进口汽车用制动器衬片摩擦性能检测与产品不合格原因分析
2024-03-24杨海华周崎李浩
杨海华 周崎 李浩


摘 要:随着国家经济的快速发展和人民对高质量、安全性的生活方向发展,而进口汽车在这一需求下逐年呈上升趋势,其中进口汽车用制动器衬片是汽车制动系统中最关键的安全零件,对制动效果起关键性作用,本文采用取样法对汽车盘式制动器衬片的摩擦性能进行测定和分析,并针对进口汽车用制动器衬片摩擦性能检测不合格原因分析。
关键词:汽车用制动器衬片 摩擦性能 原因分析
1 前言
进入21世纪,我国汽车用制动器衬片行业规模随着汽车工业的发展而稳步增长,国内市场上销售的中高档品牌汽车的制动器衬片主要从国外进口。
汽车用制动器衬片一般由钢板粘接隔热层和摩擦块组成,其中摩擦块是由摩擦材料、粘合剂组成,在查车过程中被羁押在刹车片或刹车鼓上产生摩擦,从而达到制动的目的。一套良好有效率的制动系统必须能提供稳定、足够、可控制的制动力,并且具有良好的液压传递及散热能力,以确保驾驶人从制动踏板所施加的力能充分有效地传到制动系统的总泵以及各分泵,避免高热所导致的液压失效及刹车性能衰退。
我国现行的制动器衬片标准式GB5763-2018[1]《汽车用制动器衬片》该标准主要检测项目有:外观质量、尺寸公差、摩擦性能、剪切强度、冲击强度、热膨胀率、压缩应变和标准包装,其中,摩擦性能和剪切强度为强制性检测项目,其余为推荐性检测项目。盘式制动器衬片的摩擦性能则是按照GB/T 34007-2017[3]中规定的方法进行检测。
对于常见的M1、M2、N1、O1、O2类车辆[2]盘式制动器衬片摩擦性能检测,在GB/T 34007-2017《道路车辆制动器衬片摩擦材料摩擦性能拖曳试验方法》中有原样法和取样法2种检测方法,因制动器衬片厂家和汽车整车厂商产品单一,均采用原样法进行摩擦性能检测,并在产品上标注设定摩擦系数,而第三方检测机构因制动器衬片产品繁多,而且每种型号必须配置和制动器衬片同型号相匹配卡钳和制动盘才能进行检测,为方便检测和节省检测成本,所以大多采用取样法进行检测,有研究表明,取样法和原样法检测结果并无显著差异,可以相互替代进行检测和评判[4]。
本次检测采用取样法恒力矩进行检测,样品测试完成后应符合下列要求 (1)盘式制动器衬片合格范围为设定摩擦系数MS + 设定摩擦系数±15%的范围内;(2)试验结束后,衬片应无分层、掉块等现象。
2 检测材料和检测方法
2.1 检验材料
本次检测选用原产地为日本的某品牌,同一型号同一批次的盘式制动器衬片样品(M1类)共5组,每组2片。采用检测方法为:取样法恒力矩方式(以下简称“MS”)进行摩擦性能检验,从样品标签上可以看到生产厂家设定摩擦系数为MS 0.38,执行标准号为我国的强制性标准GB5763-2018。
2.2 检验方法
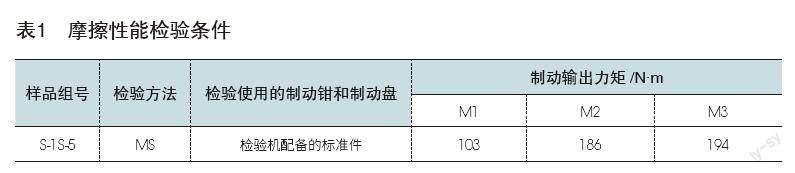
检验按照GB/T34007-2017《道路车辆制动器衬片摩擦材料摩擦性能拖曳试验方法》中6.1的要求对样品进行摩擦性能检验,检验条件见表1。
3 检验结果
产品设定摩擦系数(μ工作)为MS 0.38,其中S1-S4检验结果均在MS 0.38±15%(0.437~0.323)范围内,S-5检测结果已超出MS 0.38±15%(0.437~0.323)范圍,详情摩擦性能检测结果见表2。
4 试验结果分析
4.1 差异性
(1)进口制动器衬片使用的标准跟GB 5763-2018《汽车用制动器衬片》 有差异性。
(2)从表2中的检测结果数据可以看出,S1S4检测结果都较为一致,结果均在设定摩擦系数(μ工作)MS 0.38±15%(0.437~0.323)范围内, S5检测结果偏低,为MS 0.314,已超设定摩擦系数(μ工作)MS 0.38±15%(0.437~0.323)范围内,这表明样品均匀性或者检测设备出现问题,导致检测结果偏低。
