基于响应面法的废口罩纤维改性沥青制备工艺研究
2024-04-15杜思怡聂忆华张广进李心怡杜泓毅
杜思怡,聂忆华,张广进,李心怡,杜泓毅
(湖南科技大学 土木工程学院,湖南 湘潭 411201)
聚丙烯(PP)是医用外科口罩中的一种成分,由于其具有优良的耐热性、稳定的物理化学性能、低廉的价格等优势,在医用口罩生产中得到了广泛的应用[1]。随着2020 年初全球新冠疫情的爆发,医用口罩生产使用量剧增,全面普及使用,产生了大量的致废弃口罩。环保组织Oceans Asia 公布的一份报告显示[2],2020 年世界上至少有16 亿个口罩流入海洋,而大量被遗弃于环境中的废弃口罩要经过400~500 a 才能被降解,因废弃口罩材料在分解过程中会产生更小的微塑料颗粒,微塑料侵入动植物栖息地后,不仅会污染生物生存环境,还会通过食物链进入人体内,最终影响人类健康和整个生态系统,故寻找妥善回收和处置废旧口罩的方法刻不容缓。
Kilmartin-Lynch 等人[3]首先在混凝土中引入医用口罩,研究发现掺加少量的一次性医用口罩可以提高混凝土的力学性能。马立纲等[4]把一次性医用口罩作为沥青的改性剂,其主要化学成分为聚丙烯材料,能改善沥青的刚度与弹性,提高其高温抗变形能力并延缓老化。程培峰等人[5]选择正交试验设计等方法对MBF改性沥青的最佳制备工艺和特性进行了探索研究,发现废旧口罩熔喷布处理后可有效提高沥青的高温抗变形能力。
响应面法将实验设计与数学模型相结合,以寻求最可解性的优化方法,已被广泛应用于各个领域[6-8]。响应面法克服了正交实验无法准确确定各因素最优值这一难题,且能在短时间内对海量数据进行高效而准确的处理,并能通过3D 图将处理结果表达出来[9-11]。本文采用响应面法设计试验,构建响应面模型,以剪切时间、剪切速率、剪切温度为响应变量,废口罩纤维改性沥青软化点、延度、针入度3 项指标为响应值。通过响应面模型分析各种因素对性能的影响,得到最佳制备工艺。基于沥青三大指标试验,对最佳制备工艺下的废口罩纤维改性沥青进行性能评价。
1 试验材料和方法
1.1 基质沥青
沥青选用70 号基质沥青,基本性能试验参照《公路工程沥青及沥青混合料试验规程》(JTG E20—2011)进行测试,其技术指标见表1。

