一种吹灰管线压力异常自动监测保护装置研制
2024-04-11苏伟
苏伟
中国石油川庆钻探工程有限公司川西钻探公司 四川 成都 610051
为防止粉尘污染,石油钻井现场普遍使用重晶石粉灰罐进行加重钻井液配制;能够解决发生溢流时配制加重钻井液,时间紧,人员严重不足,需求量大问题[2]。
灰罐属于压力容器,已经纳入特种设备进行管理并定期检测[1],驱料动力为钻井队配备的压缩空气,气压0.7~1mpa,使用中偶尔会发生石粉在出料管堵塞,现场配备压力表和泄压阀[1],但存在检测不及时、保养不到位和使用时观察不到位等问题,不能及时发现堵塞及压力异常,极易发生压力突然释放的不安全事件,需要研发一套系统,及时发现处置解决这一难题。
1 重晶石粉灰罐加重工作流程
(1)从动力机房压缩空气房主气路引出一条气源管线到重晶石灰罐分压包。
(2)先开启加重泵,再开蝶阀⑦、⑨,关蝶阀⑧。(3)开球阀 ②、⑩、③、⑥,再开蝶阀⑤,一分钟后关蝶阀⑤。(4)开球阀①1进环管,十五分钟后关球阀②,升压至0.2MPa后,开蝶阀④,再缓慢开蝶阀⑤控制下灰速度。(5)加重完成后,关球阀①2、蝶阀④,开蝶阀⑤,一分钟后关球阀⑩,开球阀 ②卸压,再关蝶阀⑤、球阀②。(6)A罐加重完毕后,如需要继续加重,则关蝶阀⑦、开蝶阀⑧,重复2-4步骤,加重B罐[2]。
2 压力异常原因分析(以A 罐为例)
压缩空气将罐内重晶石粉通过出灰口,通过连接软管到达⑦蝶阀然后进入分配管汇多级三叉管,通过⑨蝶阀后经过连接软管与加重泵加料口进料管线连接,加重泵将循环罐内原有钻井液吸入与灰罐送来的高比重重晶石粉搅拌混合,从而达到提高钻井液比重的目的。
使用中因搅拌不均匀,或罐内沉沙造成加重泵排水管线污堵,从而造成压力升高。
使用后卸放入泥浆罐的放空管没有清扫干净,钻井液凝固造成管线堵塞[3],从而造成压力升高。原有系统安装有压力表和泄压阀。使用时压力表没有人观察,超压时操作者不能知晓。安全阀缺乏保养和检查,锈蚀后没有更换,造成超压不动作失去保护作用[1]。安全阀能够起到作用时,因泄压太快会造成钻井现场气路系统压力极速降低,使带负荷离合器烧毁。
3 改进设计
3.1 初期方案
采用在主气源加装减压阀,软管连接处抱箍连接固定,改为由壬和法兰固定,未能解决堵塞憋压问题.
3.2 最终方案
在重晶石灰罐吹灰出料管汇中安装压力转换开关,开关内置压力传感器,可以设置压差并将压力值转换成电信号,亦可选择在三通加料口处加装法兰式压力传感器,将工作压力转换为电信号输出。
当管线内发生堵塞压力升高,达到预警压力时,压力转换开关内压力传感器将压力变化转换成电信号传递给控制单元,控制单元将电信号传送给声光报警装置预警。
压力继续升高达到预设压差上限值,再次转变为电信号通过控制单元传送给声光报警装置发出红色报警信号警示。
同时控制单元将电信号发送至进气总闸电磁阀,切断进气源;同时将电信号发送至分压包泄压电磁阀,泄压电磁阀延时排放容器及管内压力。
泄压电磁阀设置为延后5秒泄压,保障主气路气压稳定,防止正在使用的其他设备离合器因气压过低烧毁。
3.3 方案实施增加设备及功用
在分压包备用小孔径管线处安装压力传感器和压力转换开关,或在分配器主管后端安装法兰式压力传感器[2]。
压力转换器将气压转换为电信号;压力转换器调整界面调整压差,并设置报警压力值,工作压力上限值。
在分压包旁底座处安装配电箱,箱内安装继电器和交换器,继电器将压差开关电信号传输给气源电磁阀、电磁泄压阀、声光报警装置;箱体上部安装声光报警器。
在分压包处管线接口安装电磁泄压阀,泄压阀可以实现延时设置,目的是给主管线电磁阀完全关闭提供足够时间,从而完全隔断灰罐与现场气路系统,防止灰罐系统泄压工作造成现场气路系统压力过低,保障现场其它设备正常工作。
在灰罐系统气源管线上安装电磁截止阀,达到自动开启和关闭灰罐系统气源目的。
4 自动监测保护装置配套设备功用及工作流程
自动监测保护装置结构示意图,见图1;加重单元气管路示意图,见图2;图中:1、气源;2、灰罐;3、加重罐;4、分配器;5、进灰总管;6、分压包;7、进气总管;8、进气支管;9、加压管;10、出灰分管;11、加重泵;12、吹料管;13、电磁泄压阀;14、电磁阀;15、扫气管;16、环管。

图1 自动监测保护装置结构示意图

图2 加重单元气管路示意图
4.2 自动监测保护装置报警电路原理
自动监测保护装置报警电路原理极为简单,就是通过增加的压力传感器,将压力值对应转换为电信号接入控制器,并在设置的两个动作点通过控制器输出电信号,接通报警器报警,同时驱动其它电器元件按照处置流程工作和关闭。见图3。

