热渗锌工艺对钢制螺栓力学性能的影响研究
2024-03-08王媛媛朱培王小龙何卫平刘元海郭晓旭
王媛媛,朱培,王小龙,何卫平,刘元海,郭晓旭
(中国特种飞行器研究所 结构腐蚀防护与控制航空科技重点实验室,荆门 448035)
引言
钢铁材料因具有较高的强度、硬度、良好的韧性、优良的加工性能,广泛应用于航空、船舶、建筑桥梁等领域。但钢铁材料在与各种自然环境的相互作用下,容易发生腐蚀。据研究机构统计:全球每年因腐蚀报废的钢铁材料占全年生产总量的1/3,因腐蚀带来巨大的经济损失和严重的人员伤亡,严重制约国家的经济发展,因此亟需解决钢材的腐蚀问题[1-3]。
目前钢铁材料主要的腐蚀防护方法有非金属涂层保护,如有机涂层、无机涂层等处理方法;另外金属涂层也是常用的防护手段,如镀锌、镀铜、热浸镀锌、镀铝、热渗锌等。其中热渗锌技术又称为热扩散表面强化技术,涂层利用粉末状的Zn 原子在加热状态下通过热扩散方式与钢材表面Fe 原子结合,形成一层致密均匀的Zn-Fe 合金的防护涂层。
热渗锌涂层和钢基体之间以冶金结合的方式连结在一起,被处理的钢基体与锌粉末之间通过扩散、化学键合等反应过程形成冶金结合的合金层[4],该过程分为:①锌原子通过扩散至钢基体表面,形成固溶体;②以形成的固溶体为界面,Zn、Fe 通过相互扩散使固溶层增厚形成Fe-Zn 合金层[4]。由于热渗锌涂层具有较好的耐蚀性、耐磨性以及高硬度等优势,且其工艺过程绿色环保、加工操作简单、全寿命期维护成本低,目前已在铁路、桥梁等领域广泛应用。
国内外报道中主要对热渗锌涂层的耐蚀性能进行了较多的研究,而在热渗锌工艺中形成的Fe-Zn 合金层对钢制材料的力学性能研究较少,本文通过对热渗锌后的钢制螺栓的硬度、力学拉伸以及拉断后的断口进行分析,研究热渗锌工艺对钢制螺栓的力学性能影响。
1 试验
1.1 试验材料及设备
强度等级为8.8 级的M8×50、M10×50、M12×50、M16×50 钢制螺栓。