表1 70A 基质沥青主要技术指标
1.2 废口罩纤维的加工及改性沥青的制备
首先对回收的废旧口罩放入乙醇消毒液中进行浸泡消毒,待消毒结束后,去掉口罩鼻夹、耳带,人工将剩余主体部分剪裁至直径5 mm 的碎片备用;其次,把基质沥青放入150 ℃烘箱中加热,使其达到熔融状态;然后,在熔融基质沥青中加入口罩碎片进行人工搅拌;最后,将初步搅拌的废口罩与沥青混合液放置在具有保温功能的电热板上进行高速剪切,经过一定时间,完成废口罩纤维改性沥青的制备,静置半小时后用于其它性能试验。加工制备流程见图1。
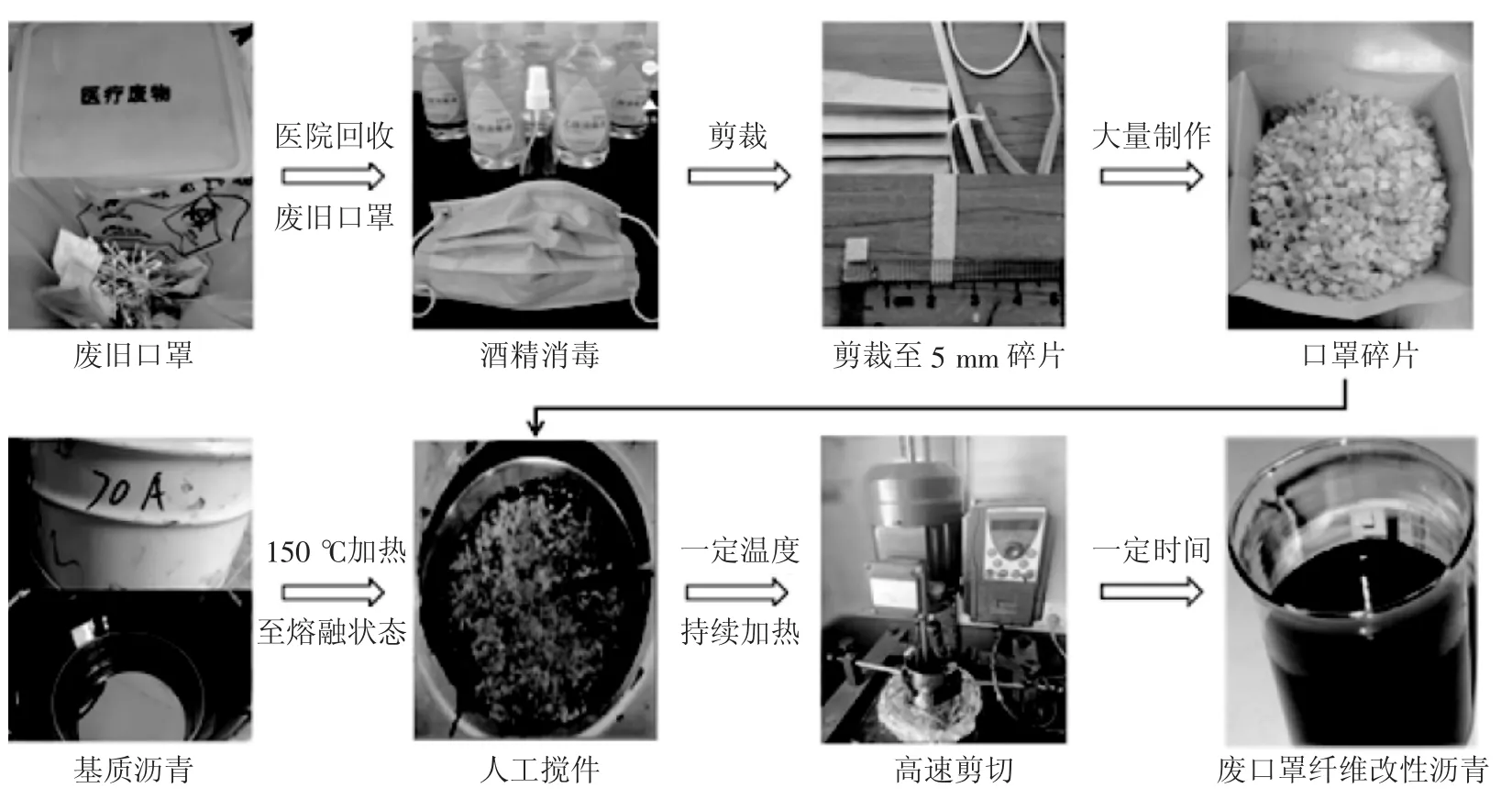
图1 废口罩纤维改性沥青制备工艺
1.3 试验仪器及方法
软化点仪采用2SYD-806E 型,针入度仪采用SYD-2801E 型,延度仪采用SYD-4508C 型。
本论文采用响应面法中的分析软件Design-Expert 13、Box-Behnken 设计方法得到废口罩纤维改性沥青的最佳制备工艺。最后对最佳制备工艺下得到的改性沥青进行软化点、针入度、延度3 大指标性能试验。
2 试验结果及分析
2.1 响应面法试验设计及结果
本文根据响应面法中Box-Behnken 设计方法,采用分析软件Design-Expert 13,对废口罩纤维改性沥青进行试验设计。选用改性沥青制备工艺中的剪切时间、剪切速率、剪切温度作为响应变量,设计了3 因素3 水平优化试验,选取软化点、延度、针入度作为响应值,建立数学回归模型。
设计3 水平3 因素试验,一共17 组,其中对中间值重复试验5 次。根据沥青软化点可以得到废口罩纤维对沥青高温稳定性能的影响,根据针入度可以得到废口罩纤维对沥青粘滞性的影响,根据延度可以得到废口罩纤维对沥青塑性的影响。响应面Box-Behnken优化试验设计与结果见表2。

表2 响应面Box-Behnken 优化试验设计与结果
2.2 响应值
2.2.1 回归模型的方差分析
根据表2 的数据进行多元回归分析,以A(剪切时间)、B(剪切速率)和C(剪切温度)为响应面变量,通过软件Design-Expert 13 建立软化点、延度、针入度的响应面模型分别为方程式(1)、(2)、(3):
