定力矩紧固技术在炼油装置大检修中的应用
2024-03-10孙拥军
孙拥军
(中海沥青股份有限公司,山东 滨州 256600)
1 概述
该石化企业原油加工规模350 万吨/年,主要加工海洋重质原油,生产沥青、橡胶增塑剂、变压器油、燃料油、石脑油、柴油等特色产品。
2022 年4 月,该石化企业组织全厂停车检修。由于往年检修后装置开工过程中均会发生或大或小的法兰泄漏,延长开工周期,埋下安全隐患。本次检修开始前,公司设备管理部引进了定力矩紧固技术,与各运行部进行了详细的技术对接,制定了科学的紧固方案。
2022 年4 月,全厂大检修期间,总计390 片高温高压法兰采用了定力矩紧固技术,其中120 万吨/年加氢改质装置75 片,30 万吨/年精密分馏装置85 片,制氢装置42 片,加氢脱酸装置22 片,延迟焦化装置166 片。开车过程中,各装置一次气密通过,升温过程中未进行恒温热紧。运行一年半以来,各装置法兰均未发现漏点,保证了装置的安全运行。
2 紧固现状
按照开工流程,装置开工前依次经过三查四定、吹扫气密、仪表联较、单机试运、水联运、冷油运、热油运等过程。每个节点都至关重要,关系着开车成功与否,以及装置长周期稳定运行。随着国家对安全、环保的要求越来越高,装置开工及运行过程中动静密封点泄漏管理越来越严格,装置现场紧固方式已由无力矩扳手敲击紧固发展到定力矩紧固。
2.1 手动力矩扳手紧固
无力矩扳手是利用杠杆原理拧转螺栓、螺钉、螺母和其他螺纹紧固件的手工工具,扳手通常在柄部的一端和两端制有夹持螺栓或螺母的开口或套孔,一般分为开口扳手、梅花扳手、扭力扳手等。
施工现场,采用此种扳手进行螺栓紧固非常普遍,尤其是法兰通径<DN150,压力等级<CL300 以下的法兰。一般情况下,维保单位施工人员两人一组,按照螺栓相对位置对称紧固,紧固质量取决于施工人员的工作经验和责任心。每个螺栓的紧固力矩不可控也不一致,与施工人员的手臂力量、工作状态有直接关系。
为了提高紧固力,施工人员会使用套筒加长力矩或者用铁锤进行敲击。
2.2 扭力扳手或液压扳手紧固
扭力扳手在拧转螺栓或螺母时,能显示出所施加的扭矩,当施加的扭矩达到规定值后,会发出光或声响信号。该类型扳手适用于紧固数量少、紧固扭矩不是很大的地方。
液压扳手可以输出和设定扭矩,属于高压液压工具,输出扭矩大,且精度高。该类型扳手适用于工期紧,紧固螺栓数量多且高温高压部位。
施工现场,维保单位制定紧固方案,确定合适扭矩,根据螺栓强度、垫片的初始密封比压和工作密封比压、介质压力等参数进行设计复核,防止螺栓断裂和垫片损坏。施工时,根据法兰螺栓相对位置,依次对称紧固,紧固扭矩逐步加大。此种紧固方式,紧固扭矩固定,法兰面压紧均匀,但由于单头施工,垫片变形不平衡。
2.3 定力矩紧固
定力矩紧固技术是一项标准化作业流程,施工单位依据装置的工艺参数、法兰等级、螺栓材质和型号等信息,计算得出可以满足密封要求的力矩值,再通过特定施工方案、特定工具(液压扭矩扳手、液压拉伸器)将所需力矩同时施加在对称的两组及以上螺栓上,最终达到紧固效果。
3 夹紧力计算
