水轮发电机组导叶立面密封方式优化
2024-03-10闫广志梁雪山徐向东
闫广志,姜 娜,梁雪山,徐向东
(1.国网东北分部绿源水力发电公司检修公司,辽宁 丹东 118000;2.丹东大东线圈工程有限公司,辽宁 丹东 118000)
0 引言
导叶立面密封质量的好坏直接影响水轮发电机组开机的稳定性以及是否出现机组自转等现象。针对导叶立面密封形式,文献[1-3]提出了由单一燕尾槽胶条密封改造为橡胶条加出水边单侧不锈钢压板密封形式,有效解决了导叶立面密封问题。文献[4]采用聚醚聚氨酯弹性体为原材料,设计一种“D”型密封方式,通过两种不同形状密封组合而成,并将薄不锈钢条插入两者之间,起固定作用,该种密封方式有效解决了机组蠕动现象以及安装困难问题,提高了机组稳定性。文献[5]利用ANSYS Workbench 软件对中、低水头水轮机导叶立面密封进行有限元分析,结果表明,通过对导叶局部密封进行修改,可以实现直接靠金属接触面研合方式进行密封。
某电站2 号机组原导叶立面密封采用胶条密封,即软密封。这种密封方式在机组投运数年后,导叶密封胶条逐渐出现脱落、疲劳损伤、弹性降低等问题。为解决上述问题,提出由传统胶条密封改造为导叶刚性接触硬密封方式,从而提高导叶立面密封性,减少导叶立面间隙漏水量,降低更换密封胶条成本以及消除导叶立面间隙的存在导致的水力不平衡,进而产生的机组振动等现象。
1 导叶立面密封优化方案
1.1 胶条密封方式缺陷
机组经过长期运行后,密封胶条结构破坏。原因是导叶开度随着机组出力发生变化,当导叶处于关闭过程中,水流中含有杂质(如木棒、铁块等),在接力器作用下,被导叶夹固,致使导叶立面胶条弹性性能降低,严重情况下,胶条由弹性变为刚性,从而产生导叶立面间隙,甚至破坏密封胶条结构。导叶密封胶条通过压板及固定螺栓固定于导叶进水边,固定螺栓的脱落也会造成压板及密封胶条脱落,致使导叶关闭不严。
1.2 导叶立面密封优化
基于上述传统胶条密封方式的缺陷,在机组改造过程中,将传统胶条密封方式改为导叶立面刚性接触硬密封,导叶进水边与出水边直接进行面接触。接触面材质选择不锈钢,进而提高接触面材料性能。在接力器作用下,导叶进水边与出水边进行刚性接触硬密封。
1.3 导叶立面间隙调整工艺
由于本次导叶立面密封形式发生改变,导叶在回装过程中,第一个导叶的安装角度无法确定,无任何安装的理论依据。基于上述原因,采用传统捆绑法。在导叶处于自由不受力状态下,使用钢丝绳将24 个导叶捆绑1.5 圈,一端固定于固定导叶上,另一端通过葫芦固定在吊钩上,拉紧钢丝绳,关闭导叶。在拉紧过程中,使用铜棒先敲击奇数导叶,随后敲击偶数导叶,使24 个导叶处于自由、灵活状态。