软化点、延度、针入度的回归模型方差分析结果见表3,模型项的显著性由P 值决定,如果P 值小于0.05,则意味着模型项对响应有重大影响[10]。

表3 软化点、延度、针入度为响应值的回归模型方差分析表
由表3 可知:数学模型(1)(2)(3)的F 值分别为65.93、33.97、168.01,显著性均高(P<0.000 1),表明试验所采取的模型可信度较好,具有统计学意义,在试验所取的水平范围内,各因素的P 值均小于0.05,表明剪切时间、剪切速率、剪切温度对软化点、延度、针入度均具有显著性影响,其显著性顺序为:剪切时间>剪切速率>剪切温度;失拟误差P 值分别为0.129 5、0.067 3、0.051 均大于0.05,对模式是有利的,无失拟因素存在。图2 给出了响应面模型预测值与实测值的分布情况,可见,实测值分布在模型预测直线的两侧,偏离均较小,表明这三个模型均能很好反映出实测值和预测值的关系。

图2 响应面模型预测值与实测值的分布情况
2 各因素交互作用分析
图3~图5 给出了软化点、延度和针入度随各因素变化的响应曲面图。等高线为响应曲面图在水平面上的投影,当响应曲面图拟合曲面坡度越大、等高线越密集时,该因素对这一指标的影响越明显[8-11]。
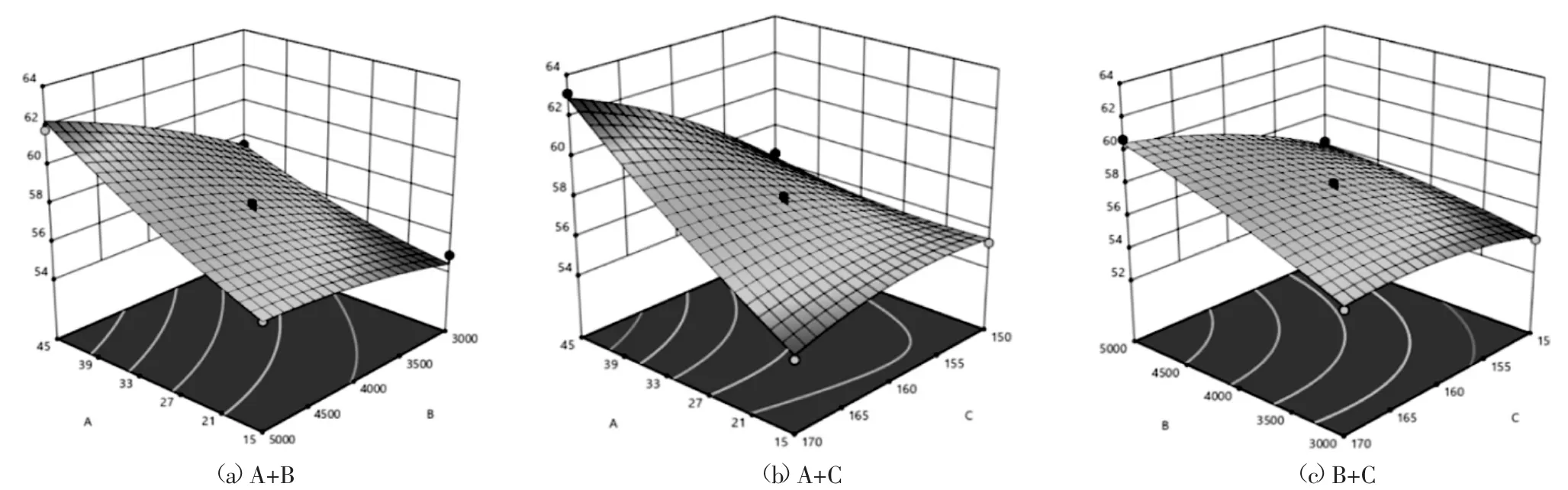
图3 三种工艺因素对软化点的响应面图
图3(a)的拟合曲面坡度较陡峭,等高线密集(等高距为2 ℃)说明A(剪切时间)和B(剪切速率)的交互作用对沥青的软化点影响明显。在C(剪切温度)为160 ℃时,软化点随A(剪切时间)和B(剪切速率)的增加而升高,其中A(剪切时间)对软化点的影响较为显著。图3(b)的拟合曲面坡度陡峭,等高线密集(等高距为2 ℃)说明A(剪切时间)和C(剪切温度)的交互作用率对沥青软化点的影响明显。在剪切速率为4 000 r/min,且当A(剪切时间)和C(剪切温度)取最大值时,沥青软化点可以取得最大值。图3(c)的拟合曲面坡度较平缓,等高线稀疏(等高距为1 ℃),说明B(剪切速率)和C(剪切温度)的交互作用对沥青软化点的结果影响较小,软化点随剪切速率的增加而升高。
综上,软化点响应曲面3D 模型的分析结论与回归模型(1)中方差分析结论一致。剪切时间对软化点的影响最大,剪切速率和剪切温度对软化点的影响次之,3 因素的增大对软化点都有积极作用。
