的主要是各向同性的树脂碳。
沥青液态浸渍-碳化工艺与树脂有相似之处,但根据沥青的特性,不同的是沥青软化点低,需要先熔化后降低粘度,粘度较低更易浸渍,且含有较多的低分子量芳香族分子可以在压力下热解转化为碳,碳化后基体沥青碳易石墨化。液相浸渍工艺具有操作方法易于掌握,产品尺寸性较好,且可以同时处理多个试件的特点,不足是工艺过程复杂,且预制体结构容易被破坏。为了减少浸渍-碳化次数,提高浸渍碳化效率和改善复合材料的性能,一般采用真空压力浸渍工艺,形成了压力浸渍碳化工艺(PIC),并在此基础上发展了热等静压浸渍碳化工艺(HIPIC)。
2.1 压力浸渍碳化工艺(PIC)
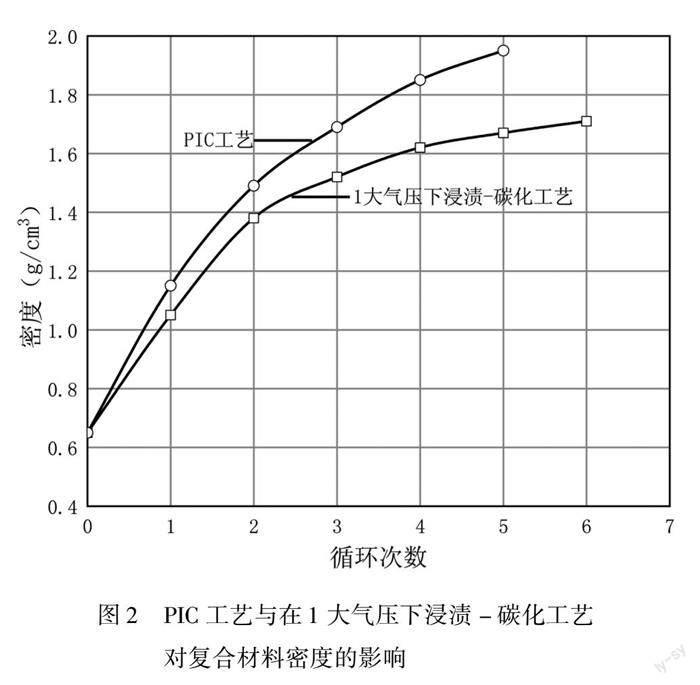
为达到快速增密的效果,减少浸渍循环次数,获得高效、低成本的C/C复合材料,国内外学者在不断进行新工艺的探索。K. Christ等\[6\]提出了高压浸渍的方法,可以制备出高密度的C/C复合材料。使用PIC工艺,在高压下浸渍3次的效果与常压下浸渍5次的效果相当,在一定程度上提高了浸渍-碳化效率,此工艺在沥青液态浸渍-碳化工艺中得到了广泛应用,不过同样需经历多次PIC工艺使C/C复合材料致密化。PIC工艺与在1大气压下浸渍-碳化工艺复合材料的密度对比如图2所示。
2.2 热等静压浸渍碳化工艺(HIPIC)
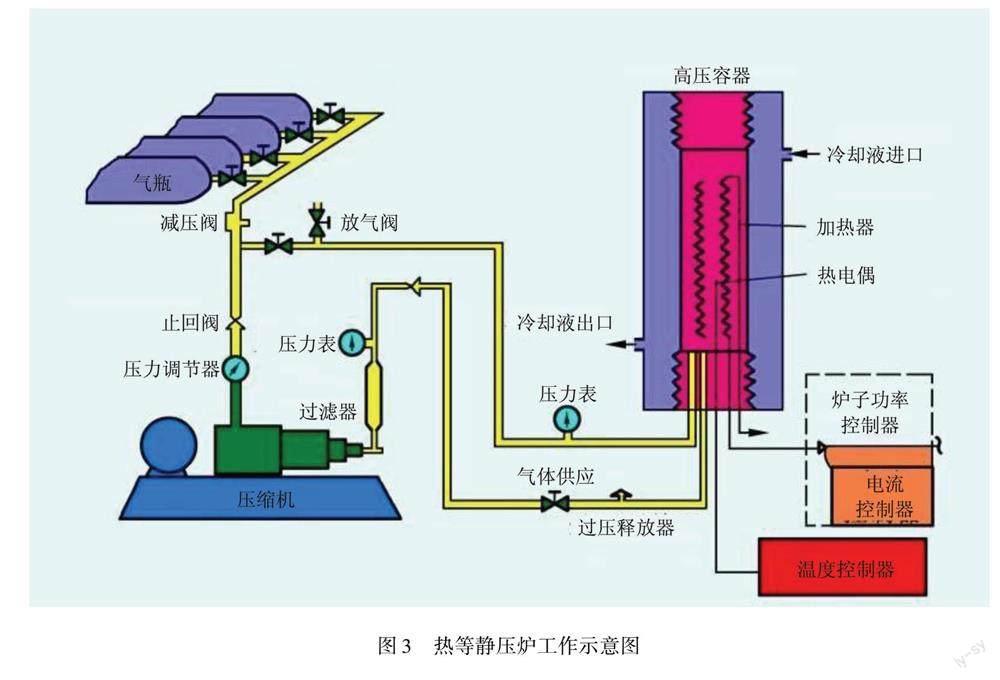
随着C/C复合材料致密化工艺的不断发展,进一步衍生出现HIPIC工艺,即在等静压炉中进行PIC工艺,这种工艺能够进一步的减少浸渍-碳化次数,并能够获得高致密性、性能优良的沥青碳基体的C/C复合材料[7]。该工艺可以避免热解产生的气体将孔隙内的沥青挤出,有效提高了致密化效果。相关文献报道使用HIPIC工艺经过4次浸渍-碳化后复合材料的密度可以达到1.6 g/cm3~1.7 g/cm3,适当提高压力(1 MPa~10 MPa)可以进一步增加密度[8]。HIPIC工艺所使用的热等静压炉工作示意图如图3所示。
3 化学气相渗透(CVI)工艺
CVI工艺是化学气相沉积(CVD)工艺的一种延伸,是制备热结构复合材料的理想工艺。其制备过程是将碳纤维预制体放入专用的气相沉积炉中,加热至一定的温度,再通入烃类气体如甲烷、丙烷、乙烯、丙烯和乙炔等低分子量的碳氢化合物做为前驱体,在高温作用下热解后产生碳的沉积在预制体孔隙内的碳纤维表面,经过不断沉积增厚,从而达到致密化效果。CVI工艺过程如下:(1)前驱体经层流渗透进预制体孔隙(开孔),并向沉积基体边界层扩散;(2)沉积基体表面吸附碳氢气体并发生热解反应;(3)反应生成的固态碳沉积在沉积基体表面;(4)反应所产生的气体H2在沉积衬底解吸附,并沿邊界层区域向孔隙开口处扩散;(5)反应所生成的气体排出反应器。CVI工艺具有反应温度低,对预制体损伤小,制品石墨化程度高等优点,其工作原理如图4所示。
采用传统的等温等压CVI工艺制备C/C复合材料过程中,工艺原理如图5(a)所示,由于无法很好的控制气体扩散速率与气体在碳纤维表面反应速率的关系,使得预制体在致密化过程中大多会产生表面结壳的现象,从而阻碍沉积,需要多次中断沉积过程,中间加入高温热处理工序打开堵塞的孔隙入口,并加入机加工工序除去表面壳层,从而导致能耗较高,使得成本进一步增加,还造成了材料的浪费。