为了保证法兰紧固无泄漏,需要通过螺栓给法兰施加一个预紧力。拧紧一颗螺栓,需要施加一定扭矩转至一定角度后才可完成,这部分的扭矩和角度所做的功最终转化为螺栓头下的摩擦力、螺纹副的摩擦力和预紧力。一般而言,三者之间的比例约为10%、40%以及50%,具体表现为10%的夹紧力用于螺栓拉伸产生预紧力,40%用于螺纹副的摩擦,50%用于螺栓头与紧固件的摩擦。
式中,Fm 为夹紧力;P 为螺距;ug 为螺纹副摩擦系数;d2为螺栓直径;Dkm 为螺栓头表面尺寸;uk 为螺栓头表面摩擦系数。
4 高压加氢装置上的应用
4.1 数量统计
检修工作开始前,各运行部技术人员依据压力等级、是否泄漏、操作温度等因素把检修法兰分为高危法兰和一般法兰。原则上,高危法兰采用定力矩技术紧固,一般法兰采用普通扭力扳手或普通扳手紧固。通过梳理,各装置操作压力≥5.0MPa 法兰、操作温度≥250℃的法兰总计390 片,其中DN300 规格的5 片,DN250 规格的17 片,DN200 规格的14 片,DN150 规格的10 片,CL2500 规格的15 片(表1)。
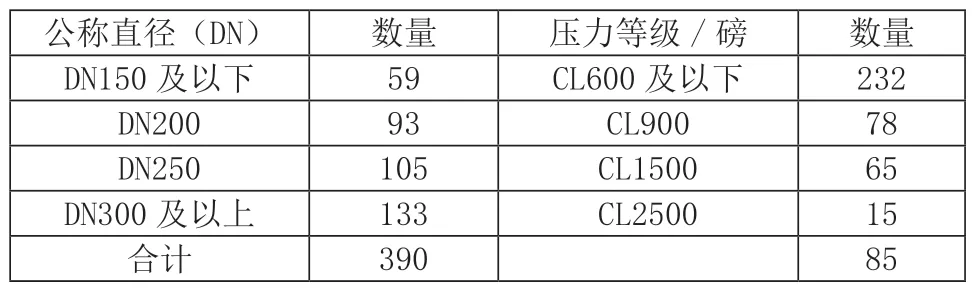
表1 定力矩紧固法兰统计表
4.2 工作流程
(1)法兰螺栓基础数据采集及处理要求。利用厂家自主开发的WELLINTE 软件平台,详细核算螺栓基础预紧力,同时结合实际运行工况以及法兰密封面损伤情况,制定科学的机具搭配方案。对每片法兰进行登记建档,拍照记录,生成基础信息数据库(图1)。软件根据基础信息,生成信息二维码,悬挂于现场法兰处。施工前,施工人员通过扫描信息二维码,获取该法兰的详细施工方案。

图1 WELLINTE 软件录入的法兰连接基本信息
设备、管线法兰拆开后,要求使用软铜丝刷清理法兰密封面和螺栓螺纹,然后用煤油或螺栓松动剂清洗螺柱、螺母。法兰密封面应用石棉板进行覆盖保护,有坑点、纵贯伤的部位应进行研磨修护(图2)。
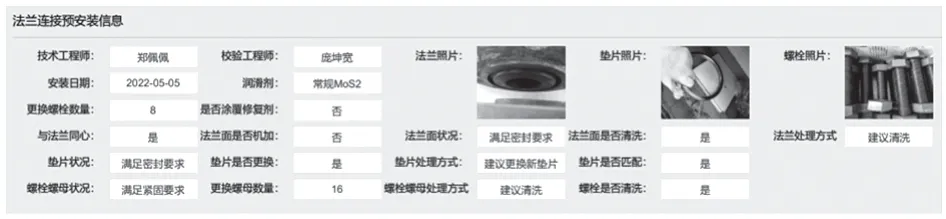
图2 法兰连接预安装信息
(2)机具准备。本次装配使用了拉伸器、方驱扳手、中空板手、便携式电动扳手、扭矩扳手。机具到场前,装配公司对全部设备进行了检测、保养;到场后,设备管理部对机具检测报告进行查验,对设备状态进行调试、验收。验收合格的工具集中入库,统一管理,由专人负责调配和维护。
(3)工程任务分析。根据法兰实际工况,科学选择施工器具,结合装置开工作业网络计划,进行人员区域划分、机具存储地址、区域装置机具使用计划、重要/特殊位置施工计划等一系列任务分析工作,以保证检修作业符合整体开工计划。
(4)施工流程。WELLINTE 软件的螺栓计算模型结合螺栓腐蚀情况、润滑情况、法兰面完整度等工况综合分析得出符合当前法兰状态的螺栓安全预紧力,出具标准施工流程。①法兰面、螺栓、垫片检查,确保法兰面干净,无损伤;螺栓润滑适中,摩擦副完整无损伤;垫片压力等级、材质、硬度符合要求,结构完整无划伤。②对螺栓进行编号,明确紧固顺序。③按照30%、50%、1000%预紧力要求梯级紧固螺栓,要求同步对称紧固。④每轮紧固完成后,及时测量法兰间距,控制偏差在允许范围之内(图3 和图4)。