图4(a)的拟合曲面坡度较陡峭,等高线较密集,说明A(剪切时间)和B(剪切速率)的交互作用对延度影响较明显。当C(剪切温度)为160 ℃时,延度随着A(剪切时间)和B(剪切速率)的增加而减小,A(剪切时间)15~45 min 范围对延度影响更明显。图4(b)的拟合曲面坡度陡峭,等高线密集,说明A(剪切时间)和C(剪切温度)的交互作用对沥青延度影响明显。当B(剪切速率)为4 000 r/min 时,延度随C(剪切温度)和A(剪切时间)的增加而减小,其中A(剪切时间)对延度的影响更为显著。图4(c)的拟合曲面坡度相对平缓,等高线较稀疏,说明B(剪切速率)和C(剪切温度)的交互作用对延度的结果影响较小,延度随着B(剪切速率)和C(剪切温度)的增加而减小,其中B(剪切速率)对沥青延度影响较为显著。

图4 三种工艺因素对延度的响应面图
综上,延度响应曲面3D 模型的分析结论与回归模型(2)分析结论一致。沥青延度对3 因素都具有明显的响应,其中剪切时间对沥青延度的影响显著,在本试验的范围内沥青延度随各因素的增加而减小。
图5(a)的拟合曲面坡度陡峭,等高线密集,说明A(剪切时间)和B(剪切速率)的交互作用对针入度的影响明显。当C(剪切温度)为160 ℃时,随着A(剪切时间)和B(剪切速率)的增加,针入度都有减小的趋势,且A(剪切时间)15~45 min 范围对延度影响更明显。图5(b)的拟合曲面坡度较陡峭等高线较密集,说明A(剪切时间)和C(剪切温度)的交互作用对针入度的影响较明显。当B(剪切速率)为4 000 r/min,A(剪切时间)较长时,随着C(剪切温度)的增加,针入度有减小的趋势,而当A(剪切时间)较小时,随着C(剪切温度)的增加,针入度有先减小后增加的趋势。当C(剪切温度)固定时,随A(剪切时间)的增加,针入度有下降的趋势,且较为明显。图5(c)的拟合曲面坡度较为平缓,等高线较稀疏,说明B(剪切速率)和C(剪切温度)的交互作用对针入度的影响较小。当A(剪切时间)为30 min 时,B(剪切速率)较大时,随C(剪切温度)的增加,针入度有减小的趋势,B(剪切速率)较小时,针入度随C(剪切温度)的增加先减小后增加的趋势。当C(剪切温度)固定时,随B(剪切速率)的增加,针入度有减小的趋势。