在材料的制备过程中,为了避免在预制体内形成闭孔现象,必须控制气体在预制体表面的反应速率远低于气体的扩散速率,这样才能保证随着时间的变化预制体孔隙在厚度方向由内至外的逐步被沉积碳所填充。由此结合反应动力学原理,只能由反应温度和气体扩散速度来控制,如温度控制的较低,则反应速度会很慢,使得沉积时间较长;若提高反应温度,让沉积由加快气体扩散速率来控制,则预制体表面反应剧烈,在厚度方向会很容易形成密度梯度,就会造成表面结壳现象,需要不断地加入机加工工序来打开孔隙以进一步增密。因此等温CVI的典型不足就是制备周期长,一般需要600 h~2000 h,导致生产效率较低,且前驱体的利用率仅为0.5 %~1.5 %。
国内外学者为了实现CVI工艺在C/C复合材料制备中达到快速致密的效果,在传统等温CVI工艺的基础上开展了大量的研究工作,主要提出了压力梯度法、温度梯度法、脉冲法和等离子辅助法等工艺理论,进而开发出了快速定向流动CVI工艺、强制流动热梯度CVI工艺、感应加热热梯度CVI工艺、直热式CVI工艺、多元耦合物理场CVI工艺及液相气化CVI工艺等,并逐步应用于各种类型的C/C复合材料制造领域。
3.1 压力梯度CVI工艺
压力梯度工艺是对等温等压工艺的改进,是利用反应气体通过预制体时的强制流动,预制体对流动气体产生阻力,在预制体上下、内外形成压力梯度,工艺原理如图5(b)所示。其工艺特点是:(1)随着反应气体压力的增加,扩散速度和反应速率增加,沉积速度加快;(2)由于气体流动加快,孔隙的开口端不易封闭;(3)随着孔隙中沉积碳的不断沉积填充,预制体上下、内外的压力梯度增大,进一步提高了反应和沉积速度。但由于需要在预制体的上下、内外形成压力差,因此会造成以下不足:(1)预制体上下、内外的沉积速度控制困难,造成C/C复合材料内部密度的不均匀;(2)不同形状的预制体不能同一炉生产,一般为单件生产;(3)与等温工艺相同,也会产生表面封孔现象,同样需要多次移出炉外进行机加工。因此,压力梯度工艺虽沉积速度比等温工艺快,但应用没有等温工艺广泛,多用于大型单件C/C复合材料制备,特别适用于沉积筒状件。
3.2 温度梯度CVI工艺
温度梯度(热梯度)工艺是利用预制体内发热体形成预制体内外温度梯度(一般是内侧温度高于外侧),造成反应气体在内、外侧的扩散及沉积速度不同,沉积由内向外逐渐推移,直至致密,工艺原理如图5(c)所示。此法能一定程度解决表面结壳现象,沉积速率比等温工艺快一倍。但随着沉积过程的进行,由于芯部密度增加,辐射到外表面的热量增多,热梯度减小,导致制品密度和组织结构不均匀,且不同形状的预制体不能同一炉生产,一般为单件生产。
快速定向流动CVI工艺属于温度梯度工艺的一种,该工艺利用在预制体中心加入石墨发热体,在预制体内形成径向温度梯度,并在快速定向扩散装置的作用下,反应气体从预制体温度较低的一侧流入,以较快的速度扩散到温度较高的一侧并发生反应,由于温度对反应速率影响较大,前驱体在到达热区之前几乎不发生沉积,使得沉积区域较窄,随着沉积的进行,预制体的孔隙由高温区向低温区逐步被沉积碳填满,并越来越致密,内部温度逐渐通过致密的沉积带传递,使得高温区逐渐外移,从而沉积过程得以持续进行,整个过程沉积顺序为由内而外,使得前驱体进入预制体热解區域的孔隙一直保持畅通,从而避免了材料内部闭孔现象的发生[9]。罗瑞盈等[10]采用此工艺,经200 h~300 h的沉积过程,就可以使得一件较大尺寸的C/C复合材料产品的密度达到1.70 g/cm3~1.80 g/cm3,并可以进一步增密至1.85 g/cm3,且沉积过程中始终不需要进行机加工处理,沉积时间比传统的等温CVI工艺缩短了3~5倍,且节约了材料。
