熔盐电镀Al-Ni 合金工艺及性能研究
2024-04-10供稿黄明
供稿|黄明
内容导读
铝合金具有优异的耐腐蚀性、强度与加工性等优点,合金元素的加入能有效抑制铝的结晶生长。熔盐电镀过程热应力小,对基体材料几乎无损伤且结合力好,镀后材料可再进行焊接等加工,广泛应用于钢铁、铜、镍的板材、棒材等各种材料形状的表面,具有广阔的应用前景。本文研究了低温氯化物熔盐体系中Al-Ni 合金的电镀工艺,对制得的合金镀层表面形貌与微观成分结构进行了表征及分析,对镀层的耐蚀性和硬度等性能进行了检测。实验结果表明,NiCl2在熔盐体系中的添加量对合金镀层的性能有明显作用,NiCl2的加入可使晶粒更加细致紧密,从而改善镀层形貌,利于Al-Ni 合金相的形成,可大大提高耐蚀性和硬度,当镀层中Ni 质量分数达6.19%时,硬度可高达720 HB。
熔盐电镀是随着熔盐电化学的发展和应用而出现的一门新工艺。所谓熔盐电镀就是在熔融盐中,利用外加电流,在基体材料上获得结合牢固金属镀层的一种材料处理工艺。18 世纪40 年代开始电镀合金方面的研究[1]。60 年代,Senderoff 等首次成功在LiP-NaF-KF 熔盐中电镀出难熔金属[2],之后熔盐电镀研究的合金不断丰富起来,目前研究较多的合金[3-7]:Cu-Li,Fe-Nd,Li-Pd,Nb-Sn,Ca-Li-K,Al-Mo,Al-Cr,Al-Mn,Al-Co,Al-Ti 等。铝合金的熔盐电镀起步比较晚,但已经显现出了很大的应用潜力。铝低价又有密度低的特点,合金元素的加入提高了铝镀层的耐腐蚀性、强度和加工性等,而且有效地抑制了铝的结晶生长。熔盐电镀铝合金和常规水溶液电镀差不多,工艺设备和控制操作都很简单。电镀过程温度低,热应力小,对基体材料几乎无损伤且结合力好,镀后材料可以再进行焊接等加工;其镀层的耐腐蚀性比现有的铝材好;镀层的厚度也可以根据需要进行控制,对基体材料没有限制,可广泛应用于钢铁、铜、镍的板材、棒材等各种材料形状的表面,具有广阔的应用前景[8-10]。
熔盐电镀合金的实验方法
实验材料及装置
本实验中用到的化学试剂:AlCl3、NaCl、KCl、NiCl2·6H2O。电镀过程中,选用质量分数为99.9%的铝片作为阳极,1 mm 厚的低碳钢片作为阴极。玻璃烧杯作为整个电镀过程的反应槽,用厚硅胶板做成槽盖,整个电镀过程在搅拌条件下进行并通氩气保护,刚玉管用作排气口,具体的电镀装置如图1 所示。
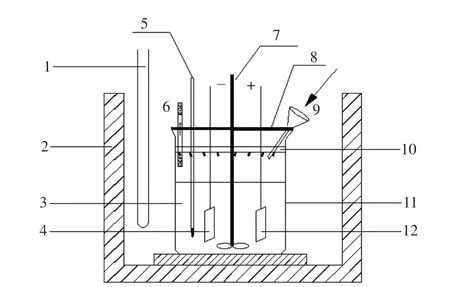
图1 熔盐电镀Al-Ni 合金的装置示意图