图5 三种工艺因素对针入度的响应面图
综上,针入度响应曲面3D 模型的分析结论与回归模型(3)分析结论一致。三因素中,针入度对剪切时间最敏感,其次是剪切速率。
2.3 综合预测及验证
2.3.1 综合预测结果
沥青软化点的高低能反映沥青高温稳定性能的好坏,为了可以较好的确保沥青路面在高温时期反复承受交通荷载时,不会出现诸如打滑,车辙,拥包等问题,沥青路面应具有良好的高温稳定性能,软化点应尽可能高。本研究设置软化点最大值为最优目标,具体约束条件见表4。

表4 综合预测的约束条件表
通过响应面优化分析软件得到废口罩纤维改性沥青的最佳制备工艺为:剪切时间45 min、剪切速率4 145 r/min、剪切温度167 ℃;预测在最佳制备工艺下,改性沥青软化点为62.7 ℃、延度为5.6 cm、针入度为28.2(0.1 mm),预测结果的合意性为0.958。
2.3.2 预测结果试验验证
在口罩掺量为3% 时,按预测的最佳制备工艺组合对基质沥青进行改性,开展软化点试验、15 ℃延度试验和25 ℃针入度试验,结果见表5。由表5 可知,总体上预测模型与实测值差值很小、基本一致,可用来预测废口罩纤维改性沥青最佳制备工艺组合。同时研究发现废口罩纤维对基质沥青软化点有明显作用,符合本研究目标要求。
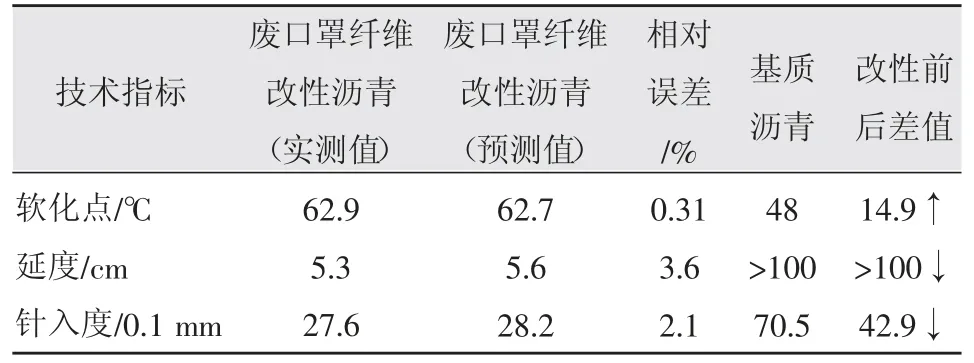
表5 实测值与预测值验证结果
由表5 可知,在最佳制备工艺和掺量下,废口罩纤维改性沥青的软化点明显升高,表明高温性能增加;延度和针入度下降,表明稠度增加塑性下降,试验结论与文献[4,5]具有一致性。
3 结论
3.1 建立了软化点、延度、针入度的响应面模型,分析得到选定范围内剪切时间、剪切速率、剪切温度的升高均能提高基质沥青软化点,显著性顺序为:剪切时间>剪切速率>剪切温度,且剪切时间和剪切速率的交互作用对废口罩纤维改性沥青的软化点影响最显著。
3.2 响应面模型预测得到废口罩纤维改性沥青最佳制备工艺为剪切时间45 min、剪切速率4 145 r/min、剪切温度167 ℃。经过试验验证,预测值和实测值相对误差低,模型有效。废口罩纤维改性沥青较基质沥青的软化点显著升高,延度和针入度下降。