3.3 强制流动热梯度CVI工艺
1984年,美国橡树岭国家实验室的Lackey教授发展了强制流动热梯度CVI工艺(FCVI),该工艺结合了压力梯度工艺和温度梯度工艺的优点来加强沉积,沉积效率较高,密度均匀,是成型较厚制件的理想工艺,其工艺装置如图6所示。在制备C/C复合材料的过程中,在预制体的上下端面形成压力梯度,并将预制体的上端面加热,下端面冷却,前驱体在压力梯度的推动下由下向上扩散,热解碳的沉积则由高温端向低温端逐步推进完成致密化。过程中由于预制体内温度梯度方向与浓度梯度方向相反,因此需要控制温度梯度与浓度梯度的关系,使其平衡热端因为高温和冷端因为高浓度而产生的沉积差异,从而得到密度均匀的制品。据报道,采用此工艺可在短时间内(几小时至几十小时)实现材料的致密化,并且过程中不需要机加工。其局限性在于对预制体的形状要求较高,无法成型异形件,且一次只能沉积一件制品。
图6 强制流动热梯度CVI工艺装置图
以FCVI为基础,张守阳等[11]提出了限域变温强制流动CVI工艺。该工艺以增加对预制体实行指定区域逐级温度控制的方式,从而在FCVI的基础上进一步地控制了致密化过程。采用此工艺可在80 h~100 h内制备出密度为1.7 g/cm3的C/C复合材料。为克服FCVI中先驱体在高温端优先沉积而产生气阻的弊端,陈强等[12]在其基础上提出了脉冲FCVI工艺。该工艺通过安装脉冲电磁阀使气体的流动方式变为脉冲流动,周期性改变试件背压,进而促进了前驱体对预制体内部的渗透沉积效果,采用该工艺经100 h致密化处理,可使C/C复合材料增密至1.7 g/cm3。
3.4 感应加热热梯度CVI工艺
由Golecki等提出的快速致密化的感应加热热梯度CVI工艺,以低分子碳源气体为前驱体,通过装置产生高频电磁场对石墨加热体进行感应加热,从而沿预制体的横截面形成温度梯度,前驱体进入预制体孔隙温度较高的区域反应生成热解碳。随着预制体增密区域自身导电性能的改善,使沉积区域胚体感生涡流自热,致密化过程由高温区域向低温区域逐渐推进,从而达到致密化效果。采用该工艺,仅一个周期(26 h~50 h),就可使初始密度为0.4 g/cm3~0.6 g/cm3的预制体增密至1.79 g/cm3,前驱体的沉积效率为20%~30%,且热解碳的主要结构为粗糙层。
3.5 直热式CVI工艺
北京理工大学朱时珍等[13]制备C/C复合材料所采用的自加热气相沉积(SHCVI)技术就属于直热式CVI工艺的一种,相较于传统的温度梯度CVI工艺而言,直热式CVI工艺的特别之处在于其是通过对预制体直接通电加热,再利用预制体外部比内部散热快的特点,从而使胚体形成一个内高外低的温度梯度。反应气体从胚体的外表面向芯部流动,首先在内部高温区域沉积,因此避免了胚体表面结壳现象的发生。随着致密化进程的推进,沉积面随着高温区逐渐向外延伸,直至完成整个预制体的致密化沉积。这样与其他快速CVI工艺相比,除了避免表面堵孔之外,还具有以下优点:沉积是由预制体中心沿各个方向至表层沉积的,而一般等温CVI工艺则是沿一个方向沉积的;另外,在电磁耦合所产生的交变磁场环境下,碳氢气体和中间产物碰撞几率增多,进而提高了沉积效率。通过采用直热式CVI工艺,罗瑞盈[14]制备的密度为1.71 g/cm3的C/C复合材料,沉积过程仅需80 h,制品的弯曲强度为101.3 MPa,弯曲模量为28.0 GPa,该实验装置图如图7所示。
