面向智能制革的自动配料系统应用分析
2024-03-12唐猷成张龙杨乐周黔川王春华林炜
唐猷成,张龙,杨乐,周黔川,王春华,林炜
(四川大学轻工科学与工程学院,四川 成都 610065)
引言
当前,新一轮科技革命和产业变革正快速席卷全球,以人工智能为代表的新一代信息技术正在加速向工业领域深入渗透,推动着工业领域生产制造关键环节向数字化、智能化转型升级。皮革工业作为我国具有国际竞争力的轻工支柱产业和传统富民优势产业,出口创汇一直位居轻工行业前列。2021 年8 月31 日,中国皮革协会印发的《皮革行业“十四五”高质量发展指导意见》中提到,“十三五”期间,皮革企业通过采用自动化、智能化技术和设备,劳动生产率较之前提升了约26%[1]。作为皮革产业链中的核心工业,制革工业的数字化、智能化发展对皮革产业的转型升级具有重要意义。其中,制革机械设备是皮革生产的重要基础装备,其智能化水平决定着企业生产效率和皮革产品质量。因此,制革机械设备的数字化、智能化改造升级对制革工业的高质量发展起着关键性作用[2]。
在皮革生产过程中需要使用多种皮革化工材料,精准控制其配比和用量,并安全准确地将其输送至制革设备,是提升成品革质量和确保不同批次皮革产品质量稳定的关键。然而,由于目前大部分制革企业的皮革化工材料配料环节仍然采用比较粗放的人工称料、配料模式[3],人工操作误差不可避免,这势必会造成皮革化工材料的实际加入量和生产工艺难以实现精准控制,使皮革产品质量难以得到保证。此外,一些制革用化学品具有较强的腐蚀性以及刺激性气味,对操作工人存在职业健康的风险。同时,随着我国人口红利的逐渐衰减、劳动力成本的不断上升,我国传统皮革行业面临着招工难、劳动力短缺和生产成本上升等问题。当前,新一轮科技革命和产业变革导致全球各产业的经济结构正发生着翻天覆地的变化,皮革行业作为传统制造业必须要走高质量、可持续发展之路,制革配料过程的数字化、智能化改造升级势在必行[4]。随着感知技术、自动化控制技术及物联网技术的快速发展和推广应用,研究者们已在化工[5]、钢铁[6]、食品[7-8]等典型加工制造领域的重要环节结合自身行业特点开展了自动配料系统的应用研究,这对制革用自动配料系统的开发和研制具有很好的借鉴意义。
基于此,文章结合制革行业的实际应用场景和功能需求,从过程控制层和现场设备层两个层级出发,针对自动配料系统在制革行业中的科学应用展开分析,旨在为制革用配料系统的开发和研制提供切实可行的参考依据,从而提高制革行业配料过程的自动化、精准化和数字化水平,实现皮革化工材料加入量的精准控制,保证制革工艺的稳定运行,提高产品质量的稳定性。
