连续重整装置液化气硫含量高原因分析及对策
2024-03-13毛天宇曹继虎
毛天宇,曹继虎
[陕西延长石油(集团)有限责任公司榆林炼油厂,陕西榆林 718500]
0 引言
液化气(LPG)实际就是液化石油气,具有高热值、无烟尘等优点,应用十分广泛。而液化气作为重要的化工原料,常作为高辛烷值汽油产品的副产物生产,须达到较高质量要求,确保为企业创造更多经济价值。结合化工生产实践,采用连续重整装置生产油气产品,产生的液化气容易出现硫含量波动问题,给装置经济效益带来影响。因此应加强液化气硫含量高原因研究,以便采取有效控制措施,为提升石油化工生产技术水平提供有力支持。
1 项目概括
某石油化工企业使用连续重整装置生产苯、二甲苯等产品,装置主要有料预处理、重整反应、催化剂再生、苯抽提4个单元。装置使用的原料为常压直馏石脑油、柴油加氢石脑油等,装置预处理采用全馏分加氢,实现预分馏塔与蒸发塔“合二为一”,并设拔头油汽提塔,塔底轻石脑油送至重整单元的脱丁烷塔,与重整反应生成的C5-馏分一起分离出液化气,直接送入罐区储存[1]。装置自2018年投入运行以来,始终保持良好工作状态,直至2022年10月监测发现液化石油气硫含量升高的情况,从5 ~8×10-6增加至20 ~78×10-6,平均能够达到49×10-6。如表1所示,石油液化气的总硫含量应不超30×10-6。液化气硫含量过高不仅将造成副产物质量不合格,同时也将引起脱硫装置超负荷运行,影响装置整体运行的稳定性,如造成塔压升高或下降,将给装置安全生产带来威胁。而液化气中硫含量过高,进入分馏装置等设备中将引起铜片腐蚀等现象,造成设备操作不稳定,产品质量下降,因此需尽快解决连续重整装置产气硫含量高的问题,见表1。
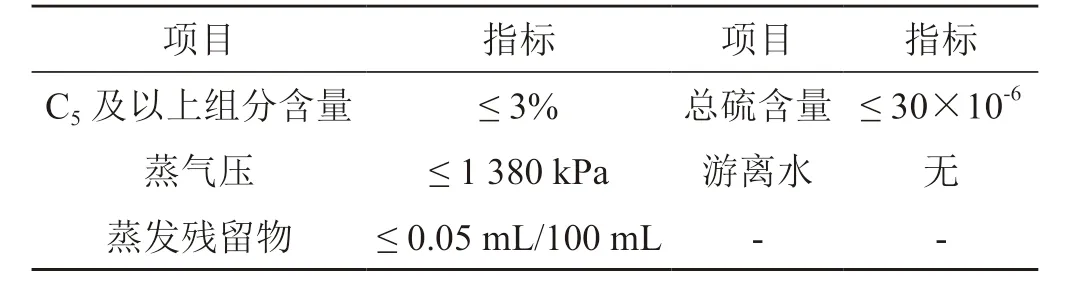
表1 液化石油气质量控制表
2 液化气硫含量高的原因分析
2.1 液化气硫的来源分析
在确定导致液化气硫含量过高的原因时,首先需确定硫组分的来源。对工艺过程展开分析,可知原料轻石脑油从蒸发塔进入时,将经过冷却后进入回流罐,罐顶将产生硫化氢、氨气,产生的液体一部分回流,一部分通过拔头油汽提塔进料,经过换热后进入塔内,塔顶将产生含硫化氢的气体,冷却后进入回流罐。精制石脑油经过重整反应后,生成油进入脱氯罐,脱氯处理后进入脱戊烷塔,然后进入脱丁烷塔、脱C6塔、脱C7塔、二甲苯塔等完成产品及液化气等副产物的回收、分离。在重整过程中,预加氢产物经过分离处理后,顶部排气与汽提塔、蒸发塔顶部气体送至轻烃回收装置,拔头油和脱戊烷塔顶油进入脱丁烷塔,脱丁烷塔顶液相作为无硫液化气产品送至液化气罐区[2]。在整个工艺流程中,重整液化气从脱丁烷塔顶部产出,塔进料包含拔头油汽提塔底轻石脑和脱戊烷塔顶油。拔头油汽提塔底部和脱戊烷塔顶部的液体也含有硫组分,主要来自不完全预加氢反应,同时与汽提塔脱硫不干净有关,造成含硫组分进入到液化气系统。
2.2 影响液化气硫含量的因素
对影响液化气硫含量因素展开分析,可知主要包含以下几点:
(1)连续重装装置生产原料为常压石脑油、柴油加氢粗汽油,其中常压掺炼高硫进口原油,可能存在硫含量过高的问题。在石脑油进入蒸发塔后,溶解氧与硫化氢等反应生产单质硫,造成进料硫含量迅速增加。与此同时,石脑油和精制油等可能发生互串情况,造成硫质量分数超标。如图1所示,石脑油从罐区进入预加氢装置的过程中,需经过调节阀、换热器等设备,然后进入蒸发塔。若阀门存在内漏,将造成串料现象发生,最终导致进料硫含量超标。