3.6 多元耦合物理场CVI工艺
2006年由中南大学谢志勇等\[15\]结合了热梯度法和直热法的优点开发了多元耦合物理场CVI工艺,该工艺通过内设导电发热层的方式,使预制体内前驱体物理场多元耦合,进而提高了致密化效率。相关文献报道,以石油液化气为前驱体,经20 h的致密化过程可使制件密度达到1.71 g/cm3,并且所制备的热解碳基体具有多种织构。该工艺升降温速度快,炭源气体要求低,可一次性完成致密化,特别适合于片状预制体,是一种很有前途的低成本快速CVI技术,但单炉样品数量有限。
3.7 化学液气相CVI(CLVI)工艺
CLVI工艺是20世纪80年代中期首先由法国科学家提出的,开拓了制备C/C复合材料的新思路,被认为是C/C复合材料制造工业的一次革命,并迅速得到重视。CLVI工艺是将预制体浸泡在液态烃前驱体(环己烷、煤油等)中,通过加热使预制体孔隙中的液态前驱体气化、裂解沉积,而不是直接由气相扩散渗透后裂解沉积。与传统CVI工艺以扩散传质为主不同的是,该工艺以流动传输为反应物的主要传输方式,进一步的提高了热解碳的沉积效率。据报道,美、法等国采用该工艺生产的C/C刹车片效率提高100倍以上,是目前C/C复合材料致密化工艺效率最高,成本最低的一种,CLVI工艺实验装置示意图如图8所示。
张晓虎[16]等采用CLVI技术以尺寸为160 mm×80 mm×10 mm的环形碳毡制件为预制体,将试件增密至1.74 g/cm3,只用了3 h。为克服CLVI方法中胚体外部温度较低、沉积不同步等问题,王继平等进一步推出了CLVI双热源加热法。采用该方法,使预制体密度达到1.72 g/cm3,沉积时间仅需3 h。
4 结语
(1)近年来,我国C/C复合材料的发展取得了长足的进步和瞩目的成绩,但仍存在一些关键技术及应用领域尚待突破。C/C复合材料制备过程中的核心技术是增密,而增密的核心在于致密化工艺的选择。现有研制开发的C/C复合材料的快速致密化工艺虽然在一定程度上解决了传统致密化工艺存在的制备周期长、前驱体利用率低、能耗高等问题。
(2)目前各种快速致密化工艺依然存在诸多不足,例如快速定向致密化过程中预制体沉积速度控制困难易产生密度差异;感应加热热梯度CVI工艺需要根据预制体的形状定制感应器,且对预制体的导电性能要求较高,因而限制了其廣泛应用;FCVI工艺结构复杂,无法进行多件同时致密化,且试件易变形,单位能耗高;CLVI工艺难以沉积复杂形状的预制体,无论感应加热还是电加热均必须有较大电功率的设备,且沉积过程中处于高温暴沸状态下的液体先驱体具有一定的安全隐患,同时制备多个预制件时存在“气封”效应,实现产业化生产较为困难。
在制备C/C复合材料的过程中,可以考虑多种致密化工艺并用的方式,以达到缩短制备周期,降低生产成本的目的,从而优劣互补,推进C/C复合材料制备工艺的进一步发展。相信随着生产技术的不断革新,原材料和工艺成本的不断降低,C/C复合材料的产量将进一步扩大,并迎来无限广阔的应用前景。
参 考 文 献
[1]罗瑞盈, 向巧, 李进松,等. 先进碳/碳复合飞机刹车材料关键技术研究和应用进展[J]. 航空制造技术,2010(1):356-58.
