包装线中盒机原理及故障分析
2024-04-14薛永强安小康李昊晟
薛永强 安小康 李昊晟


摘要:在疫苗包装生产线中,装盒机为生产线中必不可少的组成设备。鉴于此,首先对Syntegon公司所生产的CAR-T5中盒机的基本工作原理进行说明,其次对中盒机常见故障进行逐一分析,阐明了生产过程中影响设备正常运行的常见故障,着眼故障源头以最有效的方法去解决,从而使设备正常运行,保障生产任务圆满完成。
关键词:中盒机;工作原理;常见故障;故障原因
中图分类号:TQ460.5 文献标志码:A 文章编号:1671-0797(2024)07-0077-03
DOI:10.19514/j.cnki.cn32-1628/tm.2024.07.020
0 引言
兰州生物制品研究所有限责任公司是一家历史悠久的生物制剂研发生产企业,是我国生物制品行业的标杆。生物制品的产品形式包含西林瓶、安瓿瓶、“伴侣装”(一水一苗)、预充针等多种方式[1],笔者在兰州生物制品研究所有限责任公司工作多年,主要从事疫苗包装生产线设备的维修、保养、管理等工作。
本文主要以包装生产线中德国Syntegon公司所生产的CAR-T5中盒机为研究对象,对其基本运行原理及常见故障维修进行分析,为中盒机的维修工作提供可靠思路。
1 运行原理
CAR-T5中盒机的主要组成部分为进料机构、下中盒机构、推小盒入盒机构、盖盒封胶机构、出料机构等。其进料部分视图如图1所示。
装盒部分视图如图2所示。
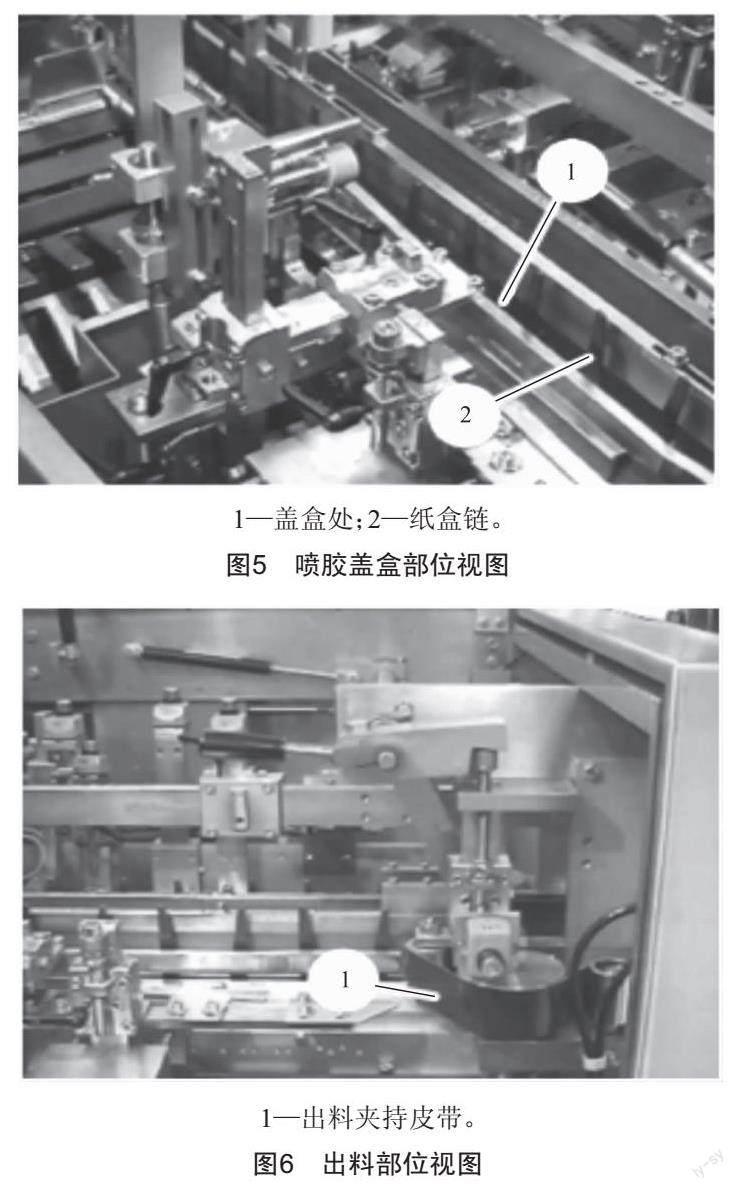
中盒机主要是将小盒以十盒为一组的包装方式装入中盒。其基本运作原理是通过伺服电机所控制的机械手臂将小盒以五盒一组、上下两层的关系先垒叠入料仓,再由传动料仓将小盒送到推盒处,与此同时下中盒机构通过气嘴将中盒吸下来,通过吸单侧中盒面及相应模具完成开盒动作,使中盒撑开进入纸盒链条,料仓和纸盒链由同一台步进电机所控制并同步运行。在推盒处由凸轮及接近开关所控制的推杆将十个小盒推入中盒,纸盒链将中盒运送至喷胶处完成喷胶、盖盒动作。最后,通过两条夹持传送带将包装完成的中盒送出设备,完成一次包装过程。
其进料部分主要是由三台伺服电机控制机械手臂进行四轴运动(X轴、Y轴、Z轴及旋转轴),抓取小盒的方式为真空电磁阀控制的吸取动作[2]。装盒部分主要是步进电机配合凸轮及接近开关所形成的机械动作,下中盒装置也是以真空电磁阀控制的吸嘴完成相对应的动作。在下中盒处有相对应的中盒条码检测器,保证每一个中盒不会由于印刷、人为上错物料等问题造成外包装错误。出料后与下游设备连接传送带处设有堵料检测电眼,因此堵料或者下游设备停机不会造成产品堵塞,与设备工控程序自带的产线联机模式形成双保障。
图3~6为中盒机重要部位详细视图。
2 常见故障发生原因分析
从事设备维护工作的人员,不仅要保障设备正常运转,不影响正常生产,也要对常见故障发生原因进行分析及归类,以便提高维修效率。故障原因一般可以总结为人为原因、设备元器件老化原因及突发性故障三大类。
(1)人为原因是操作人员的不当操作导致设备发生故障。以中盒机为例,有上料不平整导致下中盒时卡盒、不及时清理喷胶残留物导致封盒效果不佳和经常按急停导致伺服驱动器报错等问题。
(2)设备元器件老化主要是电气元件及易磨易損件如继电器老化,真空发生器、气嘴不及时清理导致堵塞破裂,传动皮带老化破裂等原因。
(3)突发性故障常常在不可控范围,故障发生前无明显征兆。这类故障发生时间短暂,破坏性强,但维修方便,只需更换损坏元件,故障就可解决,如齿轮卡死、轴承破损、轴断裂、电气元件烧坏等[3]。
3 中盒机常见故障分析
3.1 中盒机产品推送装置报警故障