图1 连续重整装置进料示意图
(2)受控制系统操作不良因素的影响,拔头油汽提塔和脱丁烷塔均可能出现指标波动的情况,造成塔顶回流增加,液化气中的硫含量随之增长。在蒸发塔的塔底进料区域硫含量超标,有机质硫质量分数过低,无机硫在精制油中溶解,说明蒸发塔回流量、压力等指标不佳,最终造成无机硫分离异常,影响装置整体操作性能[3]。
(3)换热器发生泄漏,将造成高硫拔头油进入汽提塔中,引发进料硫含量波动,导致塔的热平衡、气液平衡等遭到破坏,最终造成油气分离效果不佳,液化气中硫含量过高。
(4)脱戊烷塔底部进料也可能出现硫含量异常情况,塔底油硫含量超标,也将造成液化气硫含量过高。
2.3 液化气硫含量高的原因排查
为确定导致液化气硫含量超标的原因,逐一排查各项因素,以便制定有效的问题解决方案,保证连续重整装置高效、可靠运行。
2.3.1 进料硫含量的排查
重整原料受常压掺炼高硫进口原油影响,导致原料硫含量不稳定,正常状况下硫含量不超500×10-6,日常化验硫含量通常在60 ~170×10-6之间。为确定进料硫含量波动情况,连续5 d 取样送至实验室检测,确定硫含量在75 ~140×10-6范围内,并未出现异常情况。对汽提塔塔顶回流罐轻石脑油硫含量进行检测,可知正常为90×10-6,实际检测结果最大不超80×10-6。因此通过综合分析,原料硫含量波动均在工艺指标范围内,符合要求。
2.3.2 设备运行参数排查
考虑到汽提塔、脱丁烷塔运行不稳也将造成液化气硫含量增加,需要对设备运行状况进行排查。调取设备运行参数历史数据,可知汽提塔塔底温度始终在123 ~126 ℃范围内波动,在温度提升的过程中,塔顶回流罐将迅速达到最大回流量。在汽提塔工作过程中,需监测回流罐调节阀开度,确定干气排放情况。在维持物料平衡的前提下,将汽提塔塔底温度调至上限,回流罐压力降低至最小,从而达到最大的干气排放量。从设备运行参数变化情况来看,回流罐阀门开度始终在45%~75%范围内,因此能够有效控制干气排放量,避免给液化气硫含量带来过多影响。从脱丁烷塔运行参数来看,在设备进料和出料保持平衡状态时,塔底温度和回流罐冷却后的温度适中未超出设定范围。在设备工作过程中,一旦塔底温度稍高,回流罐调节阀将达到更大开度,迅速补充氮气,确保回流罐压力达到指标限值的同时,能够达到最大干气排放量,有效控制液化气中的硫含量。因此通过综合分析,确定汽提塔和脱丁烷塔设备运行状态良好,各项参数符合要求,不会给液化气含硫量带来影响。
2.3.3 换热器内漏故障排查
考虑到换热器发生内漏也将造成液化气含硫量升高,对汽提塔换热器进行排查,确定是否存在漏油问题。对设备进出料的含硫量进行多次检测,结果如表2所示,可知两组指标变化较为明显,推测可能出现换热器泄漏问题。受换热器拨头油泄漏因素的影响,在操作汽提塔时泄漏量将发生变化,造成进出料硫含量随之改变,最终导致液化气含硫量升高。

表2 汽提塔管壳程进料和出料硫含量(mg/m³)
2.3.4 脱戊烷塔塔底油排查
针对脱戊烷塔底油进行排查,正常情况下底油硫含量始终不超0.2 mg/m³,但从实际检测结果来看,部分时段的底油硫含量能够达到2 mg/m³。对塔顶回流罐进行检查,正常进料硫含量不超0.5 mg/m³,要求出料未检出硫含量。从实际测量结果来看,进料硫含量最大达到4.5 mg/m³,出料硫含量能够达到0.5 mg/m3。经过分析可知,与汽提塔换热器发生故障有关,最终造成液化气硫含量超标。