[2]Luo R, Tao L, Li J, et al. Thermophysical properties of carbon/carbon composites and physical mechanism of thermal expansion and thermal conductivity[J]. Carbon,2004,42(14):2887-2895.
[3]付青峰, 杨细莲, 刘克明. 航空发动机高温材料的研究现状及展望[J]. 热处理技术与装备, 2018,39(3):69-73.
[4]Albano M, Alifanov O M, Budnik S A, et al. Carbon/carbon high thickness shell for advanced space vehicles[J]. International Journal of Heat and Mass Transfer, 2019,128:613-622.
[5]侯向辉, 陈强, 喻春红,等. 碳/碳复合材料的生物相容性及生物应用[J]. 功能材料,2000(05):460-463.
[6]Christ K, Huttinger K J. Carbon-fiber-reinforced carbon composites fabricated with mesophase pitch[J].Carbon,1993, 31(5):731-750.
[7]SHARMA S, PATEL R H. Processing and characterization of robust carbon-carbon composites from inexpensive petroleum pitch without re-impregnation process[J]. Composites Part B: Engineering,2019,174:106943.
[8]李贺军, 史小红, 沈庆凉,等. 国内C/C复合材料研究进展[J]. 中国有色金属学报, 2019,29(9):2142-2154.
[9]毕燕洪, 罗瑞盈, 章劲草. 炭/炭复合材料快速制备工艺研究进展[J]. 航空精密制造技术,2008(05):32-35.
[10]罗瑞盈, 李贺军. 一种快速制备高性能碳/碳复合材料的新技术[J]. 西北工业大学学报, 1995,13(04):636-638.
[11]张守阳, 李贺军, 孙军. 限域变温强制流动CVI工艺制备C/C复合材料的组织及力学性能特点研究[J]. 炭素技术,2001(04):15-18.
[12]陈强, 李贺军, 张守阳,等. 脉冲FCVI制备炭/炭复合材料的微观结构及力学性能[J]. 新型炭材料, 2006,21(2):132-138.
[13]朱时珍, 杨勇, 于晓东. 快速化学气相渗积制备碳/碳复合材料的工艺研究[J]. 材料科学与工程学报, 2003,21(03):342-345.
[14]Luo R. Fabrication of carbon/carbon composites by an electrified preform heating CVI method[J]. Carbon,2002,40(11):1957-1963.
[15]谢志勇, 黄启忠, 梁逸曾,等. CVI炭/炭复合材料微观结构和生长模型[J]. 中国有色金属学报, 2007,17(7):1096-1100.
[16]张晓虎, 马伯信, 霍肖旭. 化学液相热梯度致密C/C技术探索[J]. 宇航材料工艺, 2002,32(3):22-26.
