二次回收PP无纺布条单螺杆挤出技术研究
2024-03-13敖万路吴书杭
敖万路,吴书杭,邢 璐,汪 竣
(铜陵格瑞特科技股份有限公司,安徽 铜陵 244000)
0 引言
聚丙烯(PP)是性能优良的热塑性合成树脂,为无色半透明的轻质通用塑料,具有耐化学性、耐热性、电绝缘性、高强度力学性能和良好的高耐磨加工性能[1],广泛应用于服装、医疗器械、汽车、输送管道、化工容器等领域。其中PP 无纺布条生产较多,在其生产过程中,根据实际需要裁剪成规定尺寸的布条,会产生多余的条状废料,为了将这些废料回收制成颗粒料再次利用,常采用双螺杆挤出机进行在线同步二次加热,但其缺点是需要精准控制温度,常因温度不好控制而出现未塑化的颗粒料。挤出机螺杆结构设计复杂,加工难度大、成本高,挤出方式是通过2个螺杆螺棱相互啮合推动物料在螺筒内向前流动,该过程中螺杆磨损严重,为了解决该问题,采用单螺杆挤出方式,但随着研究试验的进行又出现新问题,如条状物料被螺杆卷入的速度、卷入时不被旋转的螺棱裁断、未完全塑化等,影响产品总体质量,也阻碍了单螺杆回收条状物料挤出技术的发展,亟待解决。
1 挤出稳定性对产品的影响
1.1 挤出稳定性
挤出稳定性指在螺杆转速范围内,按工艺要求调整好螺筒各加热区的温度后,连续工作挤出量无较大的波动,塑化状态良好(无过塑、无颗粒)、熔压和扭矩合理等。在同一工艺参数下,进料不顺畅、加热不均匀、挤出量波动大、塑化差、熔压[2]偏低或偏高、扭矩过大等,均视为不稳定。
1.2 各种不稳定因素对挤出产品的影响
进料不顺畅会造成螺杆推动物料在螺筒内部不均匀流动,导致挤出量或多或少的波动,如图1(a)所示;加热不均匀会造成物料在螺筒内部不能逐渐塑化、塑化不均或过塑化等情况,如图1(b)所示。塑化差异会导致螺杆转动扭矩过大、熔压变大;过塑化会导致熔压变小、挤出后物料变稀,2 种情况均会导致产品物理性能变差。

图1 不稳定因素导致螺筒内部物料变化
2 单螺杆回收PP无纺布条挤出不稳定的原因及解决方法
