盾粉/橡胶增容复合材料性能与机理的光谱学分析
2024-04-08于先坤徐维成吴玉喜李海丽龙红明程峥明刘自民容北国张贵文
于先坤, 徐维成, 张 浩, 2, *, 吴玉喜, 李海丽, 龙红明, 2,程峥明, 刘自民, 容北国, 张贵文
1. 冶金减排与资源综合利用教育部重点实验室(安徽工业大学), 安徽 马鞍山 243002
2. 安徽工业大学冶金工程学院, 安徽 马鞍山 243032
3. 安徽工业大学建筑工程学院, 安徽 马鞍山 243032
4. 中钢集团马鞍山矿山研究院股份有限公司, 安徽 马鞍山 243000
5. 首钢京唐钢铁联合有限责任公司, 河北 唐山 063200
6. 马鞍山钢铁股份有限公司, 安徽 马鞍山 243003
7. 桂林鸿程矿山设备制造有限责任公司, 广西 桂林 541002
8. 江苏华安橡胶科技有限公司, 江苏 宿迁 223600
引 言
橡胶是重要的工业原料之一, 具有良好的弹性、 绝缘性、 隔水性等优点, 用途广泛。 2021年我国天然橡胶需求量超过500万吨, 广泛应用于工业、 农业、 国防和日常生活等领域。 碳酸钙是橡胶生产中重要的无机填充剂, 具有增容、 补强、 调色等功能, 其生产过程虽然简单, 但是消耗能源较大, 是粉尘、 废水的排放大户[1-2]。 随着我国橡胶需求量的不断增长, 橡胶填充剂碳酸钙的用量不断扩大, 碳酸钙生产成本与能源消耗等问题日益突出[3], 因此利用低廉的无机材料替代部分碳酸钙作为橡胶的填充材料具有重要研究意义[4-5]。
钢渣是钢铁行业大宗难处理的固废之一, 目前我国年产钢渣达到1亿吨以上, 成为售价低、 利用率不高的行业痛点[6-8]。 钢渣的主要成分为CaO、 SiO2、 FexOy、 Al2O3等物质, 物化性能与传统填料相近, 且钢渣的耐磨性与多孔性优异, 因此利用钢渣替代部分碳酸钙作为橡胶填充材料用于橡胶生产是可行的[9-11]。 此举不仅可以缓解碳酸钙生产中的成本与能源消耗问题而且可以缓解钢渣利用率低、 堆积量大等问题, 实现钢渣的“变废为宝”。 由于橡胶属于有机材料而钢渣属于无机材料, 因此需要对钢渣进行改性处理, 缓解钢渣界面与橡胶界面不相容的问题, 提高橡胶性能, 优化橡胶复合材料[12]。