(3)设备的稳定性影响检测结果。
4.2 检测结果偏低分析
4.2.1 某些国外的制动器衬片制造商(或进口商)其产品通过了所在国家的市场准入检验或E-mark认证,并对我国GB5763-2018强制标准要求不够重视,其产品也往往按国外技术要求进行,或对我国国家标准强制要求理解不充分,产品随便标志制动摩擦系数,导致实际摩擦系数与指定摩擦系数差值超过标准要求。
由于本次样品执行标准为GB 5763-2018,具体可看图1,所以不存在没有完全按照中国强制性标准生产设计、工艺控制和型式检验这个问题。
4.2.2 样品均匀性比对
5组样品摩擦性能检验前后均匀性记录表格:
4.2.3 设备稳定性
设备稳定性影响摩擦系数的主要因数有以下三点:
(1)温度,当制动器衬片温度过高导致高热传递至制动液压油管,造成制动液压油温度上升,当超过其本身的沸点时沸腾产生的蒸汽会堆积在管道里。由于气体比液体容易压缩,所以会造成制动踏板变软,无法将有效制动力传递到制动卡钳。
(2)输入管道制动压力,当制动管道中有空气或制动液压油偏少,当要制动时,制动踏板变软,制动压力加不上或制动卡钳出现卡滞等情况,最终导致制动卡钳不能很好的把制动器衬片和制动盘接触,导致制动距离增长、制动抱死和制动系数偏低。
(3)制动初速度,制动过程是动能与热能的转化过程,当制动初速度增大,需要通过制动消耗的能量也增大,所以制动距离也会延长,当制动盘和制动卡钳温度越高,制动器衬片的摩擦性能会随着温度升高而降低,导致摩擦系数偏低。
4.2.4 检查设备
(1)目视并手动检查压力变送器传感器、温度传感器、力矩传感器和其他零部件是否存在接触不良、松动和老化等现象,如发现都没有问题,则需要用计量工具验证压力变送传感器、温度传感器和力矩传感器是否在正常范围内,如不在正常范围内则需要重新计量检定后再进行检测。
(2)在检查中发现压力变送器传感器周边漏油,拆开压力变送传感器后发现漏油位置胶圈老化,导致油管内压力不足,最终摩擦试验机的温度和压力上不去,从而导致检测结果偏低,具体请看图2。
(3)更换新的压力变送器传感器密封圈,补充满制动液压油到液压罐中,把空气排出制动管道并计量检定,重新制样并检测(样品编号为S-5-fy1),明显看到温度和制动压力上升,检测结果恢复正常,具体请看图3和图4。
5 结论
本文以汽车用盘式制动器衬片为例,选用产地为日本某品牌的制动器衬片,同一型号同一批次的盘式制动器衬片样品(M1类)共5组,每组2片。采用检测方法为:取样法并以恒力矩方式(以下简称“MS”)进行摩擦性能检验,检测得出结论如下:
(1)因为使用同一型号同一批次的盘式制动器衬片样品,所以不存在由于生产工艺不相同而导致摩擦系数差异性较大的问题。
(2)检测人员必须在样品试验前和试验后记录好长度、宽度和厚度数据,这样才能保证出现问题后能溯源追查造成样品差异性的原因。
(3)每次检测前必须目视并手动检测压力变送器传感器、温度传感器、力矩传感器和其他零部件是否存在接触不良、松动、漏油和老化等现象,确认没问题才能开始进行检测。
参考文献:
[1] 中国国家标准化管理委员会.汽车用制动器衬片:GB 5763-2018[S].北京:中国标准出版社,2018.
[2] 中华人民共和国国家质量监督检验检疫总局.机动车辆及挂车分类:GB/T 15089-2001[S].北京:中国标准出版社,2017.
[3] 中国国家标准化管理委员会.道路车辆 制动衬片摩擦材料 摩擦性能拖曳试验方法:GB/T 34007-2017[S].北京 :中国标准出版社.
[4] 毛成涛,李艳秋,黄蒲,韩福涛,史松杰,汽车用制动器衬片摩擦性能拖曳试验原样法和取样法的差异性研究[J].质量安全与检验检测,Vol31.2021年增刊1:42-44.