导叶捆绑时,使用0.05 mm 塞尺测量导叶立面上(A—A)、中(B—B)、下(C—C)三个部位间隙,当间隙值在0.20 mm 以下时,再次使用铜棒敲震各个导叶,使其消除钢丝的余力,克服自身的弹性变形。卸载钢丝绳外力时,监视各立面间隙值,测量导叶立面间隙是否发生变化。
2 测量结果及材料性能分析
2.1 导叶立面间隙值分析
为确保修后导叶立面间隙调整具有参考性,需要进行机组修前立面间隙测量。测量结果如表1 所示,机组在长期运行后,1-2 号、22-23 号导叶立面中间部位间隙值为0.50 mm;3-4 号、20-21 号导叶立面中间部位间隙值为0.10 mm;11-12 号导叶立面三个部位间隙值都为1.00 mm,该处漏水量最为严重;23-24 号导叶立面下部位出现0.30 mm间隙。

表1 2 号机组修前导叶立面间隙测量值
出现严重漏水的原因有以下几点。
1) 由于原立面密封方式为胶条密封,在水流冲击力的长期作用下,密封胶条产生疲劳损伤,致使立面间隙增大。
2) 密封胶条背面渗入来自上游段的高压水流,当导叶开度较小时,流道较窄,压力较低,从而形成压差,造成脱落。
3) 由于导叶密封胶条固定于导叶上端,在固定端会产生空蚀,造成固定螺栓、压板脱落,进而致使密封胶条脱落。
4) 机组在停机过程中,由于水流中杂质被导叶夹固,机组导叶立面间隙不为零。
导叶立面密封优化后,根据预装方案,对导叶进行回装,无油压状态下,测量修后导叶立面间隙值如表2 所示。11-12 号、17-18 号、22-23 号导叶立面下部间隙值为0.20 mm,长度约为80 mm;19-20 号导叶立面下部间隙值为0.10 mm,长度约为60 mm;13-14 号导叶立面下部间隙值为0.15 mm,长度约为60 mm;9-10 号导叶立面下部间隙值为0.10 mm,长度约为50 mm;1-2 号导叶立面上部间隙值为0.15 mm,长度约为70 mm。其余导叶立面间隙值为零。导叶总高度约为760 mm,依据电厂技术规程的规定,在导叶安装过程中,导叶全关无油压立面间隙为零,以0.05 mm塞尺检查不能通过,局部间隙不大于0.10 mm,其长度不大于导叶总高度的1/4,即190 mm。根据厂家标准,导叶全关无油压立面局部间隙不大于0.20 mm,其长度不大于导叶总高度的1/4。测量结果表明:立面间隙最大值为0.20 mm,存在间隙部位的最大长度为80 mm,远小于190 mm,满足厂家技术要求。在接力器油压作用导叶全关状态下,测量各个导叶立面间隙值为零。导叶由传统胶条密封变换为刚性接触硬密封后,效果优于修前胶条接触软密封。
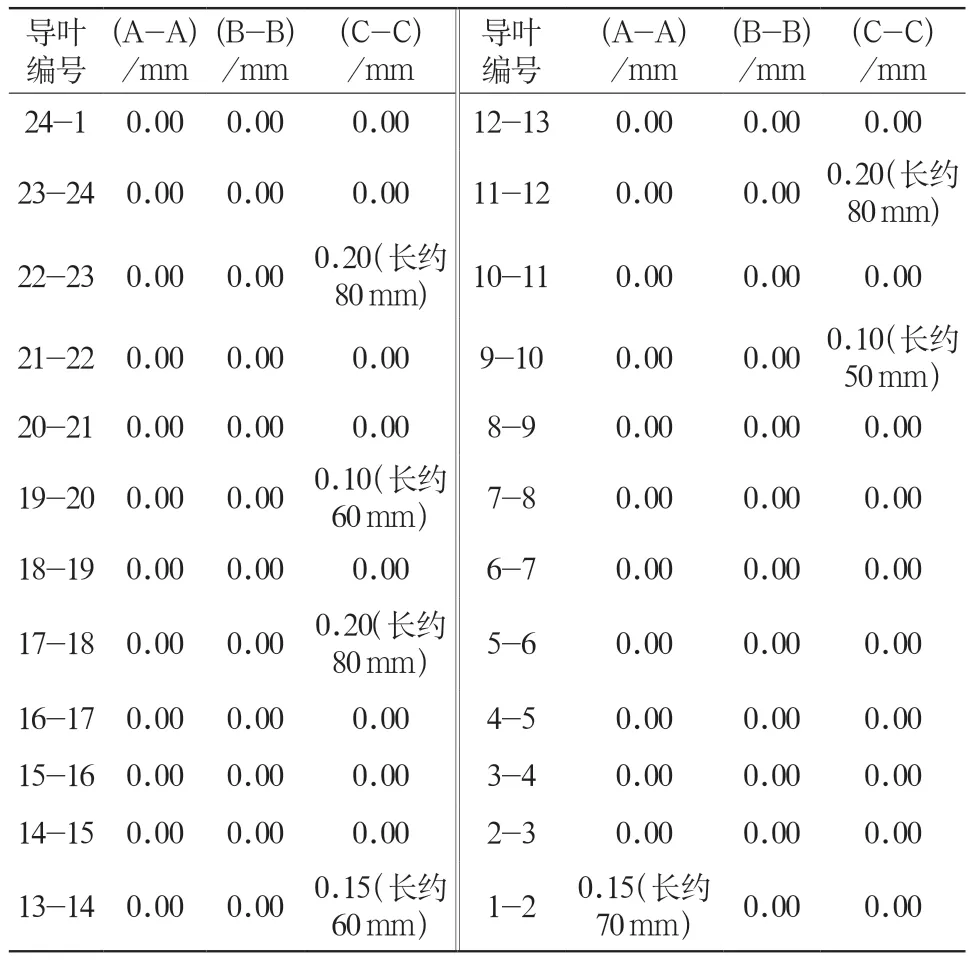
表2 2 号机组无油压修后导叶立面间隙测量值