基于此, 利用钢渣经过改性制得的盾粉对橡胶材料中原有的活性碳酸钙增容体系进行部分替代, 制备活性碳酸钙与盾粉用量比不同的盾粉/橡胶增容复合材料。 利用智能型硫化仪、 电子拉力机、 橡胶硬度计、 微型量热仪(MCC)对制备的盾粉/橡胶增容复合材料进行性能测试, 热重分析-傅里叶变换红外光谱仪(TG-FTIR)、 拉曼光谱仪(Ram)对盾粉/橡胶增容复合材料进行表征分析, 为制备性能更优的盾粉/橡胶增容复合材料提供数据理论支持。 利用价格低廉的冶金固废钢渣替代橡胶体系中的碳酸钙作为填充材料, 不仅可以开拓钢渣利用的新途径, 减少环境污染; 而且可以实现钢渣的高值化利用, 达到以废增效, 以废降本的目的, 具有良好的社会效益与经济效益。
1 实验部分
1.1 材料与试剂
钢渣, 常州中天钢铁集团有限公司; 功能复合剂[13], 实验室自制; 塑炼胶, 丁苯橡胶(SBR 150), 丁苯橡胶(1712), 再生胶, 上海正村橡塑工业有限公司; 活性碳酸钙, 常州市博斯威化工新材料有限公司; 炭黑(N660), 江西黑猫炭黑股份有限公司; 芳烃油, 洛阳佳晟油品有限公司; 氧化锌, 安徽含山锦华氧化锌厂; 硬酸脂, 合肥皖荣化工有限责任公司; 防老剂(RD), 上海三连实业有限公司; 古马隆, 上海正上化工科技有限公司; 硫磺, 临沂市罗庄新安化工厂; 促进剂(CZ), 促进剂(TT), 山东尚舜化工有限公司; 粘合剂(ab-30), 河南省焦作市华邦助剂有限公司; 蒸馏水, 实验室自制。
1.2 仪器