1 自动配料系统在制革行业中的应用分析
制革用自动配料系统开发和研制的主要目的是实现皮革化工材料自动、准确地给料和配料,以革新目前仍然依赖于传统而粗放人工配料模式的皮革化料配料环节。制革用自动配料系统主要包括过程控制层和现场设备层。
1.1 过程控制层
过程控制层是整个自动配料系统的控制中枢,其主要任务是根据皮革加工工艺的要求,对现场设备层进行程序化控制,以实现皮革化工材料的自动给料和混合。目前,随着自动化控制理论的快速发展和应用研究,自动配料系统的过程控制系统主要包括可编程逻辑控制器(Programmable Logic Controller,PLC)、分布式控制系统(Distributed Control System,DCS)和现场总线控制系统(Fieldbus Contorl Syestem,FCS)[9]。
(1)PLC 控制系统
PLC 是一种通过数字运算进行控制操作的控制系统,专为工业环境下的应用而设计。它具有的可编程存储器不仅可以不借助外部存储介质进行控制程序的存储,并执行相关的计算、控制、计时、操作等指令,还可以通过目前主流的数字信号或模拟信号对各类设备及生产过程进行控制。PLC 具有处理数据、通信等多功能,主要用于工业过程中的顺序控制。典型的PLC 系统结构示意图如图1 所示[10]。

图1 PLC 控制系统结构示意图Fig.1 Schematic diagram of PLC control system structure
当PLC 系统用于过程控制时,首先需要对PLC系统进行控制逻辑的开发,再通过相应的上位机软件建立与PLC 系统相对应的数据库,最后按照控制逻辑进行人机界面的开发。其中,PLC 系统采用梯形图逻辑来实现过程控制,对于仪表人员来说,实现控制逻辑的开发相对困难,尤其是对复杂回路控制算法的开发。现有的PLC 系统通常缺乏扩展功能和兼容性功能[11]。因此,PLC 控制系统较难根据应用场景做到灵活、便捷地动态调整,不适合用于过程复杂的工业场景自动化改造升级。目前,PLC 系统较为常见的应用场景是一些自控点不多且控制逻辑不复杂的小型自动控制装置,例如单台设备的控制以及模拟量不多的一些控制和联锁[12]。值得注意的是,皮革加工生产过程涉及的工序较多,工艺过程较复杂,对于皮革化工材料的给料和配料环节的自动化改造升级而言,需要满足皮革生产工序之间的协同操作要求。因此,制革行业用自动配料系统中的过程控制系统需要能够通过较复杂的控制逻辑控制较多的设备或仪表,并能够根据生产工艺的调整迅速调整控制逻辑,实现与其它生产环节自动化工艺控制程序的相互兼容和相互配合。尽管目前PLC 控制系统已在自动进水、喷涂和干燥连续作业等操作中有所应用,但对于复杂的皮革化工材料给料和配料过程的自动化控制而言,PLC 系统并不太适用。