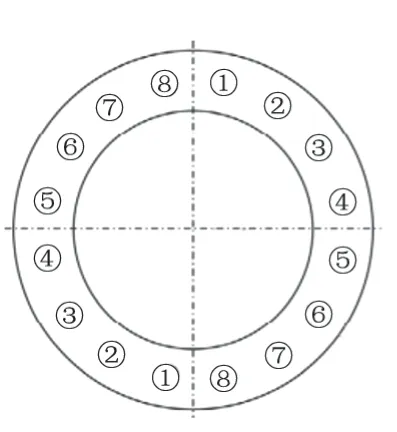
图3 螺栓编号示意图
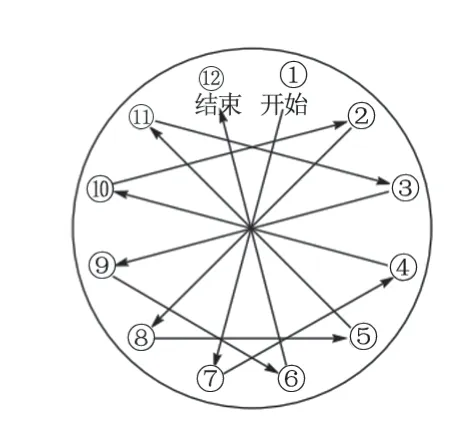
图4 螺栓紧固顺序示意图
(5)施工技术培训。培训包括施工机具操作培训和施工流程理论培训。施工前,厂家对技术管理人员、施工操作人员、设备管理人员进行技术培训,保证施工质量和施工进度。施工机具操作人员需要认证上岗,必须通过理论和实操考核,取得上岗资格后方能进入现场。
(6)过程控制。施工中,WELLINTE 技术人员全程旁站,实时对施工过程进行指导监督,确保螺栓、垫片负荷要求,确保每步工序的准确执行。施工过程中,技术人员按比例对紧固法兰进行抽检,发现问题及时反馈,并要求施工人员立即整改。施工完成后,技术人员会对所有数据进行校核,确保符合要求(图5)。

图5 法兰连接螺栓紧固信息
(7)压力测试。装置气密保运过程中,技术人员全程跟踪,观察、记录法兰泄漏情况。如果发生泄漏,一般尽量在低压下进行紧固。发现漏点后,第一时间检查施工过程记录,核实法兰密封面清洁度和完整性、螺栓规格和紧固力矩(图6)。

图6 法兰压力测试详情
本次开工过程中,全公司各装置高压部位气密一次通过,分馏系统、换热系统等高温低压系统一次气密通过,升温过程中各装置法兰零泄漏,同时省去250℃热紧过程。
该公司各装置开工后,各动静密封点连续开展VOCs检测工作。全公司222310 个密封点,其中18900 个法兰静密封点无一泄漏。
2023 年4 月,各运行部技术人员对全系统110 对法兰进行抽检,螺栓无一松动,法兰口无一泄漏。
(8)数据台账。在WELLINTE 软件平台上,施工经理按需下派施工任务,现场工程师执行任务流程,监督、指导施工人员完成紧固任务,实时上传工作进度和紧固数据。施工完成后,WELLINTE 软件自动生成包含法兰连接概要信息、法兰连接基本信息、法兰连接预安装信息、法兰连接螺栓紧固信息、压力测试详情的全周期数据信息,实现进度可控,数据可追溯。
5 经验和建议
定力矩紧固新技术是一整套螺栓紧固方案,能够有效解决螺栓受力不均问题,使转动摩擦力由未知变为可具体量化的指标,大大降低炼油装置法兰泄漏的可能性,保证装置安全、稳定、长周期运行。
(1)注重前期检查和综合评估。法兰拆解后,技术人员要对法兰完整性进行检查,确保有问题的法兰及时修复;利旧的螺栓要进行统一的除锈处理,保证螺栓摩擦副均匀、完整。
(2)制定科学合理的施工方案倍。四螺栓同步施工优于双螺栓同步施工。由于螺栓与螺栓孔的相对位置,两螺栓同时紧固时,可能导致法兰两端受力不均。四螺栓同时紧固可以避免上述问题,且工作效率大大提高。
6 结语
该石化公司2022 年各装置检修改造中第一次大范围地使用定力矩紧固技术,有力保证了装置一次气密成功,保证了开工节点顺利进行。经过近一年的运行验证,各装置高压系统和高温系统无一法兰泄漏,说明定力矩紧固技术能够有效解决高温、高压法兰和运行工况复杂的低压法兰泄漏问题。