PP 无纺布条单螺杆回收稳定挤出与螺杆各段结构和参数的匹配、螺筒冷却和加热参数的匹配等因素有关,螺筒螺杆配合如图2 所示。根据多年的研究、测试与实践,现就PP 无纺布条进入单螺杆挤出机加热挤出问题的产生原因及解决方法作简要阐述。
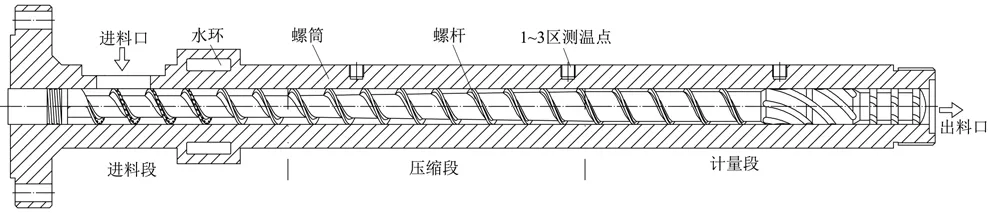
图2 螺筒螺杆配合
2.1 螺杆进料段结构和参数匹配设计
PP 无纺布条进入单螺杆挤出机,普通挤出是通过螺杆螺棱在进料口位置与螺筒内部之间每圈的啮合带动布条进入螺筒内部,进料速度慢、容易打滑、容易被裁断,如图3(a)所示;改进螺杆进料段结构,由螺棱表面凹槽和推力面的微小凸台带动卷入布条不会打滑,螺棱外径与螺筒内壁之间适当的间隙保证布条不被裁断,如图3(b)所示。
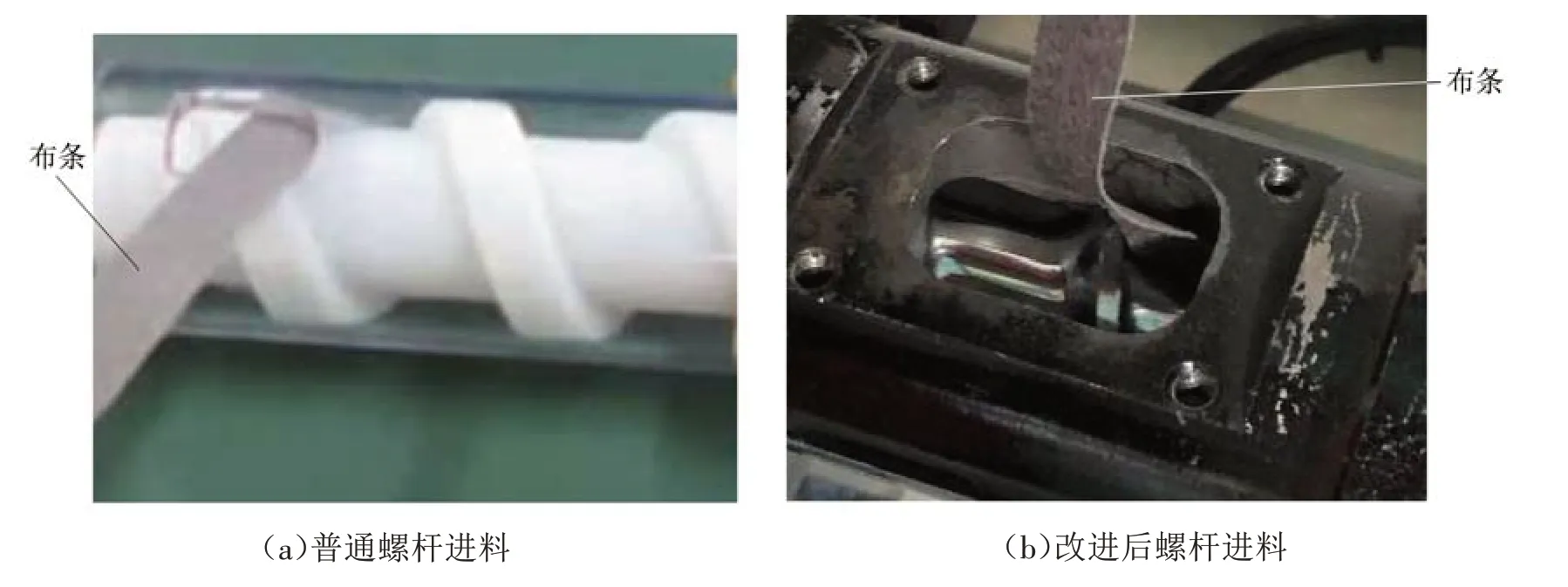
图3 布条进料
根据试验和实际应用的经验,总结单螺杆卷入布条的方式是通过螺棱卷入,尤其对螺筒进料口位置(螺杆进料段)的螺棱进行特殊设计,特殊设计螺棱长度大约到达水环冷却位置即可,经验公式如下:
其中,式(1)~(5)中代号如图4 所示,单位为mm,L1为改进后的螺杆进料段长度(螺杆总长的30%~40%,一般取小值);d为螺棱导程(螺旋角是指螺纹与螺杆横断面的夹角,通常取值17°41′,即尺寸等于螺杆外径)[3];D为螺筒孔径;W1为螺棱宽度;W2为L段螺杆螺棱外壁与螺筒内部的单边间隙;T1为螺棱表面凹槽深度,凹槽间距根据螺杆的直径及实际情况确定;T2为螺棱推力面凸台高度,凸台大小和间距根据螺杆的直径及实际情况确定;T为无纺布条厚度。
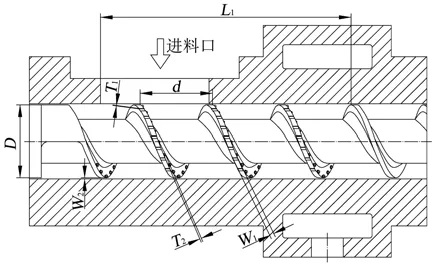
图4 进料段螺杆设计
2.2 螺杆压缩段结构和参数匹配设计
PP 无纺布条进入螺筒内部后,必须通过压缩以增加物料包裹性、密实度和塑化程度,合适的压缩比可更好地提升材料的物料性能,经验公式如下:
其中,d1、d2为压缩段螺杆螺槽外壁与螺筒起始的最大、最小单边间隙(最大、最小螺槽深度)。螺槽深度需根据实际情况确定,螺槽深度越深,物料越大,剪切速率越低,生产能力大,塑化差;螺槽深度越浅,剪切速率越高,有利于塑化,生产能力小[4]。压缩段螺杆设计如图5 所示,L2为压缩段设计长度(螺杆总长的35%~45%,一般取大值)。