试验设备:1.0 m 加热炉,型号:A250 炉。
1.2 试验件制备
将试验用的螺栓,首先采用清洗剂清洗后,用0.5 mm 的钢球抛丸去除表面的浮锈等氧化物。每批装炉量为20 kg 螺栓,装入A250 加热炉中,渗锌粉剂的添加量为0.8 kg,加热2 h 至410 ℃,然后保温1 h。冷却后,振动清洗去除螺栓表面浮灰。
1.3 性能测试
按照不同尺寸大小选取5 组螺栓,每组2 个试样,分别标记序号为1 至10。将渗锌后的螺栓用线切割剖开后进行镶样,制成金相样品。之后依次用320 目,600 目,800 目,1 200 目,2 000 目砂纸打磨至表面光滑。烘干后用5 %硝酸酒精腐蚀,使用KH-7700 三维数字显微镜测试螺栓渗锌涂层的厚度及微观形貌,通过ATT-JS-302全自动维氏硬度计测试紧固件基材及渗锌涂层的显微硬度。
将配对的螺栓和螺母拧入和拧出5 个、10 个、20 个和30 个完整周期,螺母拧入、拧出时无轴向载荷,然后通过KH-7700 三维数字显微镜观察螺栓上螺纹的渗锌涂层磨损脱落情况。
将渗锌前后的M8 螺采用万能试验机测试拉伸强度,对比渗锌前后拉伸强度的变化,并观察拉伸失效后的断面形貌。
2 结果与讨论
2.1 厚度及微观形貌
不同尺寸螺栓渗锌涂层厚度测试图片见图1,涂层厚度处于(25~45)μm 之间,厚度的均匀性较好。
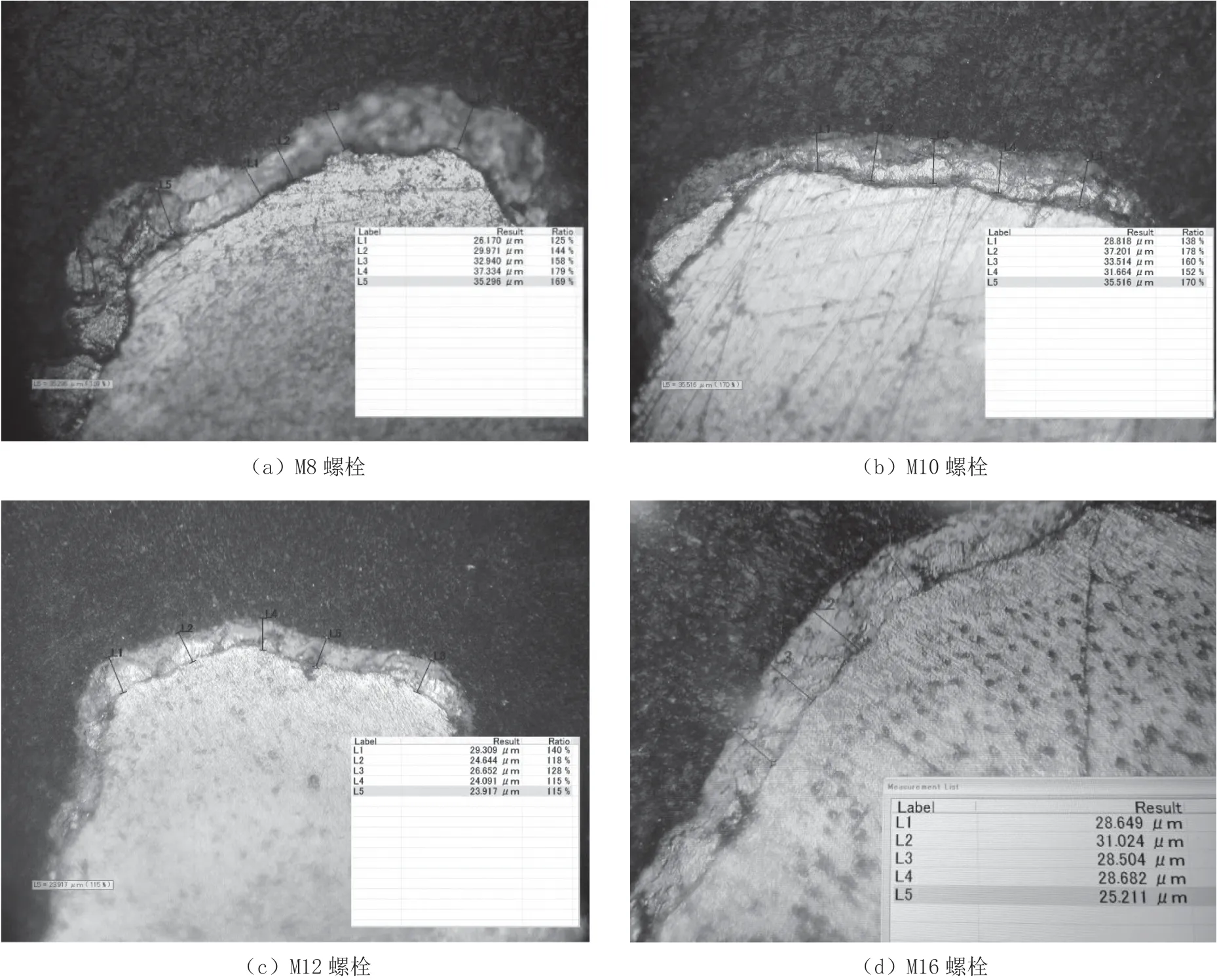
图1 螺栓渗锌涂层厚度测试
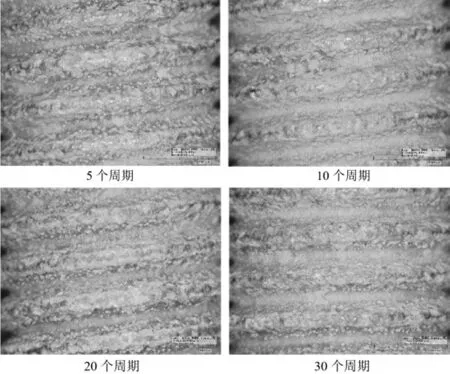
图2 拧入和拧出不同周期后螺纹渗锌涂层
2.2 拧脱耐磨试验
将配对的M8 螺栓和螺母拧入和拧出5 个、10 个、20 个和30 个完整周期,螺母拧入、拧出时无轴向载荷,然后通过KH-7700 三维数字显微镜观察螺栓上螺纹的渗锌涂层磨损脱落情况,拧入拧出不同周期后,螺纹渗锌涂层未见脱落,表明经过渗锌处理后,涂层具有较好的耐磨性。
