批量智能型、参数化1:1刨边工艺图绘制软件
2024-02-29张文铭李习冬大明重工有限公司
文 张文铭,李习冬 大明重工有限公司
机械加工技术和管理技术的柔性化是多品种、小批量生产发展的必然趋势。由于产品更新换代的速度加快,常规工艺在某些方面已不能完全满足需求,为了满足客户需求和提高产品的竞争力,工业先进国家将工艺技术与其他管理技术相结合,从而提出柔性化要求。国外专家认为,机械制造工程就是把制造工艺与管理技术融为一体,即工艺人员应把硬技术(工艺技术、工艺、装备)与软技术(软件、生产计划等管理技术手段)进行综合管理,如基于成组技术的参数化工艺思想等。
刨边工艺制作现状及存在的问题
大明重工产品的生产特点是多品种、小批量,目前技术部制作的刨边工艺大多调用已有模板,对需要调整的地方进行人工修改、人工计算对角线长度,对于企业所制定的刨边标准和文件命名规则的执行,也是借助人工记忆或查询手册的方式。这种简单模板化方式在处理零散刨边工艺时工作效率也很高,其缺点是在无模板或工艺差异比较大时工作效率会明显降低,特别是需要多处人工调整时很容易出错,而且文件中的一些技术要求仍需人工判断,如果处理批量零件的刨边工艺,工作效率会变得更低,出错风险会很高。
刨边工艺存在的问题其实也是大多数企业工艺管理中存在的问题,所谓“工艺信息管理”,往往只是片面追求单个工艺文件结果的数字化和简单模板化,而忽略了工艺文件制作过程的程序化、智能化处理。近年来,大明重工少数分公司开发了单独和批量刨边工艺绘制二次开发软件,这类软件理念非常先进,实际使用效果非常满意,有些甚至申报了发明专利,但由于大明各分公司间的绘图习惯不同,实际需求也存在明显差异,如大明总部刨边工艺的板材俯视图要求是1:1 绘制的,而大明重工的刨边软件只有绘制板材俯视图示意图的功能,加上该刨边软件也缺乏对U 形坡口的生成功能,造成这种先进的软件思想和技术不能在大明全公司广泛使用,无法发挥更大的效能。