(2)DCS 控制系统
DCS 控制系统起源于1975 年前后,并迅速发展起来。它由一个过程控制网络和一个过程监控网络组成,是一个以通信网络为核心基础的多层级的计算机控制系统。DCS 控制系统结合了图像显示、计算、控制及通信功能,实现了对生产全过程的监控和管理。DCS 控制系统不仅突破了普通常用控制仪器仪表相关功能的局限,还非常好地解决了信息、管理和控制过于集中带来的不稳定性。DCS 系统目前主要用于化工、电力生产等规模较大的过程连续性行业,如煤制活性炭工艺装置的过程控制、生产监视和参数报警[13]、火力发电厂中汽轮机和锅炉系统的关联控制和管理[14]等。典型的DCS 系统结构示意图如图2 所示[9]。
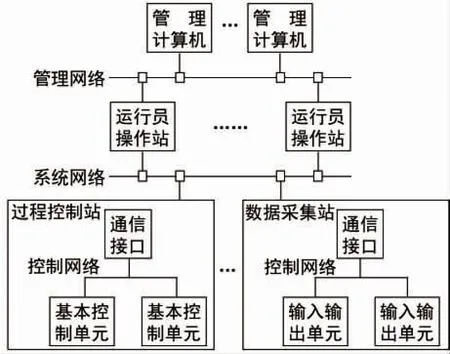
图2 DCS 控制系统结构示意图Fig.2 Schematic diagram of DCS control system structure
DCS 控制系统相较于PLC 控制系统具有以下优点:既能够接入数字智能现场设备,也可以接入模拟信号的仪表和设备;既可用于大型多设备、逻辑复杂的系统,也可以应用到设备数量较少,控制逻辑不复杂的小型系统;无需现场组态,增加、减少以及更改控制逻辑较为简单灵活。因此,对于自动化、数字化、智能化水平较低以及工序多、工艺复杂的制革行业而言,皮革化料给料和配料环节的自动化改造升级适宜选择DCS 控制系统。结合制革工艺要求,开发适用于皮革化工材料给料和配料的时间、用量等工艺参数的程序化控制算法,可为皮革化料自动给料和配料过程提供可靠的过程控制,并可根据制革工艺的改变较为灵活地改变控制逻辑,从而提高制革过程的自动化水平和皮革加工生产效率。
(3)FCS 控制系统
FCS 控制系统是在PLC 控制系统和DCS 控制系统的基础上发展而来的。它利用开放的、具有双向通信功能的现场总线,将生产现场各种控制器、数字化仪表及智能设备相互连接起来组成网络,从而构成现场总线控制系统。FCS 控制系统的本质是一个具有开放性、互操作性和彻底分散的分布式控制系统。FCS 控制系统的关键是现场总线,其运行的基础是全数字化的智能设备。FCS 控制系统实质上是现场化处理信息,具有全分散、全数字化、智能、互操作、安装成本和维修费用低等优点。常见FCS控制系统的结构如图3 所示[9]。

图3 FCS 控制系统结构示意图Fig.3 Schematic diagram of FCS control system structure
