油套管产品质量问题研究
2024-03-20龚章昌田树亚佘泽华
陈 楠,刘 标,龚章昌,田树亚,佘泽华,何 亮
(中国石油集团渤海石油装备制造有限公司,天津 300280)
0 引言
油套管(即油管、套管)是石油开采过程中不可或缺的管具。其中,油管主要用于将油井底部的油、气输送到地面,套管主要用于钻井过程中和完井后对井壁的支撑[1],以保证钻井过程的进行和完井后整个油井的正常运行。因此,油套管的质量直接关系着油气田开发作业能否安全顺利进行。为防止和避免油套管质量问题重复发生,本文统计汇总了制管公司近3 年的质量问题,并对其进行分析,提出解决措施,以便从源头减少或避免油套管出现质量问题。
1 产品质量问题统计
根据2020—2022 年用户反馈的售后服务卡,对近3 年出售的油套管使用情况进行调查,对质量问题进行统计、汇总(表1)。

表1 2020—2022 年质量问题统计
2 产品质量问题构成
油套管产品质量问题由储存、吊装、运输、腐蚀、生产控制、外购、外协、用户责任及原材料等问题构成。由表1 可知:
(1)用户责任类问题所占比例最大,说明因用户操作不当引起的质量问题最突出,今后应着重加强用户现场培训和跟井服务工作。
(2)生产控制类问题所占比例较大,说明因生产过程把控不严造成产品质量不过关的问题较突出,今后应强化生产过程管控。
(3)腐蚀类问题所占比例排第3 位,说明井液腐蚀现象较突出,厂家应加强与用户沟通,了解现场需求,研究应用针对性的工艺方法预防和治理油套管腐蚀问题。选择合适的钢材型号,研制抗腐蚀油套管并推广应用。
(4)其他类型问题比重相对较小,也应采取有效措施加以治理和防范。
3 质量问题及原因分析
3.1 用户责任类
用户责任类问题的主要原因有:用户现场操作不当,在套管下井过程中存在上扣不到位、对扣错位、未涂螺纹脂或涂不合格油品等情况,可能导致油套管下井后出现试压不合格、螺纹严重变形、粘扣、脱扣、爆裂等问题(图1)。
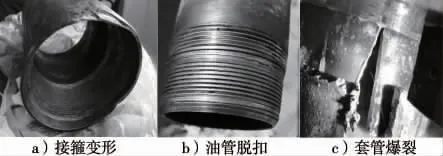
图1 用户责任类问题
3.2 生产控制类
生产控制类问题主要有:油套管螺纹参数超差、管体内壁生锈、冬季有结冰现象等,其直接原因是:①数控机床不稳定,刀头波动大;②工人操作不规范,试压后残余水渍吹扫不尽。间接原因是操作者和检验人员没能认真执行自检和专检,导致有问题的产品发往现场。
3.3 井液腐蚀类
井液腐蚀类问题主要是油套管下井后,管体表面出现腐蚀凹坑、砂眼、穿孔、断裂、脱落等问题(图2)。其原因是原油中的含硫物质、酸性物质以及腐蚀性矿物质对油套管壁造成腐蚀[2]。

图2 井液腐蚀类问题
3.4 原材料类
原材料类问题主要包括:①油套管螺纹存在黑皮扣现象;②管体内壁锈蚀、有氧化皮脱落现象;③管体表面有凹坑、麻点、砂眼等缺陷(图3)。问题原因有:①钢管外径偏小,管端直度与椭圆度超差;②加工工艺流程存在失误;③设备运行不稳定。