RCYB-5型悬挂式永磁除铁器(桂林鸿程矿山设备制造有限责任公司); WZS卧式自清洁型搅拌器(杭州索孚机械有限公司); PE-600×900型颚式破碎机(河南郑矿机器有限公司); XK-160型橡胶开炼机(泰州科德机械有限公司), XSN-03型橡胶密炼机(福建省泉州宏泰机械有限公司), QLB-D型四柱式平板硫化机(泰州市科飞橡塑机械有限公司), CL-2000E型智能型硫化机(昌隆试验机器有限公司), SLD-A型橡胶硬度计(宁波科诚仪器有限公司), JDL型度盘式拉力试验机(扬州市天发试验机械有限公司), FAA型微型量热仪(英国康赛普设备有限公司), 170 SX 型傅里叶变换红外光谱仪(日本岛津有限公司), DT-50型热重分析仪(法国塞塔拉姆仪器公司), 激光共聚焦拉曼光谱仪inVia(英国雷尼绍公司)。
1.3 方法
1.3.1 样品制备
盾粉制备: 以中天钢铁集团提供的钢渣为原料, 用自制功能复合剂与钢渣一同进行超细立磨加工处理得到800目改性钢渣微粉-盾粉。
盾粉/橡胶增容复合材料的制备: 表1为盾粉/橡胶增容复合材料配方, 先将塑炼胶、 丁苯橡胶(SBR 150、 1712)和再生胶放入开炼机中塑炼; 然后将盾粉(800目)、 活性碳酸钙、 炭黑(N 660)、 芳烃油、 氧化锌、 硬酸脂、 防老剂(RD)、 古马隆、 硫磺、 促进剂(CZ)、 促进剂(TT)和粘合剂(ab-30)分批放入密炼机混炼得到密炼胶; 再用开炼机对其进行薄通打包后获得生胶片; 最后将生胶片于145 ℃下用硫化机硫化30 min后即可得到所需样品。
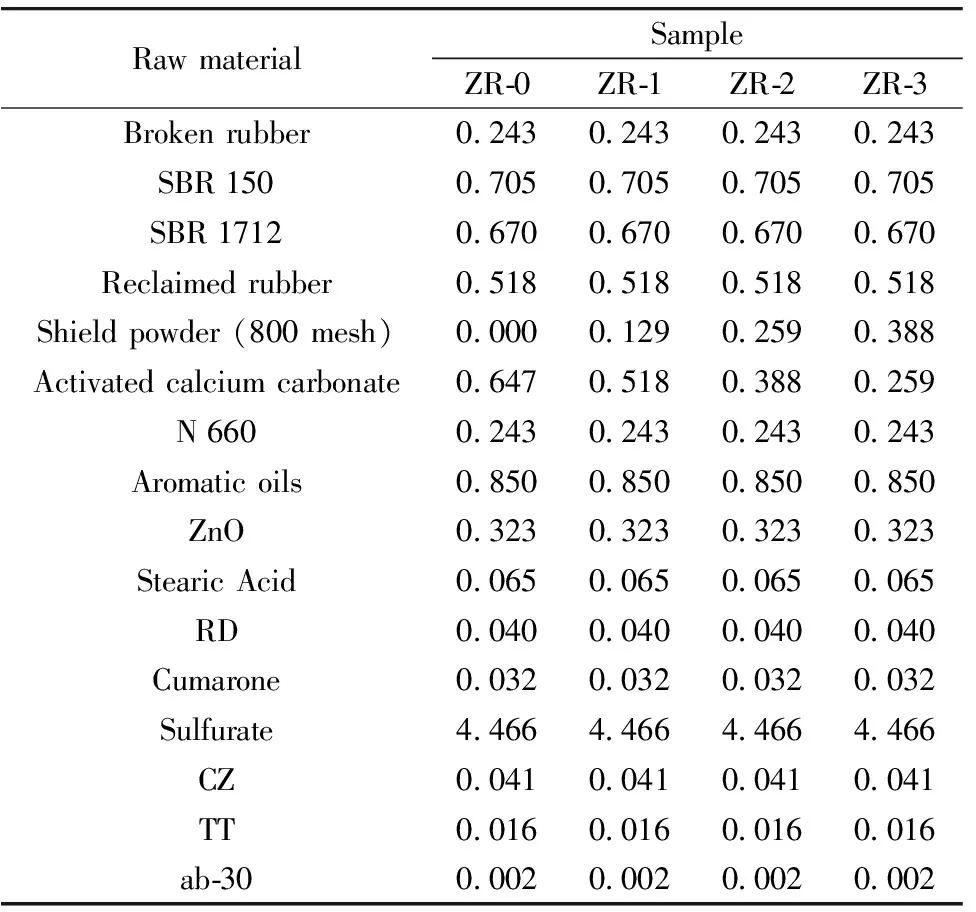
表1 盾粉/橡胶增容复合材料配方
1.3.2 性能测试与表征
根据相关国家标准对样品的拉伸强度、 断裂伸长率和硬度进行测试; 采用英国康赛普FAA型微型量热仪对样品的燃烧特性进行测试; 热重分析仪与傅里叶变换红外光谱仪联用实时分析样品分解过程中产生的气体成分, 将5~10 mg 样品放入氧化铝坩埚中于氮气氛围下以20 ℃·min-1从40 ℃加热至800 ℃; 采用英国雷尼绍激光共聚焦拉曼光谱仪inVia对样品的功能团或化学键的特征振动频率进行测试。 分辨率1 cm-1, 激光532 nm, 波长范围100~2 000 cm-1。
