莱赛尔赛络集聚纺纱过程温湿度控制
2024-03-16王聪民王海霞刘艳杰周义德
王聪民 王海霞 刘艳杰 周义德, 吴 涛
(1.中原工学院,河南郑州,450007;2.河南建筑职业技术学院,河南郑州,450064;3.郑州市工业空调温湿度调控工程技术研究中心,河南郑州,450007)
莱赛尔纤维生产工艺成熟可靠、绿色环保[1],其织物具有新颖、柔挺、滑爽、穿着舒适透气的特点,适用于服装家纺领域,被视为新一代的“绿色纤维”[2]。截至2022 年底,国内已实现年产41 万t莱赛尔纤维的生产能力,且有逐年增长的趋势。由于纤维特性的不同,莱赛尔纤维在纺纱加工过程中与棉、涤纶、粘胶等纤维有较大差异,生产环境温湿度控制对生产效率和纱线质量尤为重要。
1 纤维性能
莱赛尔纤维主要性能和同类纤维的比较见表1 和表2。从表1 可以看出,莱赛尔纤维强力高,干湿断裂强度大,干强和湿强差别小。这是由于莱赛尔纤维的结晶度和聚合度较高,大分子之间的距离、结合力变化较小,结晶区也较紧密。莱赛尔纤维干湿断裂伸长率稳定[3],干断裂伸长率大于棉,小于涤纶,纺纱过程中纤维断裂少,短绒少。表2 中,莱赛尔纤维与纤维的摩擦因数大于粘胶小于棉,可纺性较好。纤维与金属的摩擦决定纤维的转移、牵伸特性,特别是对梳棉机的梳理、转移过程中针布之间的转移影响较大。莱赛尔纤维与金属之间的摩擦因数大于棉,小于粘胶和莫代尔纤维,生产中工艺设置不当会造成转移困难。纤维与胶辊的摩擦因数决定了胶辊胶圈的寿命,莱赛尔纤维与胶辊的摩擦因数大于棉和粘胶,纺纱过程中牵伸胶辊胶圈的寿命会略短。莱赛尔纤维的质量比电阻大于棉和粘胶,在纺纱过程中易产生静电。而莱赛尔纤维吸湿后会发生径向膨润,有利于纤维舒展,便于分梳、并合和加捻。因此生产加工中以保持较高的回潮率为宜,减少静电,方便生产。

表1 莱赛尔纤维和其他纤维性能比较
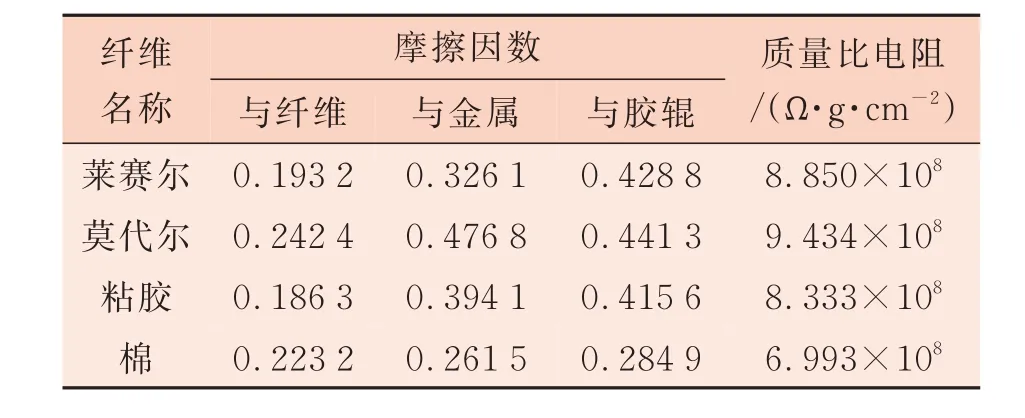
表2 各类纤维摩擦因数与质量比电阻
2 纺纱过程环境温湿度控制
2.1 预处理
莱赛尔纤维需要增加预处理工序,以减少在开松梳理过程中的过度损伤,减少静电,便于分梳转移,利于成网成条等。对静电严重的品种需加入抗静电剂,并适当加湿,保持平衡时间24 h 以上;对回潮率低的纤维,需要在温度26 ℃以上,相对湿度80%环境中保持12 h~24 h;对静电和回潮率满足要求的莱赛尔纤维,也应在温度26 ℃以上、相对湿度65%环境中保持12 h 以上,确保纤维回潮率在11.5%~12.5%,以稳定纤维性能,有利于后道生产加工[4]。
2.2 清梳
莱赛尔纤维长度长、细度细,在开清棉加工中纤维极易损伤,增加棉结,管道中输棉速度控制在8 m/s~10 m/s,减轻纤维束的过度滚动和撞击风叶。同时莱赛尔纤维在开松、梳理、气流输送等过程中,纤维的回潮率有一定的降低,因此在清梳过程中要保持车间一定的温湿度,并采用必要的辅助加湿措施,确保纤维回潮率稳定。车间相对湿度过低会造成纤维柔性差,纤维刚挺,加工过程中落棉增加、纤维损伤多、强力下降、短绒增加,成卷伸长率大、棉卷蓬松、易产生静电等。相对湿度过高,纤维柔软性增强,不利于开松除杂,造成棉卷易黏层、成卷伸长率小、重量不匀率大、棉结增加率高等。合适的温湿度才能保证莱赛尔纤维顺利开松、除杂和梳理,减少纤维黏连和扭结,减少棉结和短绒,保证棉网和棉条成形。清梳、预处理工序空调系统宜采用同一空调室露点送风的方式,冬季做好车间保温和除尘回风的利用,保证清梳工序冬夏季温度控制在27 ℃~30 ℃,开清棉相对湿度65%~70%,梳棉相对湿度60%~65%,纤维卷的回潮率控制在11%~12%[5],生条回潮率宜控制在10%~11%。
2.3 并粗