2.3 显微硬度
按照GB/T 4340.1-2009《金属材料 维氏硬度试验第1 部分:试验方法》,通过ATT-JS-302 全自动维氏硬度计测试螺栓渗锌涂层的显微硬度,试验力大小为10 N。从表1 中可以看出,渗锌涂层的显微硬度基本处于(360~390)HV,相比普通镀锌层(100~120)HV 明显提升了3 倍以上。

表1 螺栓渗锌涂层显微硬度
2.4 拉伸强度
按照GJB 715.23A-2015《紧固件试验方法 拉伸强度》的要求,对不同尺寸螺栓未进行表面处理和经过热渗锌处理后的拉伸强度性能进行测试,比较热渗锌前后螺栓的拉伸强度变化情况。
为更直观对比渗锌前后紧固件拉伸强度的变化情况,将试验得到的拉伸强度结果绘制成曲线图,不同尺寸紧固件的拉伸强度变化情况见图3。

图3 螺栓拉伸强度对比
由表2 及图3 可知,渗锌前后紧固件的拉伸强度均大于830 MPa,满足GB/T 3098.1-2010《紧固件机械性能 螺栓、螺钉和螺柱》中对于8.8 级螺栓的抗拉强度要求。各种规格的螺栓其拉伸强度在渗锌前后变化相差较小,表明可以忽略热渗锌工艺对螺栓拉伸强度的影响。
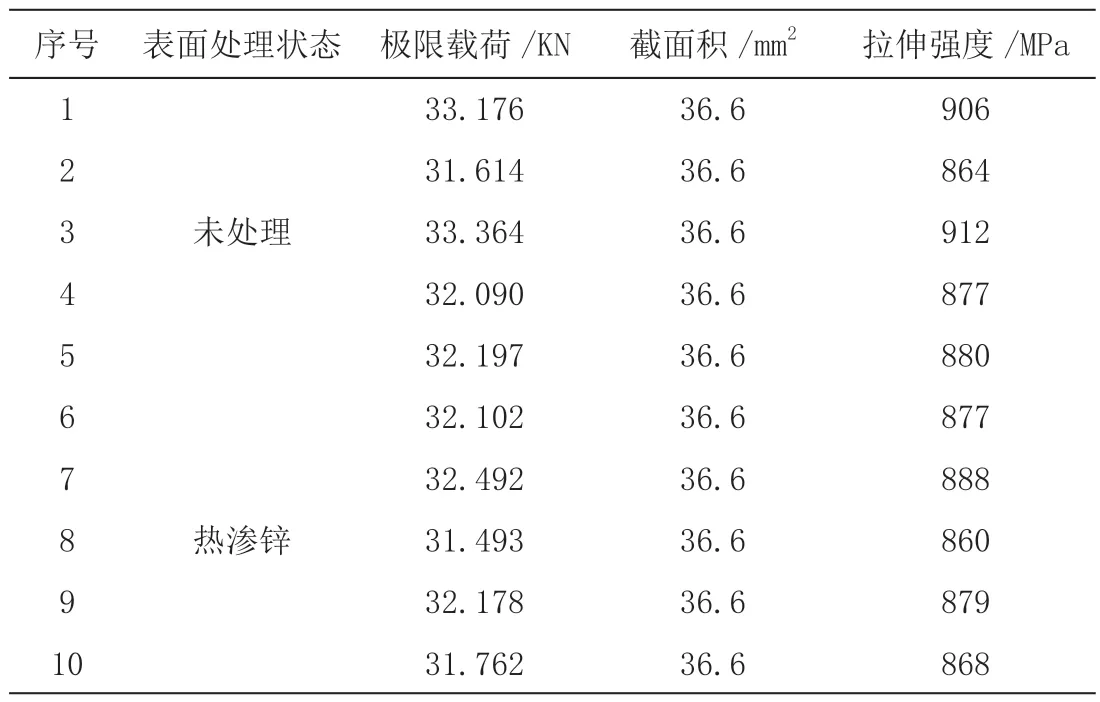
表2 螺栓渗锌前后拉伸强度
2.5 失效分析
2.5.1 宏观形貌
对拉伸试验后的M8 紧固件的断口进行失效分析。从图4(a)中箭头所示的断裂位置来看,螺栓的断裂均位于螺纹段。且断裂位置均位于螺纹牙底处,螺纹牙底由于结构原因,容易形成应力集中。螺栓在进行拉伸试验过程中,试样所受载荷将逐步增大,当螺纹牙底受到的载荷大于最大能够承受的载荷时,易产生裂纹。裂纹在牙底萌生后将沿着与主应力垂直方向进行扩展,直至断裂。从图4(b)可以看出,断口外观均为可见宏观塑性变形特征。

图4 拉伸强度试验后外观
2.5.2 断口分析