该故障为常见性故障,对于维修工作来说是较简单的问题,其主要原因可能有:(1)撑盒侧舌螺丝松动,导致中盒没有完全撑开推盒时卡盒。(2)压盒导轨没完全放到位或高度变动导致盒子没有完全撑开,无法将小盒推入中盒。这两种属于中盒本身没有完美撑开导致的推入段故障,解决方法较为简单,确保设备维修人员每日巡检时查看相对应部位螺丝是否松动,解决故障时重新找位置并紧固螺丝即可。除此之外,也有推杆上油泥积累过多,导致直线轴承卡死的问题。此种情况解决只需操作人员每日开机前使用无水酒精擦拭推杆的行程杆即可避免。
CAR-T5中盒机出现推入段卡盒故障报警时,在维修人员解决完故障后,必须使用手轮盘动设备,使卡盒突然停机导致的料仓和纸盒链错位处重新对齐。
3.2 中盒外包装存在压印或中盒无法进入出料传送带故障
此问题为常见问题,它不影响设备的正常运行,但对于产品外观有较大影响。发生此类问题应优先考虑纸盒链条的松紧是否合适及上压导轨是否过低。
纸盒链条卡盒端调整处如图7所示。
CART-5中盒机纸盒链条调整原理为左不动右动,左侧卡盒挡条位置固定,为调整距离的参照位置,右侧挡条在松开螺丝后可通过调整链条位置左右移动。两侧卡盒挡条间距的调整参照标准有两点:(1)纸盒链必须与料仓对齐;(2)放入完全撑开的中盒,两侧挡条接触到纸盒且纸盒能轻松取出。上压导轨的高低由丝杆控制,CAR-T5中盒机设置有专门的调整位置,手动调整即可。上压导轨的高低主要影响两个问题:(1)过低会使出料时中盒下压位置过低,无法进入出料传送带掉盒;(2)过高会造成开盒不好,导致推入段卡盒。
3.3 进料机械手臂点位调整故障
此问题为突发性问题,因伺服电机的准确性,进料机械手臂一般不会发生错位等问题,但在生产过程中偶尔会出现小盒包材尺寸的差异性造成取盒放盒时挤压盒子的情况出现。该问题只需微调机械手臂Z轴的位置即可,具体方法为松开机械手臂的驻车制动器,手动将机械臂拉到合适的点位,记录其坐标。需考虑的点为小盒的厚度及吸盘轻触小盒表面。调整结束后需大致手动拉回原点位,关闭驻车制动器并按复位键使其自动找到原点。参数调整界面点位如图8所示。
3.4 喷胶效果差
此问题为可预防性问题。CAR-T5中盒机搭配的是诺德森公司生产的点胶机,其正常工作温度为145 ℃左右,高温融化胶粒会导致喷嘴积碳堵塞,遇到这种情况一般拆卸喷嘴,使用WD-40或无水酒精清洗胶印及积碳,此种情况主要表现为喷胶较少或不喷胶。当喷胶过多时,主要调整气源压力的大小以控制出胶量的多少。在拆卸喷嘴过程中需注意两点:(1)待设备冷却以避免烫伤;(2)需关闭气源,以防拆卸过程中液体胶喷射对维修人员造成伤害。
4 结束语
装盒机是疫苗药品外包装生产线中不可或缺的设备,在日常使用中,企业应以日常保养如链条上油、清理灰尘、螺丝紧固等方面为着重点,从而避免大量故障的发生。
设备的维修工作需要从业人员胆大心细,多动手、多积累。面对简单问题,要提高工作效率,尽快使设备恢复正常运转;面对困难问题,应当多分析、多尝试,心态平稳、思路清晰,从多个方面去分析故障的原因。在日常巡检工作中,也应做到应检尽检、提前预防和规范设备操作人员的操作行为。该岗位职责是保障设备的正常运转,这样才能使每一批产品的生产保质保量地按时完成,为企业带来价值,为广大受众人群带来便利。
[参考文献]
[1] 药品生产质量管理规范(2010年版):卫生部令第79号[A].
[2] 德国Syntegon公司.CAR-T5装盒机使用手册[Z],2021.
[3] 张跃鑫,陈春,鞠平进,等.装盒机常见故障分析与维修[J].现代制造技术与装备,2020(2):109-110.
收稿日期:2023-12-12
作者简介:薛永强(1996—),男,甘肃平凉人,助理工程师,从事生物制药企业包装设备维修工作。
