城镇污水处理厂污泥处理处置工程设计
2024-03-25余维金常芳瑜黄文海程瑞丰宁亚军于可可
余维金 常芳瑜 黄文海 程瑞丰 宁亚军 于可可
(中建三局绿色产业投资有限公司 湖北武汉 430058)
近年来,随着我国城镇污水处理设施普及率、污水处理率的提高和处理程度的不断深化,城镇污水处理厂的污泥产生量也急剧增加[1]。据《中国城乡建设统计年鉴》(2021 年版)公开数据显示,截至2021 年年末,全国城市污水处理厂日处理能力约2.1 亿m3,按每1 万t 污水产生5~10 t 污泥(含水率80%)测算[2],全国城镇污水处理厂湿污泥产生量约10.5~21.0 万t/d。《“十四五”城镇污水处理及资源化利用发展规划》中明确,到2025年城市污泥无害化处置率应达到90%以上,到2035 年全面实现污泥无害化处置[3]。据初步调查统计,全国只有10%左右城镇污水处理厂的污泥通过好氧堆肥等技术处理处置后进行土地利用,大约20%以上采用热干化+焚烧、厌氧发酵等技术实现污泥减量化、稳定化和无害化处理,其余大部分经机械脱水后外运至填埋场填埋处置[4]。因此,我国城镇污水处理厂的污泥处理处置问题还十分严峻,研究污泥处理处置对策迫在眉睫[5]。
1 污泥的性质分析
以某市城镇污水处理厂和各类食品企业废水处理站污泥为例,设计规模300 t/d,其中城镇污水处理厂脱水污泥(市政污泥)100 t/d,食品有机固废200 t/d,即各类食品企业废水处理站脱水污泥160 t/d,食品企业生产边角料40 t/d。其成分及理化性质如表1 所示。

表1 某市各类企业污泥理化性质
综合分析以上各企业污泥含水率、营养指标以及重金属含量等指标,可以看出污泥主要有以下3 个特征:
(1)脱水污泥的含水率在80%左右,含固率约12%~17%。
(2)污泥的有机物VSS/TS(挥发性悬浮固体浓度/总固体浓度)值基本在35%~50%,可生物降解有机物含量较高,适合采用厌氧发酵工艺将其转化成生物质能源沼气,进行资源化利用。同时污泥中含泥砂较多,因此,在进行厌氧发酵反应前,将采取有效的除砂预处理措施,提高处理效率。
(3)污泥中蕴含的养分及重金属含量指标基本满足土地利用的国家相关标准[6-7]。
2 污泥处理工艺的比选
2.1 预处理工艺的选择
目前用于城镇污水处理厂的污泥预处理技术主要有热水解[8-9]、超声波[10-11]、电渗透[12-13]、冷冻[14-15]等。但目前有工业化方面应用且比较成功的只有热水解技术。热水解即对生物质进行加温使其中的一部分细胞物质水解、从大分子转化为小分子物质,从而便于后续进行厌氧发酵。热水解前后微生物的变化见图1。