3 液化气硫含量高的控制对策
3.1 处理对策
考虑到液化气硫含量过高与汽提塔换热器发生泄漏故障有关,需要对换热器进行拆卸,查找漏点并修复,确保液化气硫含量得到有效控制。在设备检修方面,需停止石脑油等原料进料,将精制油引入原料缓冲罐中,预处理后通入蒸发塔中,直至确认回流罐不来油后将汽提塔切出,正式开始检修作业。通过全面排查,发现换热器管板发生了腐蚀,可以通过更换管板方式处理故障。而为避免故障反复发生,应确定管板腐蚀原因。
分析原因可知,在连续重整装置运行过程中将产生硫化氢等气体,在含量超出0.1 mg/m³时将产生腐蚀作用。在常温、常压条件下,元素硫可以与铜发生反应,生成硫化铜沉淀。与此同时,液化气中含有氢氧化钠、氨等碱性物质和碱性脱硫剂,也将与铜等发生反应生成络合物。对重整反应流程展开分析,可知含有硫醇的油液进入脱戊烷塔后,塔顶气相经过冷凝后进入C4/C5分离塔,产生液化气进入球罐,塔底油液并入重整油品中。而拨头油中的硫含量较高,经过预加氢、气液分离等操作后尽管会出现硫含量下降情况,但依然会造成重整含硫液化气粗产品硫含量稍高,给脱硫装置运行带来过高负荷,引发后续生产装置塔液泛等现象,造成设备内部发生内漏问题,最终导致液化气脱硫效果不稳。
考虑到含硫液化气主要来自重整原料预处理部分,在预加氢分离获得的液相物料和裂化装置石脑油混合后,经过塔底换热、分馏进入脱硫塔,馏出物经过冷凝后进入回流罐,罐底部液相部分进入脱戊烷塔,重整为液化气产品,需设置专门的系统注入缓蚀剂,确保液化气硫含量始终维持在较低水平,从而缓解车间液化气脱硫装置超负荷运行引发的气液分馏操作不稳等问题。
3.2 控制效果
为确定方案实施效果,在完成汽提塔换热器管板更换后,通过试压方式确认故障已经完全排除,然后对连续重整装置实施改造,调整预加氢装置、蒸发塔塔顶和拨头油汽提塔等设备间的连接管线,在蒸发塔塔顶和拨头油汽提塔前增设缓蚀剂系统,确保可以有效降低液化气中的硫化氢等成分含量。在完成装置整体改造后,检查确认各种设备状态正常、流程无误,可以将装置重新投入试运行,完成各项运行参数调整,确保装置维持良好运行状态。经过反复调整后,确认连续重整装置运行状态稳定,可以对液化气硫含量进行测量,结果显示饱和液化气硫化氢含量不超2 mg/m³,硫含量不超3 mg/m³,能够达到工艺生产要求。经过三个月连续运行,装置始终未发生液化气硫含量超标问题,且总硫含量始终维持在3 mg/m³以下,说明液化气质量获得了明显提升。由此可见,通过增加缓蚀剂系统可以减轻连续重整装置脱硫负荷,确保重整液化气维持较低硫化氢含量,能够作为良好中间产品再次利用,为提升产品纯度作出贡献,从而为企业带来更多经济效益。
4 结语
在连续重整装置运行过程中,要求产出的液化气含硫量不超30 mg/m³。发现液化气硫含量超标,通过确定硫主要来源于原料油、重整液化气,需要完成进料硫含量、汽提塔进出料硫含量等各环节排查,从而锁定导致硫含量超标的因素。通过系统排查液化气硫含量高的原因,确定与汽提塔换热器内漏有关,在完成换热器管板修复的同时,为防止故障反复发生需增设缓蚀剂系统,有效降低重整液化气硫化氢含量,最终使饱和液化气硫含量得到有效控制。
