Inconel 617 镍基合金电弧增材制造微观组织与力学性能
2024-03-01张旭万金初朱亮吉明亮杨宗辉
张旭,万金初,朱亮,吉明亮,杨宗辉
(南京工程学院,江苏省先进结构材料与应用技术重点实验室,南京 211167)
0 前言
镍基高温合金因具有优异的高温力学性能及突出的抗高温腐蚀性能被广泛应用于航天航空、能源化工等领域关键部件[1-2]。近年来,镍基高温合金部件结构呈现大型化、复杂化、多样化发展态势,铸造、锻造等传统加工制造方法已无法满足其制造要求。增材制造技术作为一种先进加工技术,基于分散累加原理,通过逐层叠加可实现大型复杂零件的无模生产,有效弥补了传统加工方法的短板,受到众多科研机构研究学者的关注[3]。根据增材制造过程中采用热源形式不同,目前金属增材制造技术可分为激光增材制造[4-5]、电子束增材制造[6]、电弧增材制造[7-9]等。其中,电弧增材制造技术由于其沉积速度高、成本低、可实现大尺寸复杂零件成形,目前在航天航空、交通运输等领域表现出广阔的应用前景。然而,在电弧逐层堆积过程中,在特殊热循环作用下,镍基合金组织会显著区别于传统锻造态合金组织,致使其呈现独特的力学行为特征。Inconel 617 是一种典型的固溶强化镍基合金,其在硫化、氧化等腐蚀条件下具有优异的耐腐蚀性能[10-11]。
文中主要对电弧增材制造Inconel 617 镍基合金微观组织及力学性能进行分析,确定电弧增材制造构件微观组织与力学性能的内在特征关系,为电弧增材制造镍基合金的形性调控提供理论基础与试验数据。
1 试验材料与方法
试验所用丝材为商用Inconel 617 镍基合金焊丝,直径为ϕ1.2 mm。基板采用低合金钢16Mn,尺寸为150 mm × 100 mm × 8 mm。焊丝及基板相应化学成分见表1。

表1 Inconel 617 合金焊丝及基板化学成分(质量分数,%)
基于ABB IRB 1410 六轴机器人,利用熔化极惰性气体保护焊(Metal inert gas welding,MIG)在16Mn钢板进行单道多层往复沉积Inconel 617 镍基合金,制造试验所需薄墙结构。沉积过程采用纯度为99.99%的氩气作为保护气体,沉积过程中的主要工艺参数见表2。

表2 焊接过程基本参数
沉积完成后利用电火花式线切割机沿沉积方向与垂直沉积方向分别进行拉伸试样取样,拉伸试样尺寸及取样方式如图1 和图2 所示。利用万能力学试验机,按照国标GB/T 228.1—2010 在室温下进行拉伸性能测试。为保证试验可靠性,每组取3 个平行试样。