2 结果与讨论
2.1 硫化性能分析
表2为盾粉/橡胶增容复合材料的硫化性能测试结果。 从表2可知, 随着橡胶体系中盾粉替代活性碳酸钙用量的增加(0%~60%), ZR-1—ZR-3样品的最小扭矩值(ML)逐渐减小, 均小于ZR-0的2.40, 分别为1.88、 1.75、 1.71; ZR-1—ZR-3样品的最大扭矩值(MH)均高于ZR-0的6.01, 分别为6.85、 7.01、 6.65; ZR-1—ZR-3样品的最大扭矩与最小扭矩差值均大于ZR-0的3.61, 分别为4.97、 5.26、 4.94。 硫化曲线中的最小扭矩值可以反映橡胶材料的粘性, 最大扭矩值可以用来反映橡胶材料的弹性, 最大扭矩与最小扭矩之差可以反映橡胶材料的交联程度。 由此说明, 在橡胶体系中使用盾粉替代部分活性碳酸钙作为增容填料既可调整盾粉/橡胶增容复合材料的门尼粘度, 增加可塑性, 使产品尺寸更加稳定, 有利于加工及成型, 对盾粉/橡胶增容复合材料的相容性也具有一定的促进作用, 可以改善橡胶硫化体的抗张强度、 耐磨性、 提高抗撕裂强度。 硫化时间和固化时间是影响橡胶生产的重要因素, 从表2可以看出, ZR-0—ZR-3材料的ts1(胶料硫化起步时间)和tc90(胶料固化至90%的时间)均小于没有加入盾粉的橡胶体系ZR-0, 说明盾粉替代部分碳酸钙作为橡胶体系的填充材料可以缩短硫化时间和固化时间, 提升橡胶生产效率。

表2 盾粉/橡胶增容复合材料的硫化性能测试结果
2.2 力学性能与燃烧性能分析
表3为盾粉/橡胶增容复合材料的力学性能与燃烧性能测试结果, 从表中可以看出, 随着橡胶体系中盾粉替代活性碳酸钙用量的增加, 样品ZR-0—ZR-3的拉伸强度逐渐提高, 即从9.90逐步提高至11.06, ZR-3的拉伸强度最高, 且ZR-0—ZR-3的磨耗和邵尔A硬度均满足GB/T 7984—2013的要求, 说明盾粉替代部分活性碳酸钙可以提高复合橡胶材料的拉伸强度与弹性, 以达到橡胶体系补强和增容的效果。 