2022 年底,大明总部技术部敏锐地看到了这一点,主动与大明重工相关技术人员取得联系,提出具体需求且有意愿协助开发适用于大明总部需求的批量刨边工艺软件,经过一年的努力,终于获得成功。
系统分析
可行性分析
中望CAD 是大明使用的主要软件工具,其功能强、用户界面友好,同时它也是一个二次开发平台。VBA 作为中望CAD 支持的第三代开发工具,是一种面向对象的程序设计语言,它继承了VB 语法简单、功能强大的特点,用户可根据需要随意定制中望CAD 应用程序,自动执行一些规范化的设计任务,大大提高了工作效率。我们把这种能满足特定目的的CAD 软件程序称为专业CAD 程序,其特点是专业、高效且非常容易推广应用。只要开发者能编制出这样的软件,只需对最终用户进行较少培训,一个新手也能像熟练工快速完成任务。
功能分析
参数化编程的实质就是将图形信息储存在程序中,用一组变量记录图形的几何参数,用一些赋值语言表达这些几何参数与结构参数之间的关系,然后调用一系列绘图语句来描述图形的拓朴关系,图形尺寸变化时图形随之被更新。这种方法的优点在于程序编好后,操作简单,特别对于复杂的图形效率比人工处理高很多,一般适用于结构固定的系列产品,而大明刨边工艺的特点正好符合这一要求。
总体设计
系统框架图分析
系统功能框架图如图1 所示。

图1 系统功能框架图
坡口编码规则