图1 拉伸试样尺寸

图2 测试试样切割示意图
从薄墙结构中部取10 mm × 10 mm × 8 mm 块体试样进行微观组织观察,采用150 号、240 号、500 号、1000 号、2000 号砂纸对试样表面进行磨削,之后采用粒度为2.5 μm 的金刚石抛光膏对试样进行抛光。采用10%铬酸水溶液对试样表面进行电解腐蚀,以进行组织观察。电解参数为:直流电压10 V,腐蚀时间为5~10 s。电解腐蚀后采用10%草酸水溶液清洗试样表面,去除表面附着的电解腐蚀产物。利用光学显微镜和扫描电子显微镜观察增材制造镍基合金的显微组织及拉伸断口形貌,利用能谱(Energy dispersive spectrometer,EDS)表征组织中析出相成分及元素分布。
2 试验结果与讨论
2.1 微观组织
图3 为Inconel 617 镍基合金增材制造微观组织形貌。基于电弧增材制造过程特殊的热循环作用,熔池在沉积方向具有最大的温度梯度,因而在沉积方向晶粒具有最大的生长速率,组织中出现了粗大的柱状树枝晶组织[12]。并且树枝晶具有外延生长的特征,下一道熔敷层枝晶可以延续上一道枝晶方向继续生长,突破了熔敷层界面的束缚,如图3(a)所示。图3(b)为扫描电子显微镜下组织中析出相的分布情况。从图中可以看出,晶界上有连续的析出相析出,EDS分析显示这些析出相为铬的碳化物。由于Inconel 617合金中含有较高的Cr 与C 元素,在多层沉积过程中沉积体受到多次热循环作用,后续沉积层相当于对前道沉积层进行了后热处理,可显著促进铬的碳化物沿晶析出[13]。此外,在树枝晶间析出了尺寸约1~2 μm 的Laves 相。从图4 的EDS 面扫结果可以看出,Laves 相中富含Mo 元素。Mo 是一种显著的偏析元素,镍基合金凝固过程中会向液相中发生偏聚,导致最后凝固位置(枝晶间)具有较高的Mo 含量。研究表明:Mo 能够显著促进镍基合金凝固过程中L→(γ +Laves)共晶转变的发生,从而促进Laves 相的共晶析出[14]。从图中也可以看出,Laves 主要分布在枝晶间而枝晶干位置未发现有Laves 相析出。值得注意的是,图3(b)中枝晶干与枝晶间颜色存在鲜明的对比,枝晶干偏黑而枝晶间偏白。这是由于组织中存在严重的显微偏析表现。从图4 中EDS 面扫结果可以看出,沉积样枝晶干富Cr 元素而枝晶间相对贫化,因而导致枝晶干与枝晶间腐蚀性能存在显著差异,在电解腐蚀过程中腐蚀程度存在明显差异,出现了颜色的差异。

图3 Inconel 617 合金电弧增材制造微观组织形貌
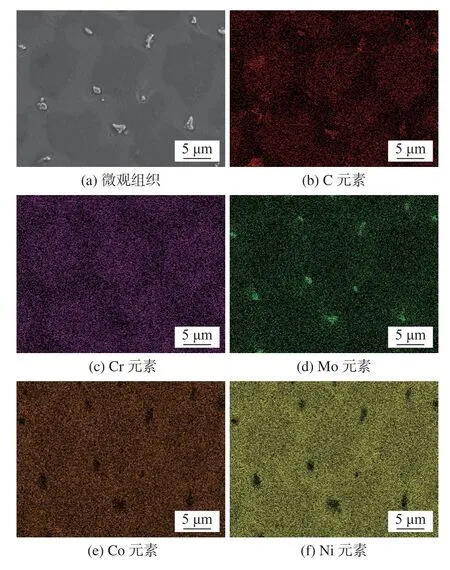
图4 Inconel 617 镍基合金电弧增材制造EDS 结果
2.2 力学性能
图5 为沿沉积方向和垂直沉积方向的电弧增材制造Inconel 617 镍基合金的工程应力-应变曲线。从图中可以看出,垂直沉积方向试样具有较低的抗拉强度,抗拉强度与屈服强度分别为700 MPa 和400 MPa,而沿沉积方向试样抗拉强度与屈服强度可达到900 MPa 和600 MPa,两者断后伸长率均达到了45%以上。可以发现电弧增材制造Inconel 617 镍基合金在沿沉积方向与垂直沉积方向具有显著的差异,沿沉积方向比垂直沉积方向强度高出了200 MPa,力学性能各向异性显著。

图5 工程应力-应变曲线
对不同方向电弧增材制造Inconel 617 拉伸试样断口形貌进行了观察分析,如图6 所示。2 个方向的拉伸断口宏观上均较为平整,在垂直沉积方向拉伸断口上可以看到明显的二次裂纹。断口形貌表明:沿沉积方向与垂直沉积方向试样在拉伸过程中均发生了准解理断裂,断口形貌主要有韧窝与小解理平面组成[15]。垂直沉积方向拉伸试样断口存在明显的枝晶撕裂特征,二次裂纹在枝晶间萌生并沿着枝晶生长方向进行扩展,如图5(d)所示。

图6 电弧增材制造Inconel 617 拉伸断口形貌
图7 给出了电弧增材制造Inconel 617 拉伸断口的纵剖面形貌。从图中可以看到,沿着拉伸方向,块状大尺寸Laves 相出现了明显的开裂,其他位置未见明显的裂纹出现。可见,拉伸过程中Laves 相在应力作用破碎开裂进而诱发裂纹产生,从而导致试样发生断裂。