刚性接触硬密封方式需要导叶加工工艺较高,必须满足导叶在回装过程中,各个导叶的安装位置精准,不允许发生移位、错位等现象,且立面上、中、下三个部位的间隙测量值不允许偏差较大,最大相对偏差不大于0.20 mm。
2.2 导叶开度分析
导叶立面密封优化后,在调速器开度为55 %、100 %状态下,分别测定导叶开口度,需满足导叶最大开度值偏差不超过最大平均开度的±3 %,才符合验收标准。
在导叶开度为55 %时,使用卡钳及钢板尺依次测量导叶开度值,测量结果如表3 所示,最大导叶开度值为140 mm,最小导叶开度值为133 mm。导叶最大开度偏差值为2.96 %,满足导叶最大开度值偏差不超过最大平均开度的±3 %。导叶全开(100 %)状态下,设计全开值为305 mm,开口偏差不大于±2%,测量结果如表3 所示,最大导叶开度值为309 mm,最小导叶开度值为303 mm,实测最大开口偏差值为1.06 %。两种状态下均满足导叶开度验收标准。导叶立面密封方式改造后,导叶开度仍满足开度条件。
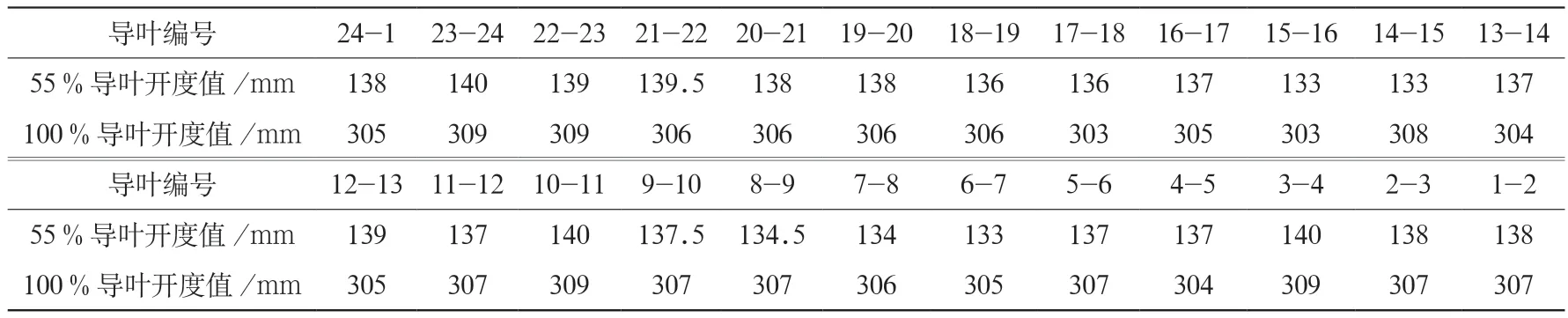
表3 2 号机组导叶开度值
2.3 材料性能分析
表4 为聚四氟乙烯与不锈钢材料的力学性能。传统导叶立面密封方式为胶条密封,密封材料为聚四氟乙烯,该材料屈服强度为23 MPa,刚性接触硬密封材料为不锈钢,屈服强度为205 MPa,不锈钢材料的屈服强度约是聚四氟乙烯的8.9 倍。当导叶进行关闭时,导叶进水边与出水边接触受力增加,当压力值达到23 MPa 时,极易使聚四氟乙烯材料发生弹性形变后无法恢复原状,变为塑性材料,而不锈钢材料的屈服强度为205 MPa,与橡胶密封材料相比较,极难发生塑性变形。不锈钢材料抗弯强度为520 MPa,当导叶关闭时,即使出现木棍等杂质被导叶夹固的情况,不锈钢立面也极难发生弯曲变形现象。综上分析,刚性接触硬密封优于传统胶条密封[6

表4 聚四氟乙烯与不锈钢材料力学性能
]。
3 结论
通过对水轮发电机组导叶立面密封形式进行优化,将传统胶条密封变换为刚性接触硬密封,研究分析得出如下结论。
1) 无油压状态下,刚性接触硬密封立面间隙最大值为0.20 mm,长度约为80 mm,远小于190 mm;在接力器油压作用下,导叶全关,测量各个导叶立面间隙值为零,满足检修工艺技术要求。导叶由传统胶条密封变为刚性接触硬密封后,优于修前胶条软密封。
2) 在导叶开度为55 %时,使用卡钳及钢板尺依次测量导叶开度值,导叶最大开度值偏差为2.96 %;100 %开度时,导叶最大开度值偏差不超过最大平均开度的±3 %。
3) 不锈钢材料的力学性能优于聚四氟乙烯,其屈服强度是聚四氟乙烯的8.9 倍。与橡胶密封材料相比,导叶不锈钢刚性接触硬密封极难发生塑性变形,结构不易发生破坏,可提高导叶立面密封性,防止机组发生自转,保障了机组的安全、稳定运行。