从燃烧性能测试结果中可以看出, 当盾粉替代活性碳酸钙用量较少时, 水平燃烧速度和时间几乎没有变化; 当替代量达到40时%, 水平燃烧速度略微增加, 水平燃烧时间略微减少, 这是因为盾粉与活性碳酸钙用量接近导致橡胶体系相容性变差, 橡胶复合材料结合松散无法抵挡热量的传递; 当替代量达到60时%, ZR-3的水平燃烧速度小于ZR-0的水平燃烧速度, 水平燃烧时间大于ZR-0的水平燃烧时间, 说明已经过高温煅烧的钢渣为原料制备的盾粉具有一定的难燃性, 在橡胶体系中表现出了一定的阻燃性能。
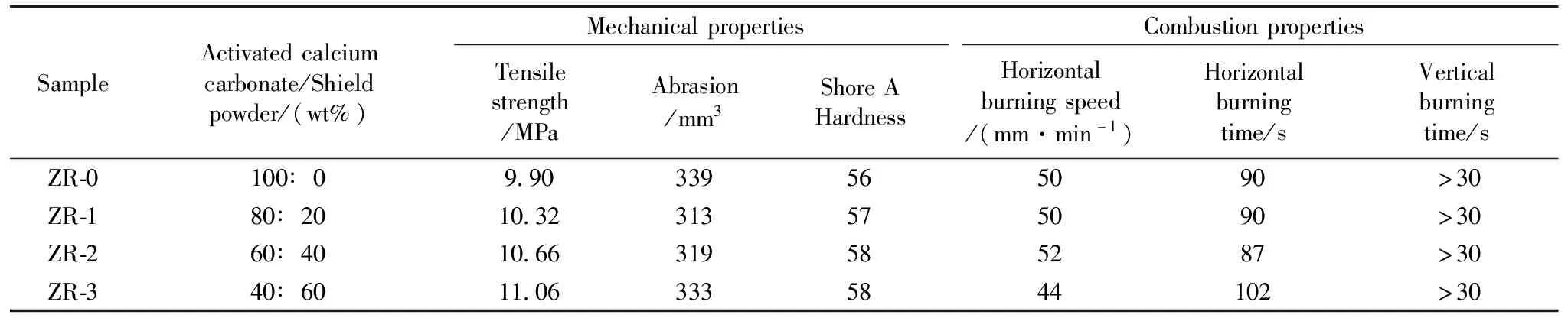
表3 盾粉/橡胶增容复合材料的力学性能与燃烧性能测试结果
2.3 微型量热分析
图1为盾粉/橡胶增容复合材料的微型量热图, 表4为盾粉/橡胶增容复合材料的微型量热测试结果。 从图1可以看出, ZR-1—ZR-3的热释放速率峰值逐渐下降, 从450 ℃(165 W·g-1)下降至445 ℃(163.5 W·g-1), ZR-3的热释放速率峰值最低, 说明盾粉在替代部分活性碳酸钙后橡胶体系在着火状态下的危害程度变小。 同时结合表4可知, 盾粉替代部分活性碳酸钙后的橡胶体系HRC(热释放能力)和THR(总热释放量)降低, 说明盾粉具有一定的阻燃能力, 抑制了橡胶体系的热释放强度, ZR-3复合橡胶材料的阻燃性能最优。

图1 盾粉/橡胶增容复合材料的微型量热图

表4 盾粉/橡胶增容复合材料的微型量热测试结果
2.4 炭渣分析
图2是复合橡胶的炭渣拉曼光谱分析。 拉曼光谱可以较好的评价炭渣石墨化程度,ID/IG的值越小, 表明材料的石墨化程度越高。 