加氢尾油裂解制乙烯的工艺条件优化
2024-04-08胡文学阿依努尔阿布力孜
胡文学,阿依努尔·阿布力孜
(1. 阿拉善职业技术学院化工系,内蒙古阿拉善盟 750306;2. 新疆中昆新材料有限公司化验中心,新疆库尔勒 841000)
加氢尾油因其硫、氮杂质含量低,链烷烃含量高[1],是优异的裂解原料。刘剑等[2]考察了工艺条件对加氢尾油裂解的影响,发现最佳的裂解温度为810~830 ℃,稀释水油比为0.75~0.80,原料停留时间为0.18~0.20 s。朱丽娜等[3]将蜡下油与加氢尾油混合作为乙烯蒸汽裂解原料,最佳工艺条件为裂解温度820 ℃,水油质量比0.75。在最佳工艺条件下,乙烯收率为34.3%。许江等[4]轻柴油与加氢尾油共裂解工业标定试验可知,轻柴油与加氢尾油的比例为2:5,原料在裂解温度为835 ℃时的裂解乙烯收率达到31.48%。对建有加氢裂化装置的炼化企业,采用加氢裂化尾油做蒸汽裂解原料来制乙烯,可扩大了乙烯原料的来源,增加企业效益。
因此,本实验通过改变工艺条件来考察工艺参数对尾油裂解制乙烯产率的影响,对炼化企业生产实践具有参考意义。
1 实验部分
1.1 实验原料
实验所用加氢尾油物性参数见表1。
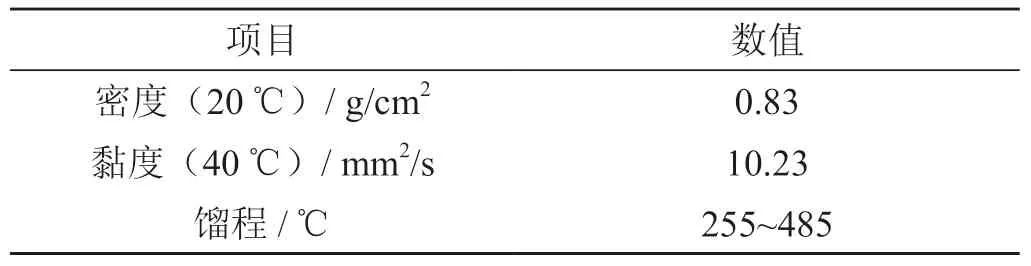
表1 加氢尾油基本物性参数
1.2 实验试剂
甲苯(AR),国药集团化学试剂有限公司;CH4、H2、O2、乙烯、丙烯、1,3-丁二烯(均为99.99%),佛山市华特气体有限公司;蒸馏水,广东石油化工学院工程技术中心。
1.3 实验装置
加氢尾油裂解制乙烯实验装置是由津大莱博科技有限公司制造[5],如图1所示。

图1 加氢尾油裂解实验装置图
1.4 实验仪器
气相色谱仪(SP-7826型),鲁南瑞虹化工仪器有限公司;气体采样袋(E-Switch),上海申源科学仪器有限公司;空盒气压表(DYM3型),长春气象仪器厂。