目前,制革机械设备数字化、智能化程度相对较低,为了在皮革化工材料自动配料系统中应用FCS 控制系统,需要将现有的现场设备全部改为数字智能现场设备。然而,考虑到制革行业数字化、智能化技术基础较为薄弱,数字化、智能化制革设备的研制以及工程化应用还需要大量的人力、财力和时间的投入,因此以FCS 为基础的皮革化工材料自动配料系统仍较难在制革行业中快速得到实际应用。
1.2 现场设备层
现场设备层是在过程控制层的逻辑控制下,按照制革工艺的要求实现皮革化工材料的自动给料和配料所需的硬件设备。制革用自动配料系统的现场设备层主要包括存储料设备、给料设备、计量设备、混料设备等,这些设备需要综合考虑皮革化工材料的理化性质,以及实际制革工序中对精度的控制需求、设备成本和造价等因素进行选型和适配。
(1)存储料设备
存储料设备是用于存储原料的设备,为不间断的配料提供原料保障。在一些加工制造业中,存储料设备通常可以简化或省略,如使用原料原有包装进行替代等。因此,存储料设备并非自动配料系统的核心设备,不会对自动配料系统的自动化和准确性造成影响。在制革行业用自动配料系统中,部分乳液状、油状、液体水剂状物料的存储料设备可以用皮革化工材料原有包装进行替代,冷、热水等可以设置储水罐,部分粉末或者颗粒状的皮革化工材料还需结合给料设备设置原料储罐。
(2)给料设备
给料设备是用于控制存储料设备中的原料进入下一设备的装置。根据原料的状态不同,常用的给料设备主要包括电磁振动给料机、螺旋给料机和阀门等。
电磁振动给料机主要用于固体颗粒原料或粉末状原料的给料,不适用于固体不均匀块状原料和液体原料的给料,结构如图4 所示。电磁振动给料机主要通过脉冲电磁力和激振器主弹簧控制料槽前后往复运动,使料槽内的固体物料颗粒均匀落下,从而达到给料的目的。该设备结构简单、体积小,可以瞬时启闭料流且料流运行平稳(固体颗粒较为均匀时),可使称量系统具有较高的动态精度[15-16]。
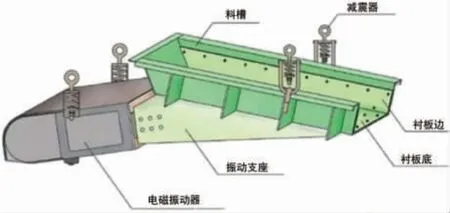
图4 电磁振动给料机结构图Fig.4 Structure diagram of electromagnetic vibration feeder
螺旋给料机主要针对流动性较好的粉体物料以及相应磨琢性较小的颗粒物料的给料,是一种具有连续进给能力和较高进给精度的无挠性牵引给料设备,同时还具备混合、搅拌、称重等功能[17-19],结构如图5 所示。螺旋给料机的主要原理是通过电机带动螺旋叶片旋转,推动管内粉末、颗粒状物料至出料口。对于粘度相对较大的物料,使用振动给料器给料经常会导致物料粘斗、下料不顺畅,导致下料偏差较大,而螺旋给料机可以很好地降低原料粘度对配料精度的影响。