实验前的预处理
将足量的NaCl 和KCl 放入真空干燥箱中,进行基本的干燥脱水处理。将铝片和薄钢板统一剪裁成3 cm 长、1 cm 宽的矩形,用砂纸轻轻打磨至表面平整、光滑,然后对钢片进行除锈除油处理,铝片酸洗去除氧化膜,清洗干净,吹干,待用。待熔盐熔化后,通入氯化氢气体净化体系[11]。采用电化学预电解的方法除杂:预电解温度控制在423~433 K 范围内,电流密度控制在5 mA/cm2左右,预电解2 h。实验过程中,为了防止铝盐的挥发,采用氩气分布盘管,利用惰性气体氩气做保护气。
合金镀层的制备
为了更利于镀层的结晶成核,钢片阴极在插入熔盐之前先预热。此外,本实验采用搅拌方式,因为在熔盐电镀过程中,合金的电沉积会出现短暂分层,使制得的镀层表面呈带状分布,通过搅拌,更易得到均匀明亮的镀层。
熔盐电镀工艺条件的探讨
工艺参数对电沉积速率的影响
电流密度Dk对沉积速度V的影响
表1 列出了电镀时间为20 min,电镀温度为453 K,NiCl2添加量为0.8175 g(质量分数0.9%)时,在不同电流密度下电镀Al-Ni 合金的实验结果统计。
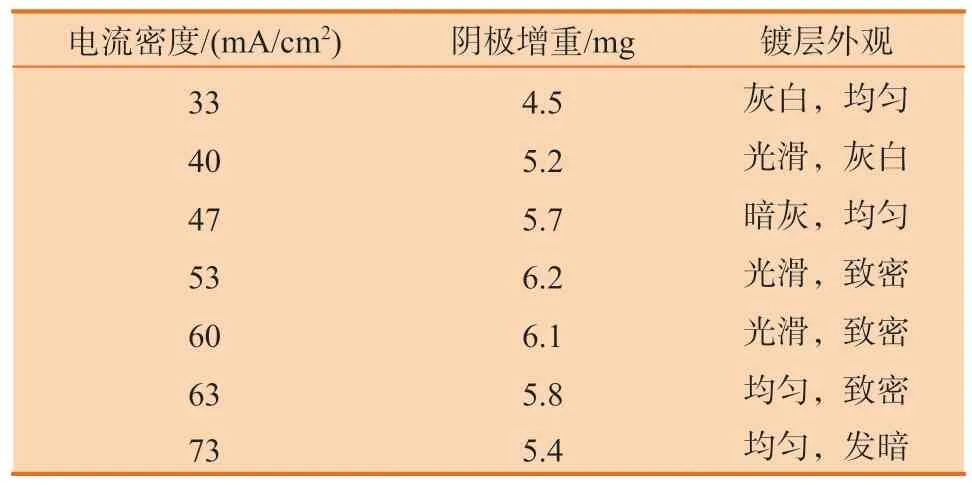
表1 不同电流密度下的实验结果
阴极电流密度Dk与沉积速度V并不是简单的正相关,而是类似于抛物线曲线的关系,有一个最大值,如图2 所示。
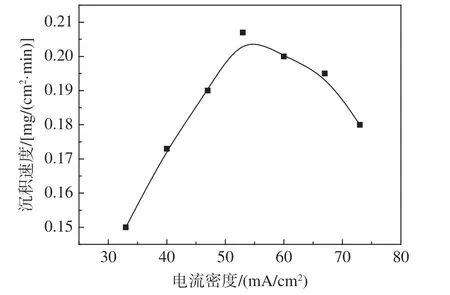
图2 阴极电流密度对沉积速度的影响(T=453 K,t=20 min)
从以上实验可知,在本实验采用的熔盐体系下,想要制得表面质量良好的铝镍合金镀层,所设定的阴极电流密度不得超过67 mA/cm2,在55 mA/cm2左右可获得最大的沉积速度,约0.204 mg/(cm2·min)。
温度T对沉积速度V的影响
表2 列出了电流密度为53 mA/cm2,电镀时间为20 min,NiCl2添 加 量 为0.8175 g(质 量 分数0.9%)时,在不同电镀温度下电镀Al-Ni 合金的实验结果统计。

表2 不同电镀温度下的实验结果
图3 为铝镍沉积速度V随电镀温度T升高的变化曲线,从图中可以看出随着电镀温度的增加,速度V呈上升趋势,当温度超过463 K 时,沉积速度V略有下降并趋于平稳。

图3 电镀温度对沉积速度的影响(Dk=53 mA/cm2,t=20 min)
在本实验的熔盐体系下,在460 K 左右的温度下即可获得最大的沉积速度0.2 mg/(cm2·min),此时的铝镍合金镀层外观光滑致密,质量良好。
时间t对沉积速度V的影响