图1 热水解前后微生物的变化
热水解主要作用如下:
(1)可提高厌氧发酵过程中产甲烷的速率,缩短厌氧发酵周期,增强物料的流动性,提高厌氧发酵罐的容积利用率。
(2)对微生物的细胞壁进行破壁、改性,可大大提高污泥脱水性能,经板框压滤机挤压脱水处理后,其含水率可降低至50%~60%。
(3)细菌、病毒等在高温(150~180 ℃)、高压(约1 MPa)环境下,基本均被灭活,因此经厌氧发酵反应后的污泥细菌指标可满足美国EPA503 标准中关于A 级污泥的要求[16]。
热水解技术是一项先进、成熟、高效、稳定的污泥预处理技术,国内典型应用案例有北京市高安屯污泥处理中心工程(1 836 t/d)和北京市高碑店污水处理厂污泥高级消化工程(1 358 t/d)。各企业脱水污泥含固率约12%~17%,适合热水解预处理,在处理过程中可加水进行稀释,稀释至含固率为12%左右后进行热水解。因此,选择热水解技术作为污泥预处理手段。
2.2 主体工艺的选择
2022 年9 月,国家发展改革委、住房城乡建设部、生态环境部联合印发了《污泥无害化处理和资源化利用实施方案》,提出鼓励推广应用厌氧发酵、干化焚烧作为污泥无害化处理和资源化利用的重点方式[17]。由于城镇污水处理厂脱水污泥含水率高、热值较低,导致干化焚烧耗能较高,加上处理规模(300 t/d)较小,占地面积有限,综合考虑,选择“热水解预处理+厌氧发酵”作为主体工艺。
2.3 厌氧发酵工艺的选择
按照不同的条件,厌氧发酵处理技术可分为以下3 类。
(1)按照进料含固率可分为:湿式、干式,如表2 所示。
(2)按照厌氧反应控制温度可分为:中温、高温,如表3 所示。
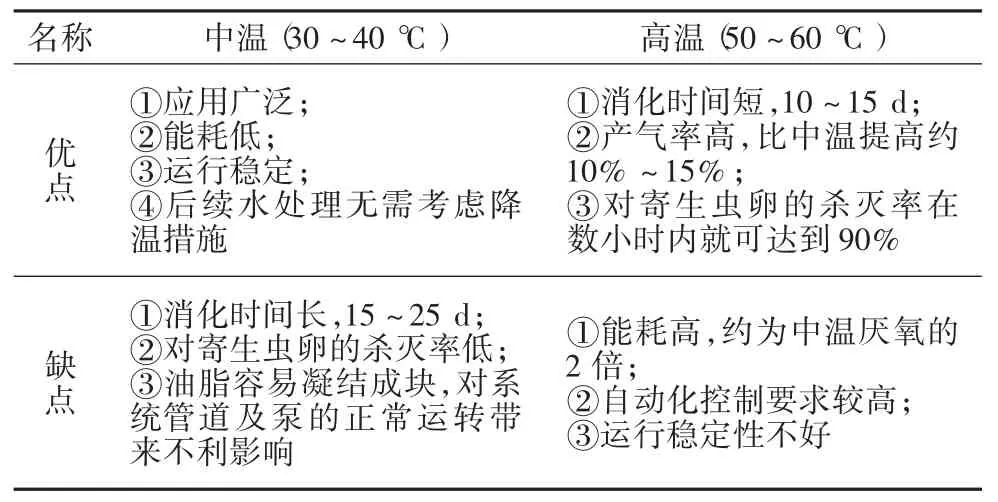
表3 中温厌氧发酵与高温厌氧发酵对比
(3)按照反应级数可分为:单相、两相,如表4 所示。

表4 单相厌氧发酵与两相厌氧发酵对比
综合考虑占地面积、技术成熟度、投资运营成本等因素,单项中温湿式厌氧发酵技术在国内外均已使用多年,成功案例较多,技术上较成熟。因此,单项中温湿式厌氧发酵技术。
3 主要工艺单元设计与物料平衡
3.1 热水解单元
含固率12%左右的污泥进入预热罐(也称浆化罐),与从高温热水解后闪蒸罐卸压回收的蒸汽混和,将污泥预加热至96 ℃,预热后的物料经泵输送至高温高压热水解反应釜进行热水解反应,经过高温150~170 ℃高压蒸汽对污泥蒸煮,热水解反应时间为30 min,使得物料颗粒溶解,胞外聚合物水解,降低黏度,完全杀灭所有病原菌。