莱赛尔纤维截面形状呈实心圆形,表面光滑,纤维间的摩擦因数比棉小。并条牵伸过程中,纤维的滑移现象比较严重[6],为便于牵伸,应严格控制该工序的温湿度,使棉条吸放湿过程稳定。并条工序冬夏季温湿度控制在温度27 ℃~29 ℃、相对湿度55%~60%[7],条子回潮率宜控制在10%~11%。对于分区域进行生产的场所,可采用局部分隔加湿措施,维护并条区域的温湿度,提高条子质量。粗纱工序环境相对湿度控制也要比纺棉偏高掌握,以增加纤维之间的摩擦因数,增加纤维的抱合力,减少断头和毛羽,保证粗纱有较大的回潮率。也有利于在细纱工序退绕时形成外干内湿的状况,减少静电,减少断头和毛羽,保证纱线的回潮率。粗纱工序空调冬季要借用细纱工序工艺排风的热量,保证车间温度,夏季采用适当的冷源对车间降温。冬夏季温度控制在27 ℃~29 ℃、相对湿度60%~65%,粗纱回潮率宜控制在10.5%~11.5%。
2.4 细纱
细纱工序由于车间发热量大,温度高,容易造成油剂挥发,纤维发黏,出现黏连缠绕,纺纱过程中生活不好做。赛络集聚纺粗纱定量轻,纱条细,在悬挂退绕过程中引纱距离长。由于加压摩擦的作用,会在牵伸区呈现快速吸热放湿现象。车间的相对湿度也应比纺棉纤维略低,以控制其吸放湿的速度,稳定纱线的回潮率,增加纤维的径向伸展性。有利于细纱机牵伸加捻,减少胶辊区静电的发生,防止黏连缠绕,保持生产稳定。所纺纱线号数越小,相对湿度宜适当增大。莱赛尔赛络集聚纺环境温湿度控制措施:冬季采用95%的车间回风,循环水加湿,变风量露点送风[8],确保车间温度和相对湿度;夏季采用室内外焓值比较法确定新回风比例,采用深井水或冷冻水降温,大风量机器露点送风的方法。保证车间冬夏季温度维持在28 ℃~32 ℃、相对湿度在52%~58%之间,纱线回潮率控制在10%~11%。赛络集聚纺车间由于车尾端工艺排风量大,容易出现车间负压运行,造成细纱工序不同时间、不同区域温湿度差异大,影响断头率。运行中要合理调节送、回风机风量,维持车间微正压运行。并调整各送风支风道、送回风口风量平衡,使车间的温度波动不大于1.5 ℃,相对湿度波动不大于3%。
2.5 络筒
因为莱赛尔纱线比较光滑,络筒工序打结困难,结头强度指标偏低,应保证络筒工序具有较高的相对湿度,增加纱线回潮率,提高纤维间的抱合力,减少生产过程中静电的产生和维持纱线强力稳定。同时细纱在高温摩擦后,紧密卷绕至纱管,纱线温度升高,退绕过程中有放热吸湿的趋势,并且纱线退绕速度快,时间短。络筒工序相对湿度偏大掌握也利于实现退绕放热过程中的快速吸湿,降低毛羽增长率。络筒工序的环境温度不能比细纱车间低太多,相对湿度要高于细纱工序,使环境空气的含湿量大于纱线内部的含湿量,维持纱线在络筒过程中适当的加湿状态,以稳定纱线强力,减少静电现象。络筒工序的空调控制方法和细纱工序相同,冬季需适当借用细纱工序工艺排风的热量,采用机器露点送风的方法,维持车间温湿度。冬夏季车间温度宜控制在28 ℃~30 ℃,相对湿度65%~70%,纱线回潮率维持在10.5%~11.5%。
3 结论
莱赛尔纤维属于高强度、高模量、干强湿强接近的纤维,但纤维易原纤化、抱合力小、易产生静电等特性会对纺纱生产加工过程和质量产生较大的影响。在工艺参数优化调整的基础上,环境温湿度和各工序回潮率指标控制对纺纱质量和效率尤为重要。莱赛尔纤维的纺纱过程需要采用偏大的相对湿度环境,用于增加纤维的摩擦力,减少静电产生。并应严格控制开清棉输棉管道内的风速,减少纤维过度滚动碰撞造成的损伤和扭曲,减少短绒和棉结。在增加预处理工序、稳定纤维回潮率和减少静电产生的基础上,增加并粗工序的相对湿度,保证棉条和粗纱的回潮率指标,控制各工序纤维吸湿和放湿过程稳定,稳定细纱车间相对湿度值,是纺制出强力高、条干和毛羽等质量满足要求的莱赛尔赛络集聚纺纱线的关键。