1.5 实验方法
将加氢尾油和稀释水按一定比例分别经计量泵注入预混器混合,再经预热段汽化,之后进入反应器中,反应后的裂解气经过冷却器中急冷,然后进行气液分离,收集废液,气相产物用冰水浴的方式充分冷却,最后剩余的裂解气经湿式流量计计量并采样。采用气相色谱仪分析裂解气,采用面积归一定量法计算各组分的含量。试验中通过改变裂解条件,考查工艺条件对乙烯收率的影响。
2 结果与讨论
2.1 裂解气分析
分别收集不同裂解条件下的裂解气,然后采用气相色谱法对裂解气进行全分析,并查阅文献数据[6-7]对加氢尾油裂解气中组分进行定性分析。结果发现裂解产物中包含的物质主要为氢气、一氧化碳、甲烷、乙烷、乙烯、丙烷、丙烯、丙二烯、乙炔、反丁烯、正丁烯、异丁烯、顺丁烯、1,2-丁二烯、1,3-丁二烯、丙炔、乙烯基乙炔、乙基乙炔,以及C6+以上组分等[8]。
经查阅烃类气体的相对校正因子[7],结合气体色谱面积归一法[9-10]对加氢尾油裂解气态产物进行全分析,得到855 ℃下裂解气中主要组分的分析结果,如下表2所示。

表2 855 ℃下裂解气主要组分分析表
2.2 工艺参数对乙烯收率的影响
2.2.1 裂解温度对乙烯收率的影响
图2为乙烯收率随裂解温度变化的曲线图。从图中可看出,随着温度的升高,乙烯收率快速增加,当裂解温度为855 ℃时,乙烯收率最高。
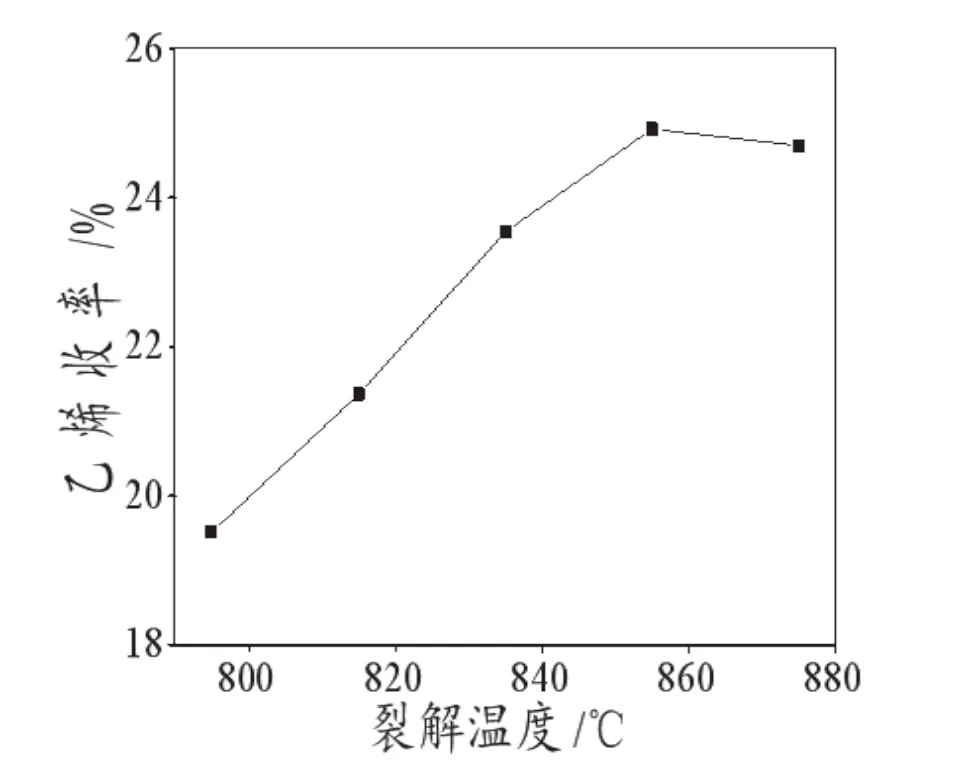
图2 乙烯收率随裂解温度的变化曲线
因为烃类裂解主要是断链和脱氢生成小分子烃的过程,是一系列吸热反应,必须通过提升温度向系统提供足够的热量,才能增大反应的平衡常数,提高乙烯收率。然而当温度超过855 ℃后,乙烯收率略微下降,因为温度过高又会加剧二次反应的发生,导致生成的小分子烯烃发生缩聚反应,降低烯烃收率,所以当温度超过855 ℃会出现乙烯收率略微降低。此外温度的升高不但增加能耗,还会缩短炉管的寿命,增加成本。因此最适宜的裂解温度为855 ℃。