图5 压缩段螺杆设计
2.3 螺杆计量段结构和参数匹配设计
在螺杆的末端增加两重屏障,由W3宽料槽更好地将未完全塑化的颗粒料分为若干股进入混炼段,未塑化的小颗粒受到屏障间隙的剪切作用,机械能变成热能开始塑化,由于螺杆的旋转再将塑化不良的物料与完全塑化的物料熔体在混炼段进行热量交换[5],最终充分塑化后被挤出,经验公式如下:
其中,d3为螺杆与螺筒起始的单边间隙;W3为双屏障物料通道槽宽度,深度根据实际情况确定。计量段螺杆设计如图6所示。
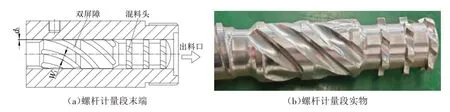
图6 计量阶段螺杆设计
2.4 螺筒环形水道冷却设计
PP 无纺布条进入螺筒后,不能迅速被加热,温度过高会熔化布条,导致布条还未完全带入螺杆就被拉断,在靠近螺筒进料口位置增加环形水道以阻隔螺筒其他加热区热量的传递,冷却水环形进出,如图7 所示,冷却水温度在15~20 ℃,通过控制水流量实现理想的控温效果。
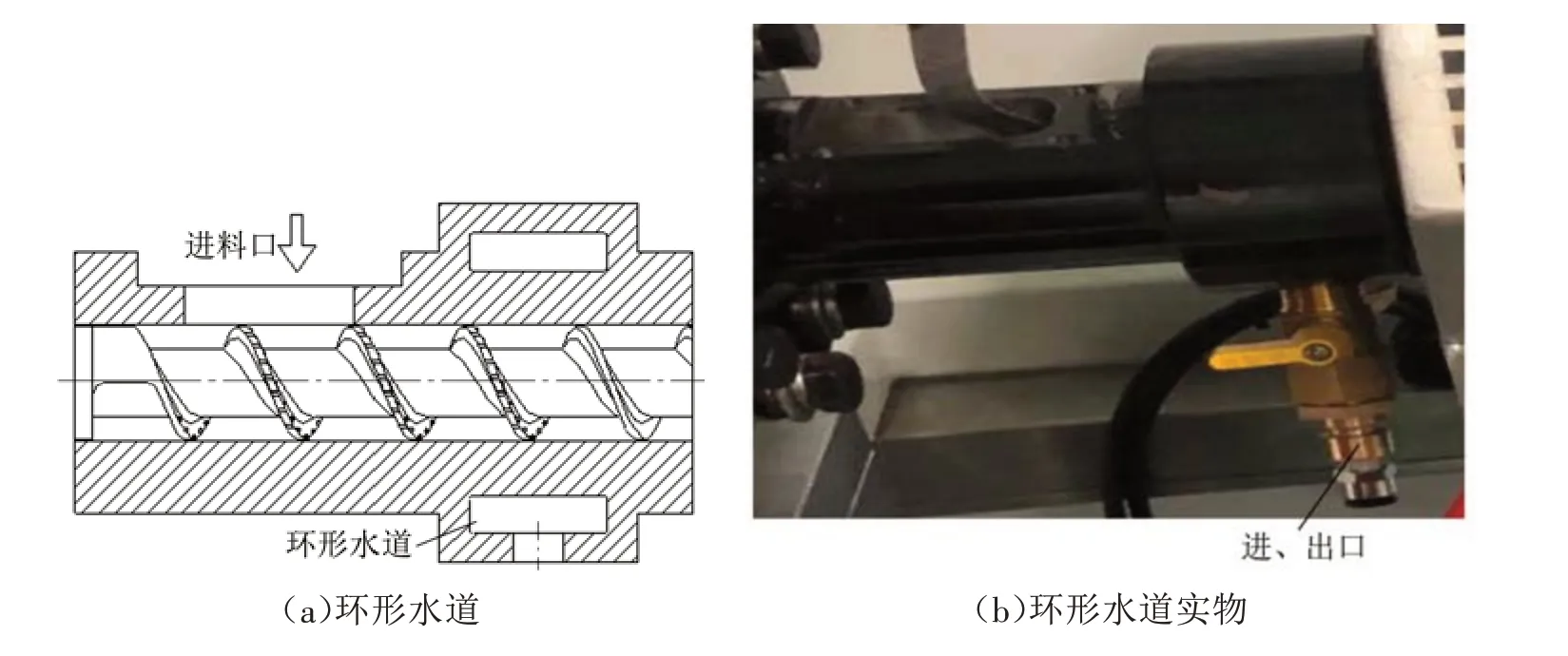
图7 螺筒环形冷却水道
2.5 螺筒加热分布及风冷设计
螺筒的加热分区排布、温度控制对物料的塑化较重要,根据实际经验将加热区域分3~4个,每个区域对应1 个测温点进行实时监测和反馈实际温度,进料段、压缩段和计量段分别设置加热区域和1 个测温点,如果螺杆长径比较大可适当增加加热区域。加热区域均配独立的风扇用于调节温度或温度过高实施降温,进料段加热区域的冷却风扇可省略,3段加热区域如图8所示。
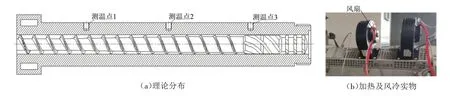
图8 螺筒加热及风冷
3 结束语
利用单螺杆挤出机回收PP 无纺布条二次加热挤出时,螺杆进料段、压缩段和计量段参数设计及螺筒外部段冷却是实现布条不间断稳定挤出的关键要素,在此理论基础上,还需要不断探究、测试改进和技术参数调整,以期获得更好的解决方案和优质产品。