表3 列出了电流密度为53 mA/cm2,电镀温度为453 K,NiCl2添 加 量 为0.8175 g(质 量 分数0.9%)时,在不同电镀时间下电镀Al-Ni 合金的实验结果统计。
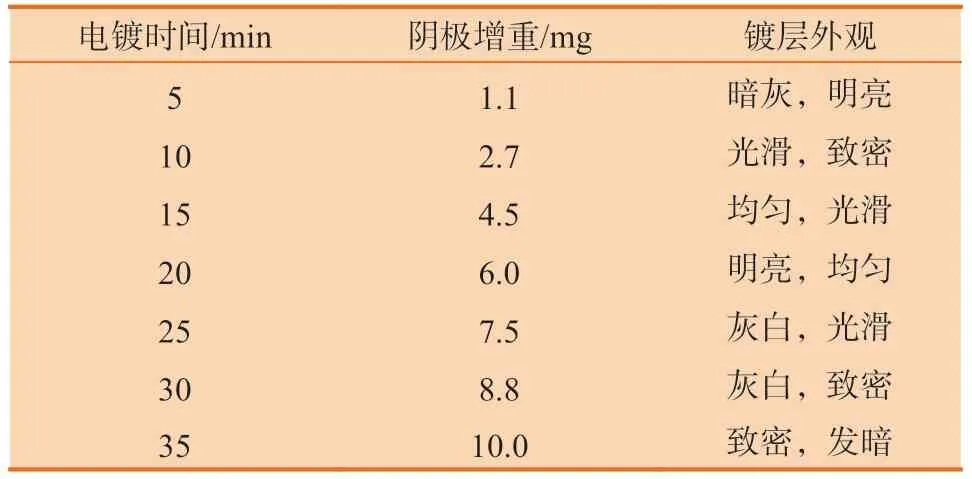
表3 不同电镀时间下的实验结果
随着镀覆时间的不断延长,熔盐电镀铝镍合金的沉积速度V并不是一成不变的,如图4 所示为根据表3 得出的时间t对沉积速度V的影响曲线。
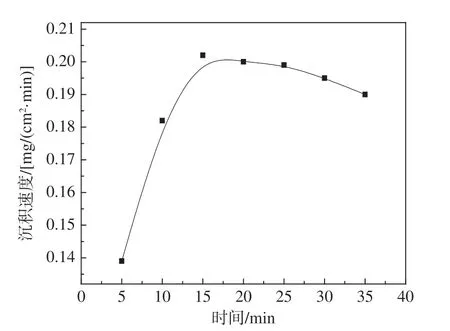
图4 电镀时间对沉积速度的影响(Dk=53 mA/cm2,T=453 K)
在熔盐中电镀铝镍合金应采取的最佳阴极电流密度为55 mA/cm2左右,最佳电镀温度为460 K 左右,最佳电镀时间为15~20 min,可获得最大沉积速度。
工艺参数对合金镀层组成的影响
熔盐中NiCl2的质量分数对镀层中Ni质量分数的影响
图5 为阴极电流密度为53 mA/cm2,电镀温度为453 K,电镀时间为20 min 时,熔盐中NiCl2的质量分数与镀层中Ni 质量分数的关系,从图中可以看出,镀层中Ni 质量分数总体随熔盐中NiCl2质量分数的增加而增加,当NiCl2的质量分数高于0.9%时,镀层中的Ni 质量分数增长速率趋于平缓。
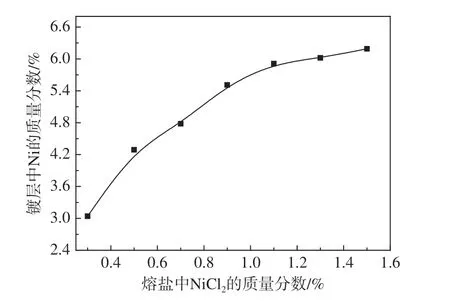
图5 熔盐中NiCl2 质量分数对镀层中Ni 的质量分数影响(Dk=53 mA/cm2,T=453 K,t=20 min)
阴极电流密度Dk对镀层中Ni质量分数的影响
图6 为熔盐组成,电镀温度及电镀时间一定的情况下,改变电镀时的阴极电流密度,镀层中Ni 质量分数的变化曲线。由图可以看出,随阴极电流密度的增大,镀层中Ni 质量分数不断增大,两者几乎成直线关系。
合金镀层的微观结构及性能测试
Al-Ni 合金镀层的表面形貌
扫描电镜结果分析
图7 是在电镀温度为453 K 左右,电镀时间为20 min,电 流 密 度 控 制 在 约53 mA/cm2条 件 下,Ni 质量分数分别为3.04%、4.78%、5.91%和6.19%(分别向熔盐体系中添加NiCl2质量分数为0.3%、0.7%、1.1%和1.5%)的Al-Ni 合金镀层在10000 倍的放大倍数下的扫描电镜微观表面形貌。镀层中Ni 的质量分数对Al-Ni 合金镀层的表面形貌影响很大,但Ni 质量分数的增加并不是一直有利于改善Al-Ni 合金镀层的微观形貌,当Ni 质量分数在5.91%左右时,合金镀层的表面最为细致紧密。