建立坡口编码规则。矩形和扇形板材左、右、上、下四条边分别用A、B、C、D 表示,同时为每条边提供五种刨边坡口类型选项:单面、双面、多面坡口,单面U 形、双面U 形坡口,分别用A、B、C、D、E 为前缀,用前缀+坡口参数的编码形式表示坡口的具体特征信息。
⑴无坡口编码方法。空白。
⑵单面坡口编码方法。
①A+坡口角度。例:A30。
②A+坡口角度+L+钝边长度。例:A30L2。
③A+坡口角度+L+钝边长度+T+钝边公差。例:A30L2T0.5。
④A+垂直厚度方向坡口长度+V+厚度方向坡口长度。例:A19V5。
⑤A+垂直厚度方向坡口长度+V+厚度方向坡口长度+T+钝边公差。例:A19V5T0.5。
⑥在AB 坡口方向或CD 坡口方向中有ZZ、ZF、FZ、FF 四个选项做选择。如AB 坡口方向选择ZF,Z 表示A 面单面坡口、坡口方向为正(与TOP 面一致);F 表示B 面单面坡口、坡口方向为反(与TOP 面相反)。CD 坡口方向的选项与AB 坡口方向相同,含义类似。
⑶双面坡口编码方法。
①B+ 坡口角度1+L+ 直边长度1+“-”+坡口角度2+L+直边长度2。例:B30L2-45L3,默认尺寸标注样式代号为1。
②B+ 坡口角度1+L+ 直边长度1+“-”+ 坡口角度2+L+ 直边长度2+“+”+尺寸标注样式代号。例:B30L2-45L3+2。标注样式如图2 所示。

图2 双面坡口标注样式
③B+垂直厚度方向坡口长度1+V+直边长度1+“-”+垂直厚度方向坡口长度2+V+直边长度2+“+”+尺寸标注样式代号。例:B19V5-19V5+2。
⑷多面坡口编码方法。
将常见的六类多边坡口进行编号并附以相应的图片,如图3 所示,放在空白刨边明细表文件模板底部,供用户参考,用户只需按如下规则填写即可。