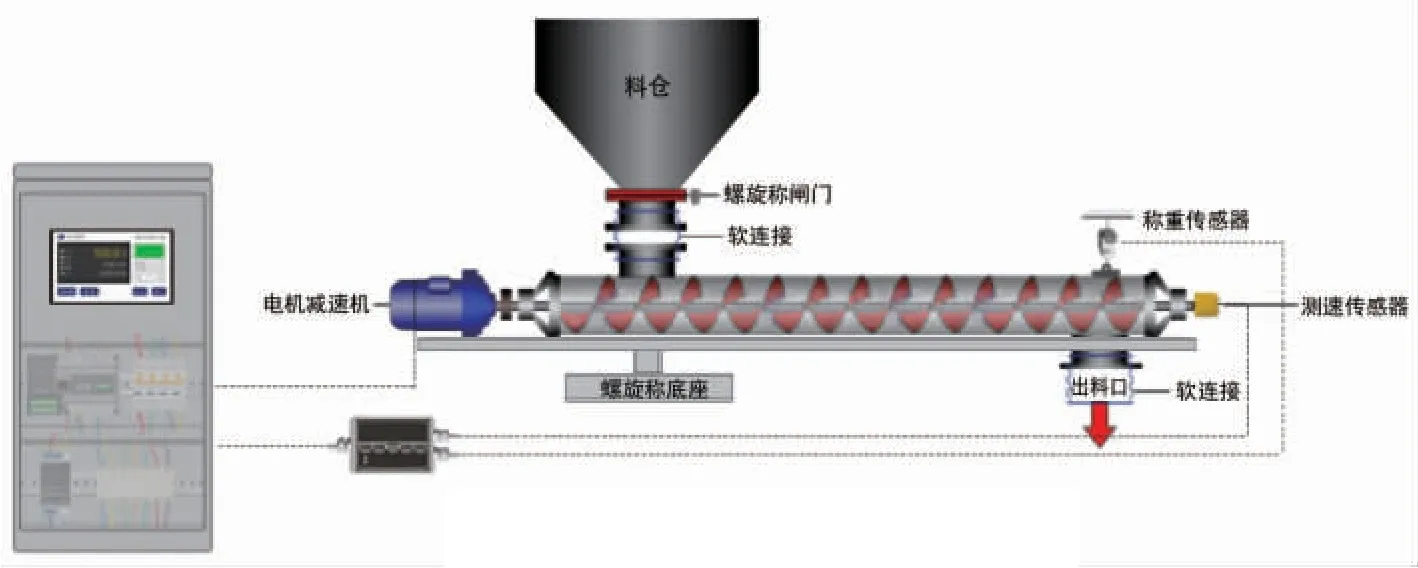
图5 螺旋给料机结构图Fig.5 Structural diagram of screw feeder
阀门式给料设备主要用于液体给料,并且工作时需要确保液体在阀门两侧具有一定的压差,从而保证阀门打开后,液体物料能够流动。阀门式给料设备主要有电动阀、电磁阀、气动阀等。对于阀门式给料设备,阀门的开闭速度越快,给系统造成的误差越小。
除了上述几种常见给料方式之外,在一些特定配料系统中,还采用真空抽吸(如真空上料机)或者刮板(如刮板输送机)等给料方式进行给料。
制革行业涉及的皮革化工材料种类繁多,包括粉末状、颗粒状、乳液状、油状、液体水剂状的助剂、鞣剂、复鞣剂、加脂剂、染料和涂饰剂等。从调研情况看,制革生产过程中,除了自动供水装置,针对皮革化工材料的自动给料装备实际应用不多。针对制革行业使用的皮革化工材料特殊性,对于乳液状、油状、液体水剂状的皮革化工材料,给料方式应可采用阀门式给料方式,而对于粉末或者颗粒状态的皮革化工材料,给料设备可考虑采用螺旋给料机。尤其是对于粉末或者颗粒状态的材料很具挑战性,比如染料等皮革化工材料的精准进料,还需考虑材料的吸湿性等因素。
(3)计量设备
计量设备是用于记录物料离开存储料设备进入下一设备的计量装置,其精度决定了整个配料系统的计量误差。对于固体物料和液体物料的计量都可以采用称重计量的方式,而液体物料的计量还可以采用各种类型流量计或者计量罐等进行体积的测定和计量,或者根据物料的密度转换成重量进行计量。
液体物料采用流量计计量时,需要根据工艺要求选择满足精度要求的流量计。同时,还需要对物料的物化性质进行全面的考虑,比如物料是否容易结垢、是否有一定的腐蚀等,避免对流量计的精度造成影响。
流量计可对管道和沟渠中的流体进行瞬时流量和累计流量的测量。按其结构和工作原理,流量计可分为差压式、孔板式、电磁式、涡街式、涡轮式、超声波式等。这些种类的流量计在自动配料系统都有广泛的应用,有着各自的优缺点,如表1 所示[20]。
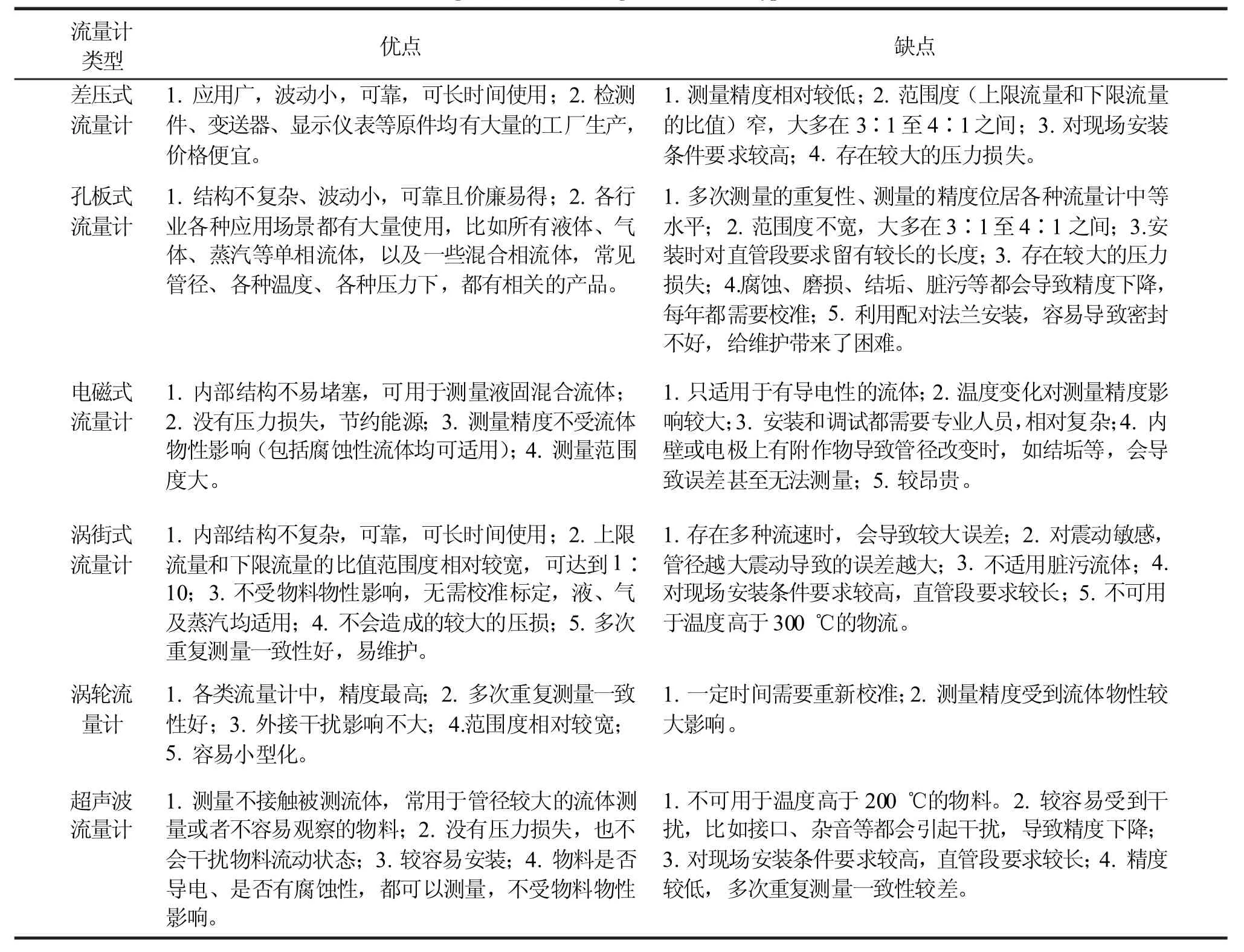
表1 不同类型流量计的优缺点Tab.1 Advantages and disadvantages of different types of flow meters