图3 原材料类问题
3.5 外协加工类
外协加工件问题主要是螺纹参数超差,其原因多为产品加工流程未严格按照工艺要求执行,过程质量控制把控不严所致。
3.6 外购类
外购类问题主要是作业过程中接箍螺纹发生粘扣、脱扣等,其原因有:①生产厂家机床不稳定、参数设置不准确、质量管控不严格,造成螺纹参数超差;②磷化质量不达标,从而导致质量问题;③护丝、护帽表面有凹坑、磨痕,且易出现破损、脆裂等问题。其根本原因是供货厂家产品质量不稳定,最终检验不严格所致。
3.7 存储类
存储类问题主要是露天库区料架底层油套管管体表面和螺纹出现锈蚀、麻点、划痕等,原因主要是由于储存时间过长、丝扣油凝固失效以及被雨雪淋泡所致。
3.8 吊装类
吊装类问题主要是作业过程中出现保护器脱落、接箍端面损伤、管体螺纹磕扣等。由于吊装作业不规范,未严格执行吊装作业安全操作规程所致。
3.9 运输类
运输类问题主要是油套管在运输过程中的意外丢失、损毁等。主要原因是道路、气象、车况不佳,或驾驶员疏忽大意、操作失误、违反交通规则以及其他原因。
4 防范措施
4.1 用户责任类问题防范措施
(1)加强井场跟踪服务、加大用户培训力度、提高用户技术素质修养、规范现场操作流程、强化制度执行力度,从根本上改变操作者的不良习惯,降低因操作不当造成的质量事故。
(2)加强与用户技术服务交流,及时了解产品的使用情况以及在作业过程中出现的问题,及时反馈信息并及时予以解决,消除质量隐患,避免质量事故发生。
(3)加强售后服务人员的培训教育,使其在产品出现问题时能初步判断问题性质和原因,并及时与用户沟通解决,防止事态扩大,对品牌声誉造成不良影响。
4.2 生产控制类问题防范措施
(1)规范操作者的作业过程,严格工艺纪律要求、强化质量控制、提高螺纹加工质量、减少操作失误,确保高质量生产。
(2)加强对生产设备的维保管理,做好设备调试工作,确保产品参数的稳定性。加强对仪器、工具、工装的规范使用、点检、检查及维护的要求。
(3)加强检验环节的管理,提升检验队伍的技能水平,提高检验员的质量意识和责任心,规范操作,严格执行检验作业指导书,以提高检验员的工作质量。
(4)加强生产过程组装工序控制及培训工作,保证工厂端离开工位后100%合格。
4.3 油井腐蚀类问题防范措施
(1)选用耐腐蚀管材,例如选用表层含有不锈钢、陶瓷等材料夹层的管材,以防止腐蚀。
(2)选用表面涂镀耐腐蚀层(包含金属覆盖层、非金属覆盖层及化学转化覆盖层)的管材,能够使其与腐蚀介质隔绝,起到防治腐蚀的效果,有效提高管材在严酷、复杂环境下的使用寿命。
(3)选用化学缓释药剂。根据井场实际条件,有针对性地选择合理、经济的化学药剂,可以有效除去井液中的腐蚀性化学元素,以达到抑制腐蚀的作用。
(4)加强与管材厂家合作,研制抗腐蚀性油套管,并进行推广应用。
4.4 原材料类问题防范措施
(1)加强原材料入厂检验,细化入厂检验内容,提高入厂抽检比例。若发现有质量问题,应果断采取措施,消除质量事故隐患。加强技术装备保障,遇到原材料存在质量缺陷时,能够有效识别和剔除,或者对有质量缺陷的原材料进行加工处理,去除其缺陷。
(2)加强与用户沟通,充分了解产品需求和现场使用要求,有预见性地将用户需求渗透到原材料的质量控制要求中。
(3)加强石油管材驻场监造服务的质量管理,强化钢管厂生产过程质量管控和监督检查工作,确保监造服务实施有效,从而提高管材质量的稳定性和可靠性。
4.5 外购件类问题防范措施
严把成品采购质量关,细化质量要求,强化质量控制,规范入厂检验记录,加大抽检力度。建立有效的供应商管理系统,加强对供应商的监管和管理,确保供应商提供的原材料和零部件符合质量要求,并采取必要的质量控制措施,可以降低产品质量问题的风险。
4.6 外协加工类问题防范措施
加强外协产品质量管理,规范加工工艺要求和相关文件记录。强化过程质量控制和监督管理。细化入厂检验方案,加大抽检比例,确保产品质量符合产品标准。
4.7 存储类问题防范措施
科学合理地掌握库存时间和存放条件。对超过半年的库存产品,发货前应严格执行检验过程,确认状态完好再发货。改造露天库区料架结构,防止高湿、多雨、严寒酷热环境对管体造成的侵蚀。选用专用螺纹储存脂,以适应不同储存条件下的防护要求。
4.8 吊装类问题防范措施
吊装作业时,既要符合国家或行业通用标准,也要符合企业制定的操作规程。要根据规定合理安排被吊产品,并据此选择合适的吊索具。按照设计的吊装方案,对各环节工序按照标准流程执行,杜绝超负荷吊装作业。对吊装产品部位进行保护,确保吊装物件完好无损。
4.9 运输类问题防范措施
发运时,选择合理的路线和天气运输,检查车辆各机构零部件是否符合技术规范和安全要求,杜绝带故障运行,防范产品运输过程中发生事故。装车时,配送员应复验货单,做到单货一致,并检查管体和螺纹有无损伤,保护器有无脆裂、破损、丢失,若有此类情况不得装车。装车后,货品应码放整齐、捆扎牢固、不混装、不超限,确保运输过程安全。搬运、装卸物品时,应轻拿轻放、按要求堆放,并采取适当防护措施,以确保物品不受损伤。运输过程中,驾驶员应谨慎驾驶,消除不安全因素,避免事故发生。
5 结束语
消除油套管产品质量问题,是一项长期而艰巨的任务,应坚持将质量控制在原材料采购、成品外购、外协加工、生产运行、吊装、运输、售后服务等每一个环节。在提高产品质量过程中,把握好影响产品质量的关键点和关键环节,严控外构件产品质量及外协加工质量,加强对生产各环节质量管控的系统管理,加强用户培训管理、提升培训质量,力图在全产品链管理体系上取得突破,以提高产品质量,最终获得良好的用户使用满意度。