热水解后的物料被急速送到闪蒸罐,由于压力的释放,在压力差的作用下,使污泥细胞得到破裂;经热水解和闪蒸罐释放压力后,污泥温度为100~105 ℃,需经热交换器进行冷却,换热后污泥温度降至40~50 ℃,以满足后续厌氧发酵的要求,整个热水解过程一般需要3~4 h,热水解后污泥的含固率在10%~12%。

3.2 厌氧发酵单元
热水解后物料,经换热冷却至40~50 ℃后,再进入2 座单池容积为6 000 m3的柱形消化罐中,中温厌氧发酵温度维持在(35±2)℃,停留时间18~20 d。有机物容积负荷为2.0~4.0 kg/(m3·d),厌氧发酵后的物料含固率为7%~10%,有机质降解率约为55%~65%,产气率为0.75~1.10 Nm3/kgVSS(去除),产生的沼气进入沼气提纯系统进行进一步处理,厌氧发酵后固液混合物进入机械脱水系统进行处理。
3.3 物料平衡计算
设计规模300 t/d,通过图2 的物料平衡计算,得出如表5 相关参数。
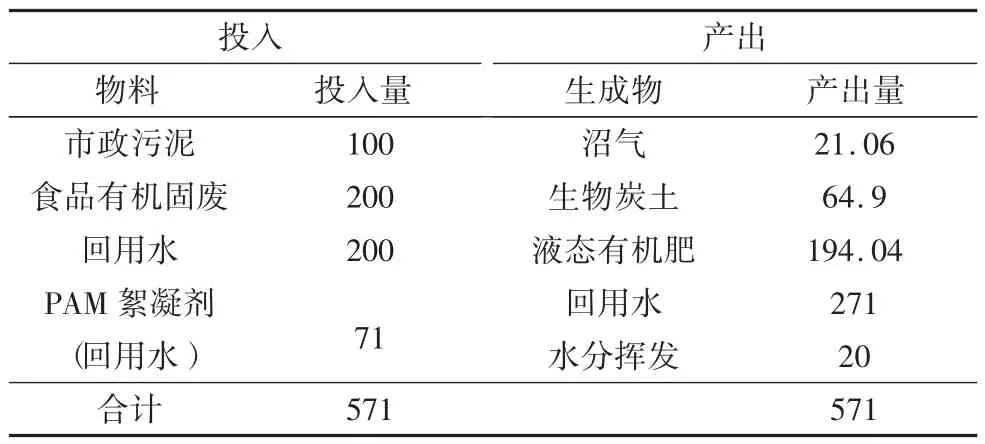
表5 物料平衡一览表 单位:t/d
4 产品资源化利用设计
经厌氧发酵反应器处理后会产生大量沼气,沼气的处理及利用方式主要有以下3 种:
(1)直接燃烧用于炊事、照明、洗浴、供暖等;
(2)内燃机发电自用或上网;
(3)经净化提纯后用作车用燃料或管道煤气等。
由于沼气产量较大,适合处理的方式有2 种:①沼气发电;②沼气纯化压缩。
其中沼气发电可以将生物质能转化为电能,并入电网或供本项目内部用电使用,由于并网困难[18],一部分发电一般供应自身使用。
而沼气纯化压缩,制成压缩天然气,然后供给汽车加气站或并入城市天然气管网是相对较为经济,易于操作管理的一种方式。目前国内比较成功的污泥厌氧发酵处理工程的案例中[19-20],湖北襄阳和大连夏家河均采用此种模式。
因此,采用沼气纯化压缩的沼气利用方式,将多余的沼气制成压缩天然气供给汽车加气站。
5 结语
随着绿色低碳技术的不断发展,污泥的减量化、资源化、能源化利用或将成为行业发展趋势。污泥厌氧发酵技术作为一项污泥处理处置的领先绿色低碳技术,兼具减量化、资源化等特点而越来越得到大家的关注和广泛认可,但该技术只适用于有机质含量高、含水率高的城镇污水厂污泥的处理处置。它是一项减量化程度低、资源化程度高的技术,更适合建设在城镇污水处理厂内处理机械脱水前的污泥,这样既可以节约污泥外运成本,也不用额外加水稀释调浆,厌氧发酵过程产生的沼液还能直接回流到原污水处理系统。未来新建或改建城镇污水处理厂时,建议将污泥厌氧发酵处理处置设施一并纳入。