流量计的精度由于受到所测物料的物化性质的影响,存在计量不稳定、不准确的缺点。值得注意的是,使用称重计量的方式可使自动配料系统获得更为精确的物料计量。称重计量设备的工作原理是,在置物平台上放上重物后,重力造成平台表面发生形变而引发了力传感器内置电阻发生形变,变化的电阻值通过电路板上电路运算引起相应的电流变化,从而产生对应的电信号。不同重力或压力对应不同大小的电流,这个电信号再通过一定的处理后表示重量值。最常用的称重计量装置如实验室常用的电子天平、电子秤等,工业上常用与图6 类似的称量传感器,配合控制仪表进行称重计量。橡胶行业采用在自动导引车上设置称重装置,针对固体粉末颗粒、膏状物料进行自动称重计量[21]。冶金行业的自动配料系统也选择了这类称重装置[22]。在一些针对粉状类型原料的自动配料系统中也采用称重的方式,为实现高精度称重配料系统的开发奠定基础[23]。

图6 称重计量设备结构图Fig.6 Structure of weighing and measuring equipment
制革过程中准备工段、鞣制工段和涂饰干整理三大工段工艺特点差别较大,中间产品如湿皮和坯革的状态也有显著区别,故很难实现从原料到成品的连续机械化流程作业。在这种情况下,可按照三大工段进行制革用自动配料系统的开发和研制。鉴于制革过程使用的化工材料种类较多(包括固体颗粒或粉末的鞣剂、液体水性助剂、乳液状的加脂剂以及油状或膏状的涂饰剂、复鞣剂等),制革用自动配料系统的开发和研制过程中为了避免因使用多种计量设备而造成成本上升等问题,因此除了需要连续配料的原料(如热水)采用流量计方式计量,大部分皮革化工材料可优先考虑称重计量的方式。
(4)混料设备
混料设备是将按照工艺要求称量后的两种或多种物料混合均匀的设备。混料设备的工作原理是通过旋转的搅拌叶片进行多种物质的扰动、混合操作,以达到工艺要求的均匀度。在一些加工制造业中,混料设备常常可简化或者省略,如同时将两种或多种不同成分的物料分别加入到反应釜。因此,混料设备并非自动配料系统的核心设备,不会对自动配料系统的自动化和准确性造成影响。在制革行业用自动配料系统中,大部分工艺允许不同原料单独添加,不需要混料设备,少部分工艺需要简易混料时,可设置简单的搅拌罐作为混料设备。
2 结语
根据皮革化工材料的特点和制革工艺的要求,通过分析过程控制层的不同控制系统以及现场设备层的不同存储料设备、给料设备和计量设备,筛选出了适合于制革行业的自动配料系统的过程控制系统和存储料设备、给料设备和计量设备类型。这可为制革行业用自动配料系统的开发和研制提供切实可行的参考依据,助力皮革化工材料配料过程实现自动化精准控制,提高皮革产品的质量一致性、提升皮革加工效率、降低企业用工成本。