图3 灰罐自动装置报警原理图
4.3 自动监测保护装置处置流程
本装置处置方案将气压转换为电信号后,变机械处理为电控自动处理,设置报警压力和自动处置压力,两者之间具有一定压差,其处置流程是管线发生堵塞,压力超过工作压力值,如图4上部分所示,控制器接到电信号后输出给声光报警灯报警提示;压力继续升高到预设处置压力时,如图4下部分流程线路所示,依照1报警提示--2切断主气源保护其它设备--3延时卸压顺序进行工作。
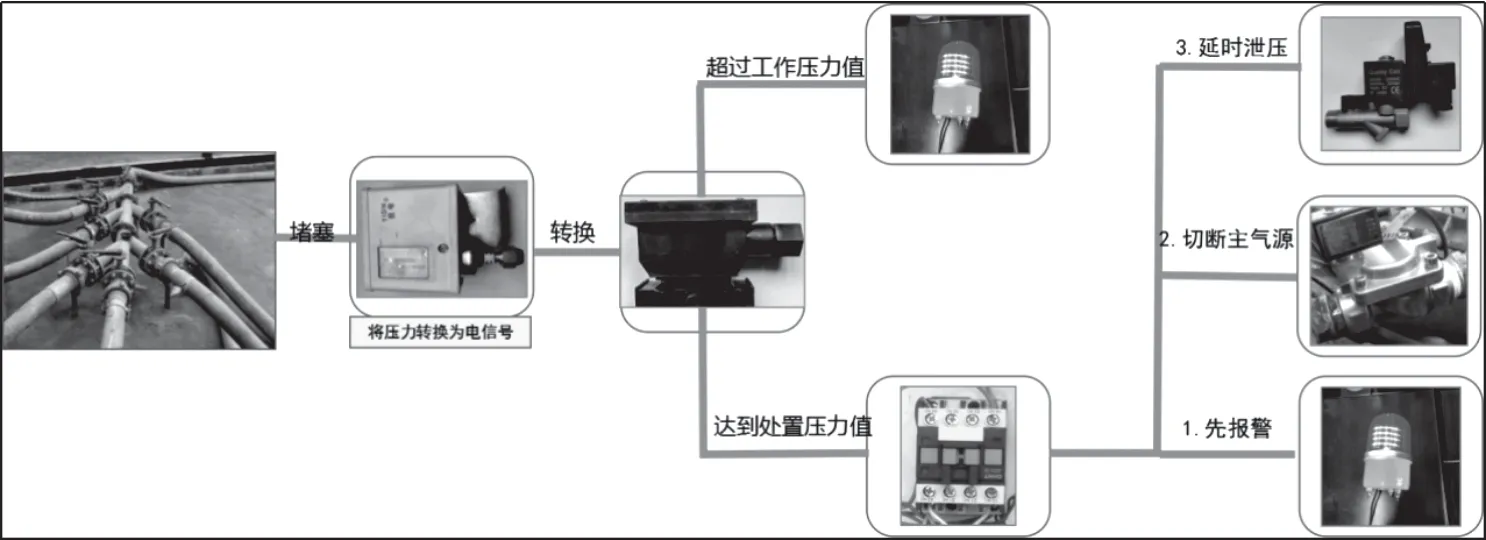
图4 装置自动处置流程图
4.4 “一种吹灰管线堵塞电控监测自动保护装置”自动处置流程
在灰罐吹灰出料管汇中安装的压力转换开关,内置压力传感器可以设置压差并将压力值转换成电信号,或三通加料口处加装法兰式压力传感器将压力输出为电信号。
当管线内发生堵塞,管内压力升高,达到预警压力时,压力转换开关内压力传感器将压力变化转换成电信号传递给控制单元,控制单元将电信号传送给声光报警装置,发出声光预警。
压力继续升高达到设定压差上限值时,转变为电信号传送给声光报警装置发出红色报警信号警示。
同时控制单元将电信号发送至进气总闸电磁阀,切断进气源。
同时控制单元将电信号发送至分压包泄压电磁阀,泄压电磁阀延时排放容器及管内压力。
泄压电磁阀设置为延后2s泄压,10s关闭,可以进行0.5到10秒开启时间设置,0.5到45s关闭时间设置。
泄压电磁阀设置为延后作用是,保障主气路气压稳定,防止正在使用其他设备离合器因气压过低烧毁。
从而达到重晶石粉灰罐吹灰发生堵塞时,实现电控自动化处置,起到安全防护作用。
5 推广应用与效益
该成果自2022年至今,已广泛应用于西南油气田、川西钻探蓬深、威远、中浅等重要地区,在钻井队现场试验取得良好应用效果。
直接经济效益:该成果使得重晶石加重过程达到100%无障碍完成,平均年创造产值=节约1小时×120井次=120小时/24=5天×11万元=55万元/年。
减少机械钻机因安全阀直接泄压造成系统压力急速降低,烧毁离合器21套,节约费用=0.498(万元/套)×21套=10.458(万元)。
间接经济效益:该成果近2年来在公司试验运行中,提高了加重工作效率[3],减少了员工劳动强度。
安全可靠,避免了蹩压造成分配器管线脱落,抱箍飞出伤人事件,安全操作率达100% 。
专利情况:2023年08月,相关成果“一种吹灰管线压力异常自动监测保护装置”已完成国家实用新型专利申请,等待授权。
6 结论与建议
关键技术:该成果在管线发生堵塞压力异常时,能够实现电控制自动化处置,起到安全防护作用。
该研发最终成果为“一种吹灰管线堵塞电控监测自动保护装置”,该装置能够进行有效监测、发现堵塞和压力异常,并及时预警,自动进行保护,降低风险、快速处理,减少人员伤害、经济损失。该预警保护系统,成本低易量产,加装简单,不改变原有结构,全程自动化控制,值得在钻井现场大力推广与应用。