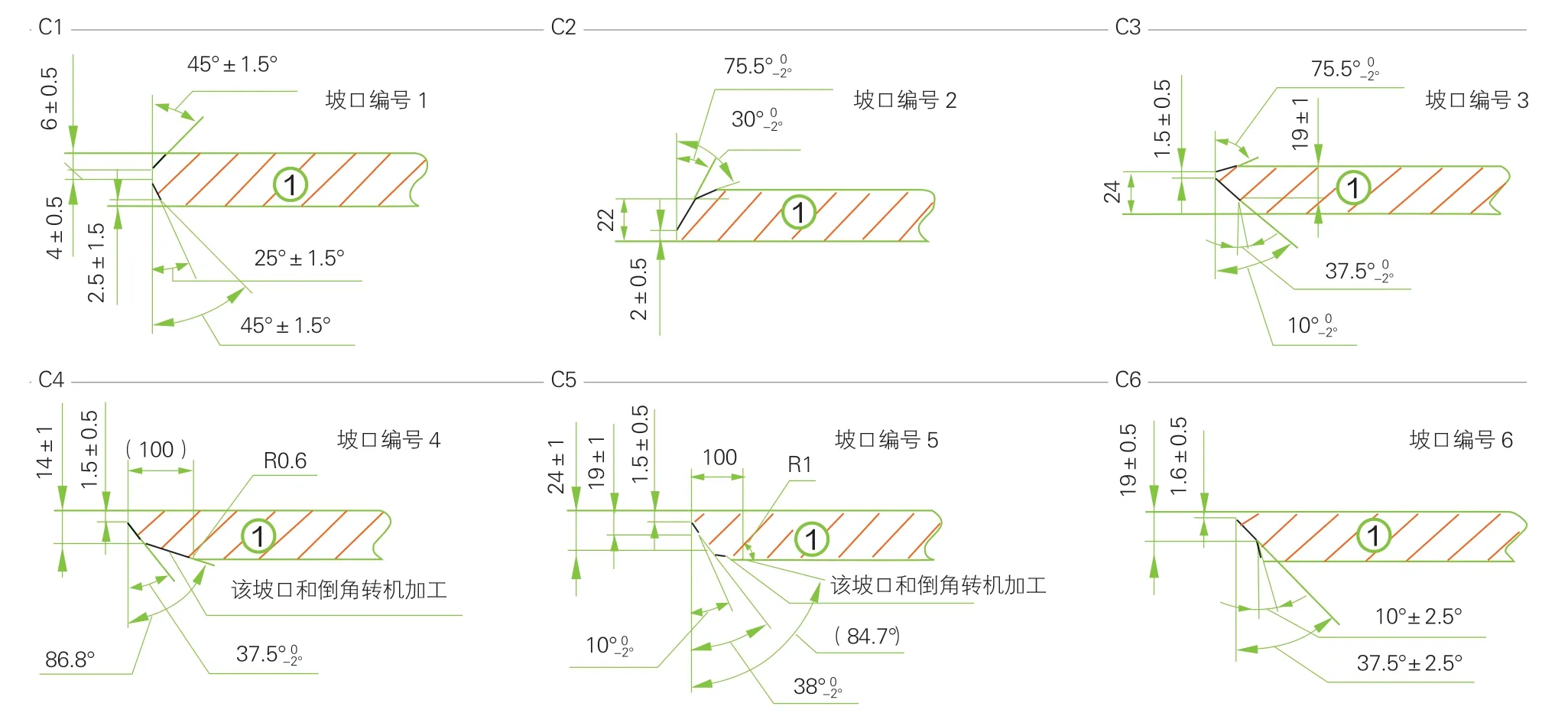
图3 多面坡口标注样式
①C+多面坡口编号。例:C1。
②C+多面坡口编号+(需要放大视图)。例:C1+。
⑸单面U 形坡口编码方法。
①D+坡口角度+L+钝边长度+R+圆弧半径。例:D20L3R6。
②D+坡口角度+L+钝边长度+T+钝边公差。例:D20L3R6T0.5。
坡口方向的表示方法与单面坡口类似。
⑹双面U 形坡口编码方法。
①E+ 坡口角度1+L+ 直边长度1+R+圆弧半径1+“-”+坡口角度2+L+直边长度2+R+圆弧半径2。例:20L26R6-20L26R6,默认尺寸标注样式代号为1。
②E+坡口角度1+L+直边长度1+R+圆弧半径1+“-”+坡口角度2+L+直边长度2+R+圆弧半径2+“+”+尺寸标注样式代号。例:E20L26R6-20L26R6+2。尺寸标注样式代号与双面坡口类似。
软件界面及功能说明
该软件由两部分组成:Excel 前端和CAD 后端。
⑴Excel 前端界面及功能说明。它是一个Excel 宏文件,由刨边坡口代码表示法、sheet1 表单、主菜单3 张表单组成。刨边坡口代码表示法对五类坡口及其代码的含义及使用方法做了详细的文字说明和图示说明;sheet1 表单负责输入件号、名称、板材数据、坡口参数、零件类型、坡口方向、图幅等,见表1;主菜单界面如图4 所示,表单中有“比例、重量、切割米数”命令,能自动批量根据零件类型、板材数据和图幅生成对应的制图比例、重量、切割米数,并填写在与件号对应的位置。
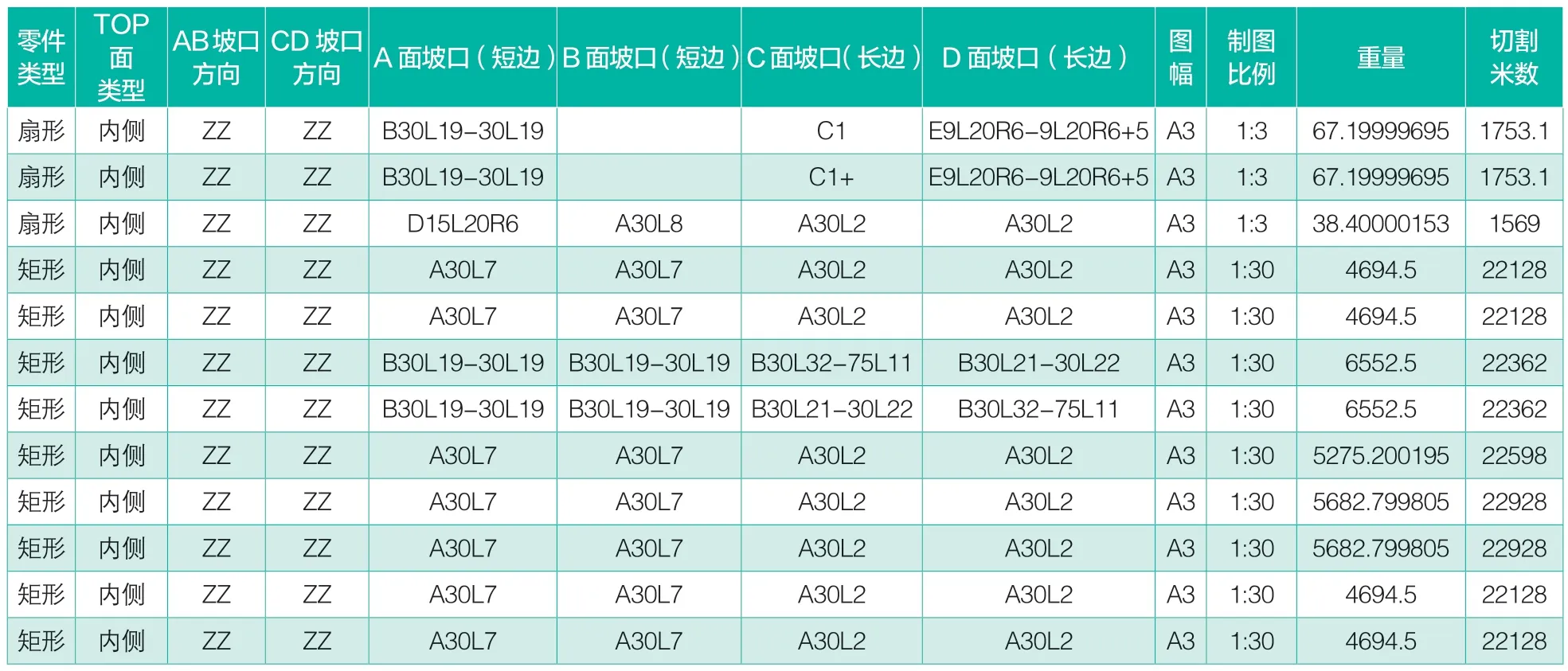
表1 批量刨边软件Excel 前端文件中sheet1 表单数据