2.1.2 稀释水油比对三烯收率的影响
图3为乙烯收率随水油比增加的变化曲线图。从图中可看出,随着水油比的增大,乙烯收率先快速增加,然后缓慢下降,当水油比接近0.8时,乙烯收率最高。
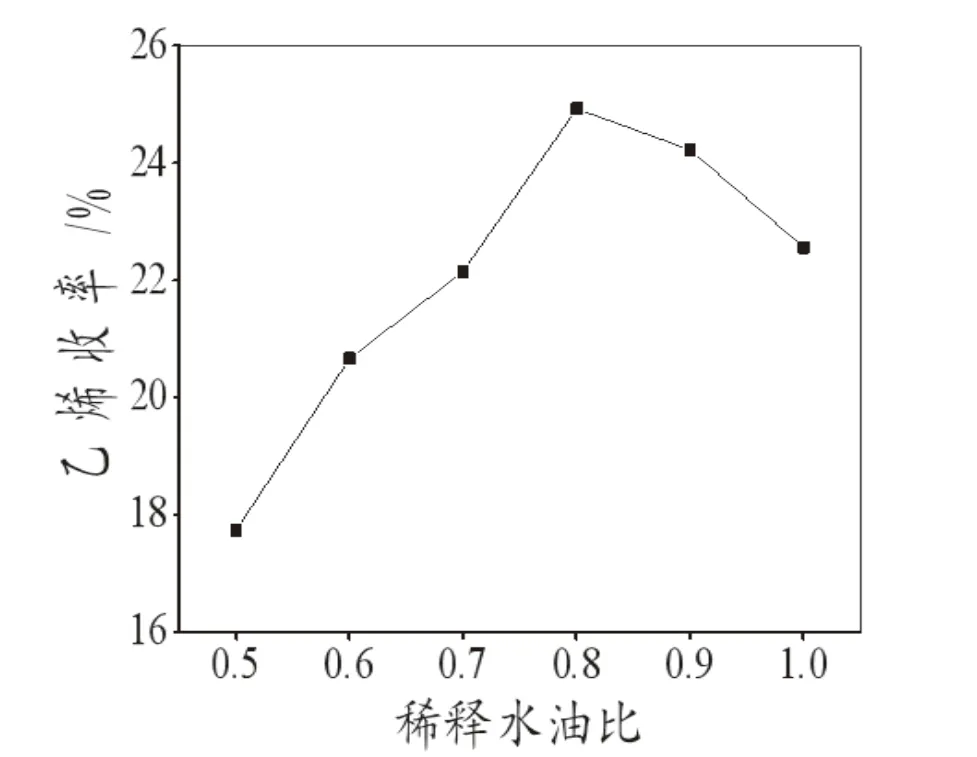
图3 乙烯收率随稀释水油比的变化曲线
因为烃类的裂解反应是大分子断链成小分子的过程,是气体分子数目增多的反应,增大稀释水油比可降低烃类气体的分压。根据化学平衡理论,降低烃分压有利于反应向着气体体积增加的方向进行,从而提高反应的平衡转化率,所以乙烯收率会逐渐增加。然而水油比过大不仅会增加装置的热负荷,还会缩短原料在裂解炉管内的停留时间,在一定程度上又会制约裂解深度,因此本实验选最佳稀释水油比为0.8。
2.1.3 进料质量流速对三烯收率的影响
图4为进料流速对产物乙烯收率的影响变化曲线。从图中可看出,随着进料流速的增大,乙烯收率先逐渐增大,而后又不断降低,当进料流速接近194.00 g/h时,乙烯收率达到最大为25.48%。

图4 乙烯收率随进料流速的变化曲线
因为增大进料流速会严重缩短原料在炉管内的停留时间,降低裂解过程中一次反应速率常数,导致原料裂解不完全,所以乙烯收率会随进料量的增大而急剧下降,因此进料流速不宜过大。然而,进料流速也不宜太小,因为一方面流速过小会削弱装置的处理能力,降低生产效率,另一方面流速过小会延长原料在炉管中的停留时间,进而加剧环化、脱氢等二次反应,形成大量结焦,对裂解反应不利。所以最佳进料流速宜选194.00 g/h。
3 结论
加氢尾油在实验室裂解装置上裂解制乙烯的最佳工艺参数为:裂解温度855 ℃、水油比0.8、进料流速194.00 g/h,且在该操作条件下乙烯的产率为25.48%。该结论可为炼化厂加氢尾油裂解制乙烯装置的生产操作和工艺技改提供数据参考。