试样断口形貌见图5。图5(a)为宏观形貌,断口整体呈斜面,可见平坦和陡峭区两个区域,陡峭区可见剪切唇特征,可能是螺栓失稳后发生最终断裂造成的,故该区应是断口的终断区。图5(b)为起裂区微观形貌,起裂区位于螺纹牙底处,该区域未见明显夹杂、气孔等缺陷。

图5 断口微观形貌
将断口分为 A、B、C、D 四个区域,各区域微观形貌分别见图6(c)~(f),断裂均为韧窝形貌。通过观察断口形貌并结合螺栓在拉伸试验中发生断裂的情况,均为韧性过载断裂。
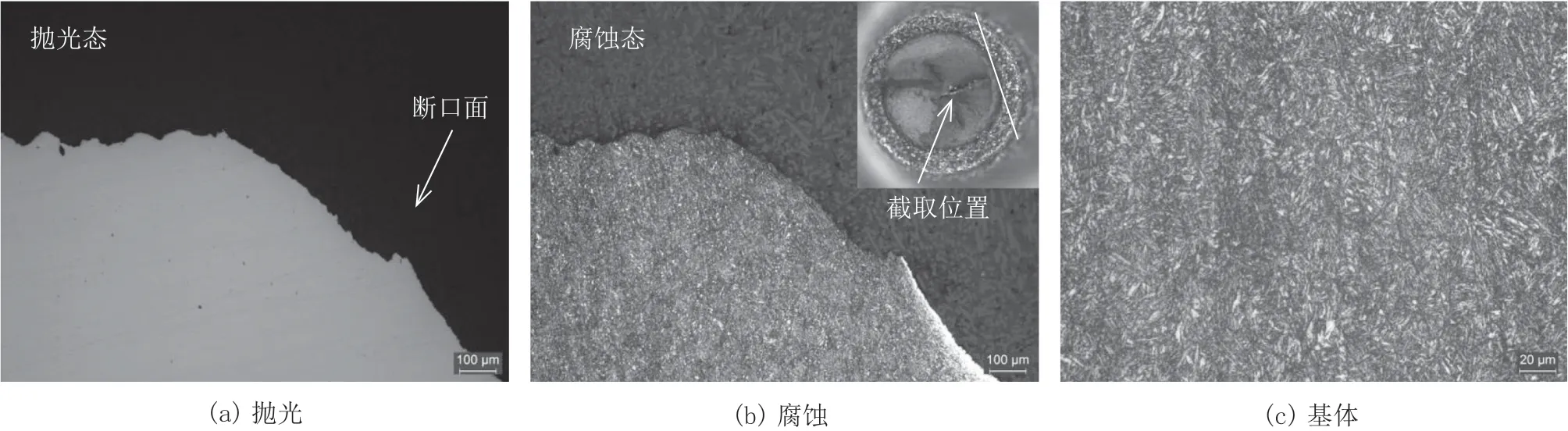
图6 微观形貌
2.5.3 金相检查
1)断口金相
将试样镶样、磨样、抛光后观察断口截面金相显微形貌(取样位置如图所示),结果如图6(a)图所示,在抛光态下断口源区未见夹杂、疏松等冶金缺陷。采用 4 %硝酸酒精溶液腐蚀抛光面后再次观察,结果如图6(b)所示,未出现缺陷。从图6(c)可以看出,基体组织为回火索氏体正常组织,表明热渗锌工艺并没有改变基体材料的组织结构。
2)螺纹金相
截取螺纹纵截面,经4 %硝酸酒精溶液腐蚀后进行金相检查,螺纹显微形貌见图7。可见涂层均匀连续。
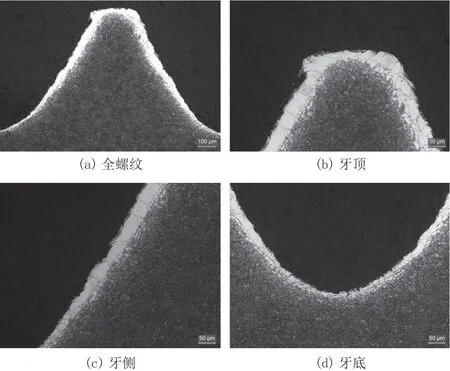
图7 螺纹金相形貌
3)化学成分分析
采用 ICP 方法和碳硫分析仪对失效试样进行化学成分分析,结果见表3,数据均为实测。

表3 化学成分分析结果
其中有害元素S、P 含量符合GB/T 3077-2015 中优质钢的要求(S ≤0.030 %,P ≤0.030 %)。由测试结果可知,热渗锌工艺并未改变基体材料的化学成分。
3 结论
1)经过分析发现,热渗锌工艺处理后不会改变钢制材料的组织结构及化学成分,而提升了钢制螺栓的拧脱耐磨性能及显微硬度。
2)经对热渗锌处理后的螺栓力学性能分析,表明经过热渗锌工艺处理后的螺栓,拉伸断口源区未见夹杂、气孔等缺陷,螺栓强度等级、抗拉强度均符合标准规定。表明热渗锌工艺对螺栓力学强度影响不大。