图7 不同Ni 质量分数的Al-Ni 合金镀层的扫描电镜微观表面形貌:(a) 3.04%;(b) 4.78%;(c) 5.91%;(d) 6.19%
能谱结果分析
图8 为不同Ni 质量分数不同测试区域的Al-Ni 合金镀层的能谱结果。可以看到,此时的合金镀层表面已经形成了Al-Ni 合金,Fe 的存在应该是由于在Al、Ni 的还原电沉积过程中向基体表面不断渗出的结果,由后面的X 射线衍射分析可知,Fe 与还原的Al 易形成Fe2Al3合金相。图9 表明镀层表面的凸起晶粒中是Fe 成分较少,所以我们推断可能是不断长大的AlNi 合金晶体。

图8 不同Ni 质量分数不同测试区域的能谱图像:(a) 5.51%;(b) 6.19%
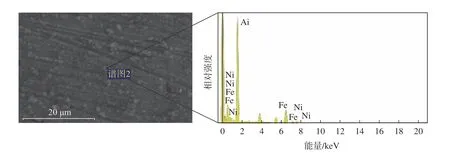
图9 Ni 质量分数6.19%时镀层凸起晶粒表面能谱图像
Al-Ni 合金镀层的物相分析
图10 为镀层中不同Ni 质量分数的Al-Ni 合金镀层的X 射线衍射分析结果。从图中可以看出,当镀层中Ni 质量分数为3.04%时,Al 相、Fe2Al3合金相和AlNi 合金相共存(图中的FeC 相为不锈钢基体的),且Al 相是主要的。随着Ni 质量分数的增大,Al 相的峰强度逐渐减弱,在衍射角65°和78°附近的Al 相衍射峰消失;Fe2Al3合金相的衍射峰强度有一定程度减弱,而AlNi 合金相的峰强度不断加强。当镀层中Ni 质量分数为6.19% 时,AlNi 合金相峰强度达最大。
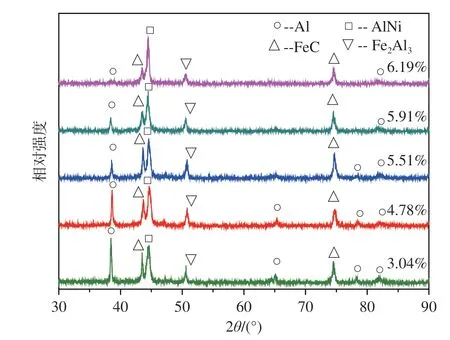
图10 不同Ni 质量分数的Al-Ni 合金镀层的X 射线衍射结果
合金镀层的耐蚀性
极化曲线表示电极电位与极化电流之间的关系曲线,如电极分别是阳极或阴极,曲线分别为阳极极化曲线或阴极极化曲线。如图11,AB段称为钝化过渡区,AB段的斜率反应电极从刚开始钝化到完全钝化的速率,斜率越大,这一速率就越快,电极表面能更快的形成钝化膜,腐蚀程度越轻;A点的电位VA叫做致钝电位,只有极化电位超过VA时,才能使电极钝化。BC段称为稳定钝化区,进入BC段,当电位变化时,电流会维持在一个较低的数值,对应电极钝化后的腐蚀速度,此钝化区域电位范围愈宽,表明电极钝态愈稳定;CD段称为过钝化区;C点的点位VC为点蚀电位,超过这一电位时,电流增大,钝化膜转化为可溶性氧化物遭到破坏,电极腐蚀重新加剧。
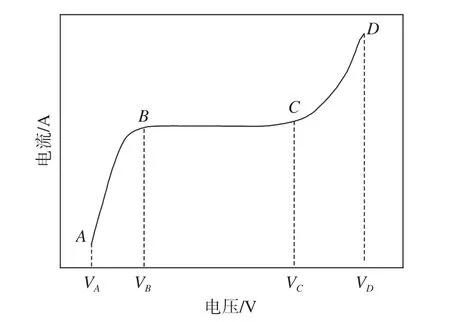
图11 极化曲线