从图2可以看出, ZR-1—ZR-3均有两个主要宽带峰, 其中ZR-1的ID/IG为3.19, ZR-2的ID/IG为3.12,ZR-3的ID/IG为3.02, 随着橡胶体系中盾粉替代部分活性碳酸钙用比的增加, ZR-1—ZR-3的ID/IG逐渐减小, 这说明了盾粉替代部分活性碳酸钙的加入有助于提高盾粉/橡胶增容复合材料的石墨化程度, 增强其耐热性能, 这也进一步说明了盾粉替代部分活性碳酸钙在保证盾粉/橡胶增容复合材料物理学性能的前提下具有一定的阻燃性能。 ZR-3复合橡胶材料的炭渣石墨化程度最高, 耐热与阻燃性能最好。
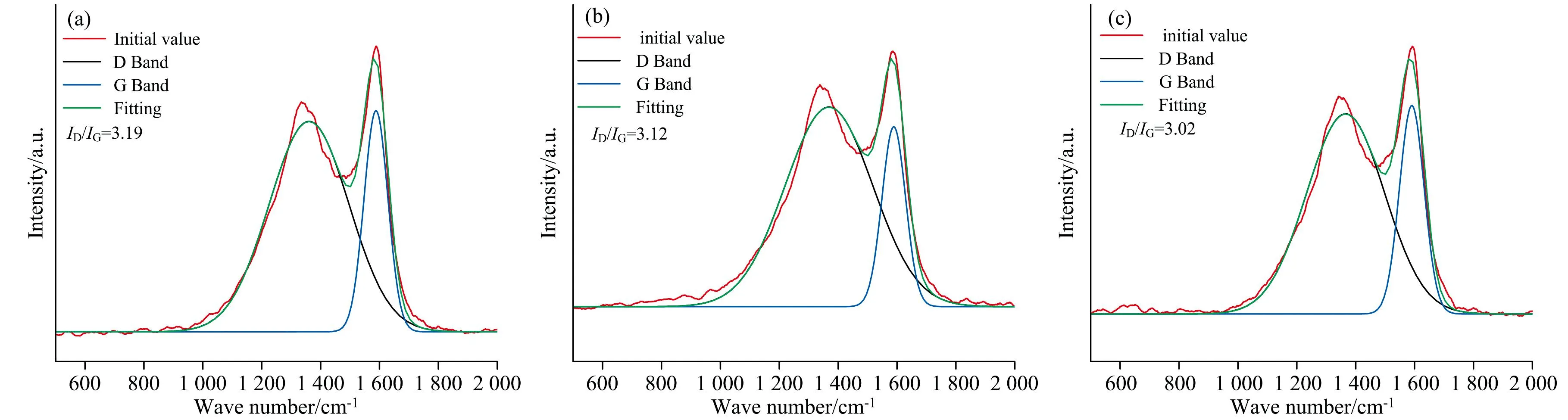
图2 盾粉/橡胶增容复合材料的炭渣拉曼光谱
2.5 热重-傅里叶红外光谱联用(TG-FTIR)分析

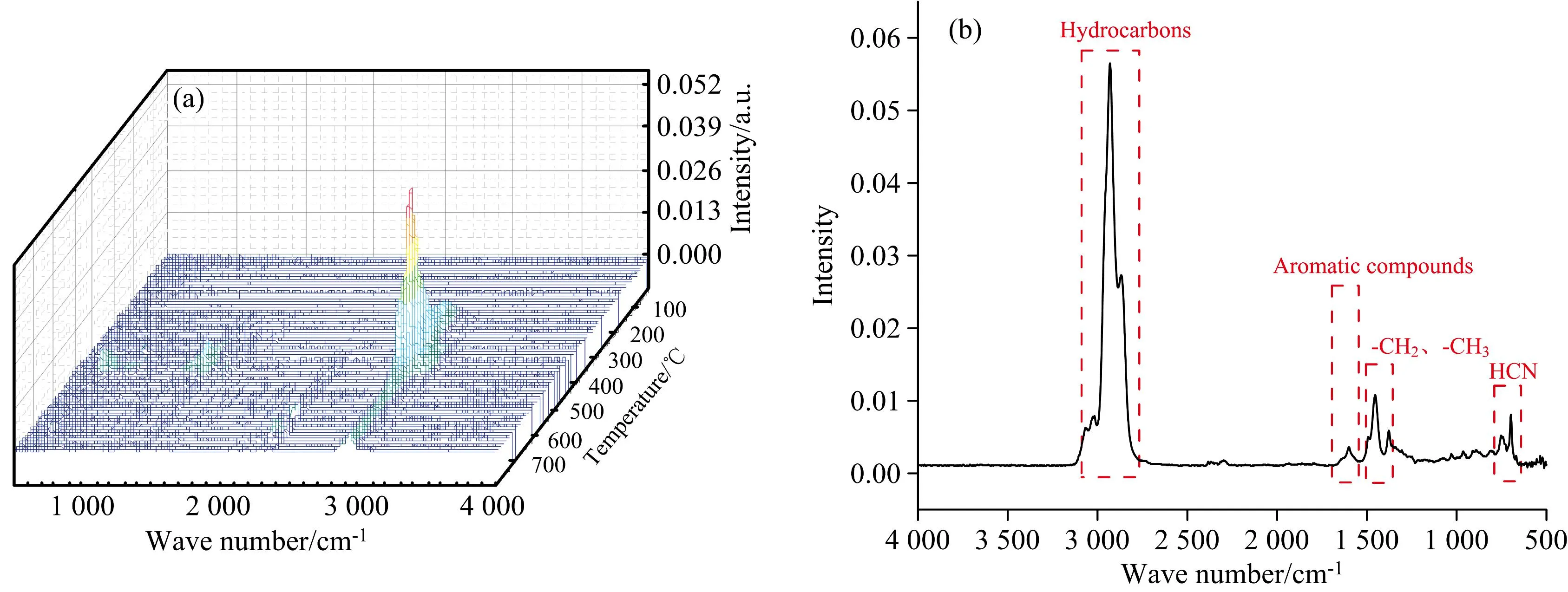
图3 ZR-3的TG-FTIR 3D图谱(a)与在491 ℃时的FTIR图谱(b)
图4为盾粉/橡胶增容复合材料ZR-3裂解气体强度随温度变化的曲线。 从图4可以看出, ZR-3碳氢化合物的释放量在400 ℃前较低, 在高温阶段释放强度最高。 这是因为橡胶分子链降解需要吸收热量, 盾粉的加入使得橡胶体系在前期形成的炭层不稳定, 在高温阶段气相产物进一步降解。 盾粉/橡胶增容复合材料在500 ℃时热解释放出的微量HCN最多。
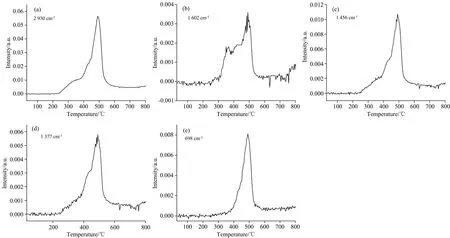
图4 ZR-3裂解气体强度随温度变化曲线
3 结 论
(1)盾粉替代部分活性碳酸钙对橡胶体系硫化性能有一定的促进作用, 可以提高盾粉/橡胶增容复合材料的硫化速度; 盾粉的加入可以提高盾粉/橡胶增容复合材料的力学性能与阻燃性能。
(2)随着盾粉替代活性碳酸钙用量的增加, 橡胶体系热释放能力和总热释放量降低, 石墨化程度提高, 进一步说明了盾粉替代部分活性碳酸钙在保证盾粉/橡胶增容复合材料物理学性能的前提下也具有一定的阻燃性能。
(3)盾粉/橡胶增容复合材料在裂解过程中产生的气体主要为碳氢化合物, 在N2氛围下, 橡胶复合材料的长分子链发生断裂分解时未与氧气接触发生反应, 断裂后的分子链以碳氢化合物的形式稳定存在。