图7 拉伸试样断口纵剖面
Laves 共晶相具有较大的尺寸,本身具有较高的脆性,在应力的作用下,容易断裂促进裂纹的萌生。沿沉积方向进行拉伸时,此时柱状晶生长方向与拉伸方向平行,Laves 相断裂引起的裂纹穿过枝晶进行扩展,裂纹扩展相对较困难,因而试样具有较高的强度。垂直沉积方向拉伸时,此时柱状晶生长方向与拉伸应力方向垂直,Laves 相断裂引起的裂纹沿枝晶间进行扩展,由于枝晶间存在较多的Laves 相断裂形成的微裂纹,裂纹彼此结合,向前扩展,导致试样迅速发生断裂,因而具有较低的强度。图8 为增材制造样品不同方向变形断裂过程示意图。
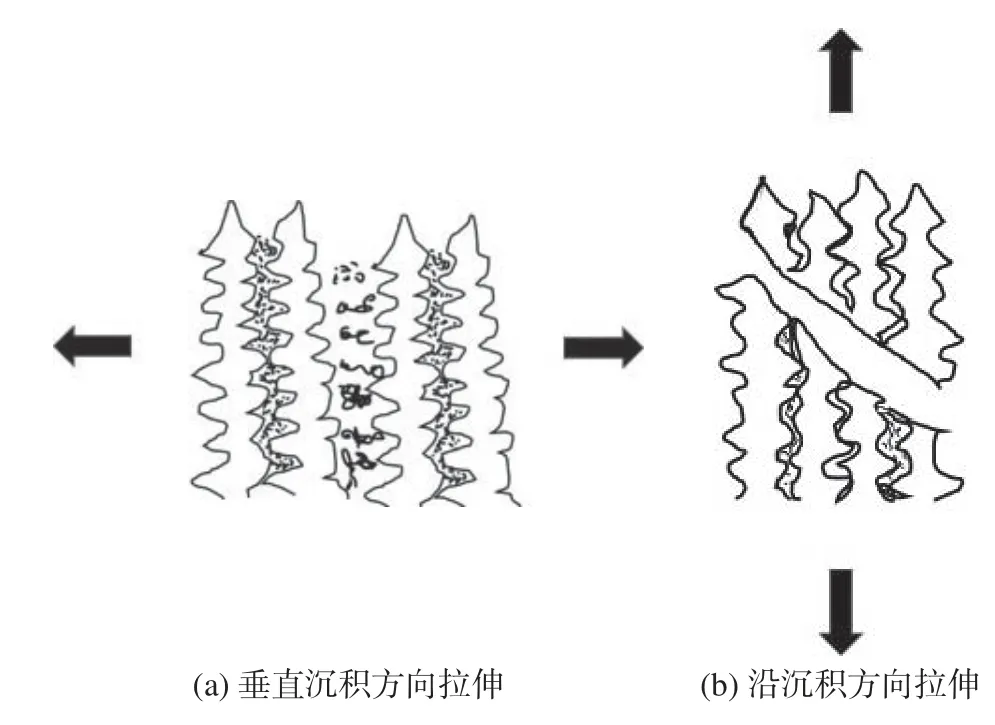
图8 增材制造结构拉伸变形断裂机理示意图
3 结论
(1)具有外延生长的粗大树枝晶是电弧增材Inconel 617 薄墙块体构件中典型结构。Mo 元素往枝晶间偏析,促进了大尺寸的Laves 相沿枝晶间析出。
(2)镍基合金电弧增材制造在沿沉积方向与垂直沉积方向抗拉强度存在显著差异。拉伸过程中Laves相开裂致使微裂纹萌生,由于柱状晶生长方向与拉伸应力方向不同,导致裂纹扩展路径不同,是电弧增材制造构件各向异性的主要原因。
(3)为降低增材Inconel 617 构件的各向异性,在增材过程中可适当调控工艺控制Laves 相的含量与尺寸。