本实验分别对不同NiCl2添加量下制得的Al-Ni合金镀层进行测试,所得阳极极化曲线如图12 所示。从图中可以看出,与不经表面电镀处理的不锈钢片相比,Al-Ni 合金镀层有明显较宽的钝化区间,且随着镀层中Ni 质量分数的增加,钝化区间越大,致钝电位越低,这说明Al-Ni 合金镀层对不锈钢的耐蚀性能起到了良好的作用。其中纯不锈钢片的致钝电位最高,为178.3 mV;稳定钝化区最小,约为550 mV。Ni 质量分数3.04%时,致钝电位为4.51 mV,明显低于纯不锈钢片;稳定钝化区约为700 mV。Ni 质量分数为6.19%时,致钝电位最低,为-85.2 mV;稳定钝化区最大,约为1100 mV,比纯不锈钢加宽了2 倍,表明此时合金镀层的耐蚀性能最好。
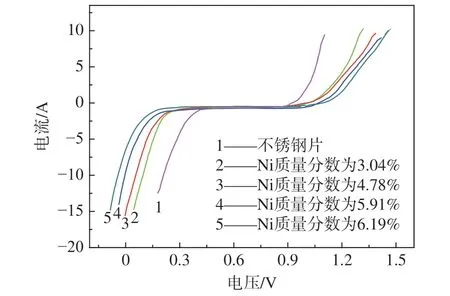
图12 不同Ni 质量分数下Al-Ni 合金镀层的阳极极化曲线
合金镀层的硬度研究
本实验分别对不同NiCl2添加量下制得的Al-Ni合金镀层进行测试,实验结果如图13。从图中可以看出,在实验选取的NiCl2的添加范围内,Al-Ni 合金镀层的显微硬度值随镀层中Ni 质量分数的增加而增大。
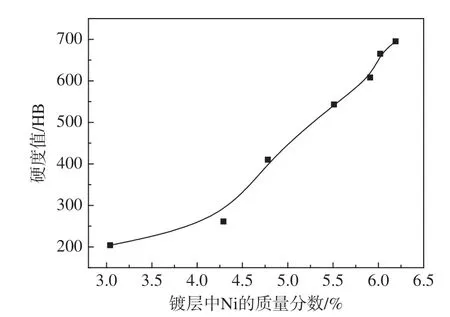
图13 镀层中Ni 的质量分数与Al-Ni 合金镀层显微硬度的关系
结论
(1) 熔盐电镀Al-Ni 合金过程中的沉积速度V随电流密度Dk的增加先增大后减小,随温度T的升高增大到一定值后趋于不变,随时间t的延长先增大后又有缓慢减小。Al-Ni 合金镀层中Ni 质量分数随熔盐中NiCl2质量分数的增大,电流密度Dk的增大而增大,其中电流密度Dk的影响最为明显。
(2) Al-Ni 合金镀层中的Ni 质量分数对Al-Ni 合金镀层的表面形貌和相组成均有影响,随着镀层中的Ni 含量的增加,合金镀层的表面先变细致,紧密;后随着Ni 质量分数继续增大,又出现相对独立的小晶粒,晶界再次清晰,晶粒间间隙再次变大。熔盐中的Al 和Ni 很容易形成AlNi 合金相,基体中的Fe 易与被还原的Al 形成Fe2Al3合金相。随着镀层中的Ni 质量分数的增大,镀层中的Al 相和Fe2Al3合金相的衍射峰强度逐渐减弱,AlNi 合金相峰强度增强。
(3) Al-Ni 合金镀层有优异的耐蚀性能,且随着Ni 质量分数的增大,耐蚀性越好。镀层的硬度也随镀层中的Ni 质量分数的增加明显增大。这与镀层的微观结构是紧密相连的,随着Ni 含量的增加,镀层中合金相增加,Al 单相相对减少,有助于提高耐蚀性。