图4 Excel 前端主菜单界面
⑵CAD 后端软件界面及特点。软件界面如图5 所示,具有如下特点。

图5 CAD 后端软件界面
①内嵌性。能无缝内嵌在目前公司使用的中望CAD 菜单中,如图6 所示。
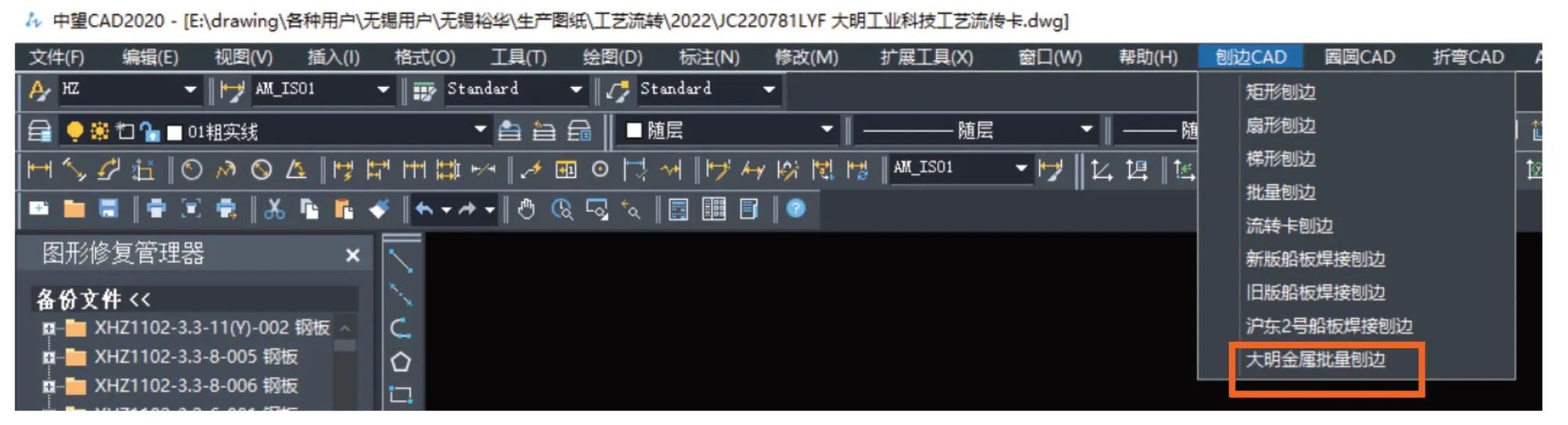
图6 菜单位置
②板材图形参数1:1 绘制。本软件为板材左、右、上、下四条边每边提供五种刨边坡口类型,用户只需在对应的Excel 文件中填写板材相关信息,见表2,并按坡口编码规则填写对应参数,CAD 后台软件能自动根据Excel 文件中信息批量为每个板材生成图框、填写零件信息、绘制1:1 板材外形图和对应的坡口图并标注尺寸,如图7 所示。
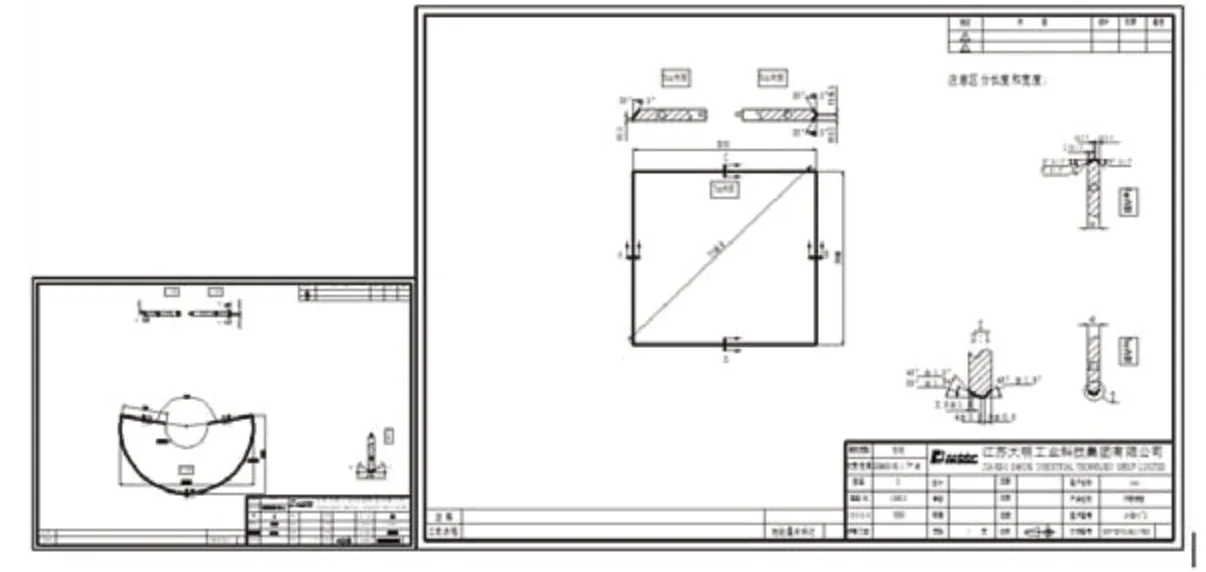
图7 批量绘制含图框、1:1 板材外形图及坡口图形完整的刨边工序图(局部)
③坡口图形的系列化、参数化绘制。CAD 后台软件根据Excel 坡口代码自动判断坡口类型,读取坡口参数,从而准确绘制出坡口。
④通过判断Excel 文件中坡口方向自动绘制对应方向的坡口。
⑤通过判断Excel 文件中坡口内容自动判断刨边与否并区别表示。在刨边明细表中需要刨的边,在相应单元格中填写坡口编码,反之,在相应单元格中用空白表示。软件能自动读取刨边明细表中的坡口信息,自动判断刨边与否,且绘制板材外形图时在需刨边的位置用白线表示,对不需要刨边的位置用绿线表示,出图时将白线打印成粗线,绿线打印成细线。同时,还能实现在需要刨边的左边绘制坡口图而不需要刨边的右边不出具坡口图的效果,使用户以最直观的方式获得信息,如图8 所示。

图8 需刨边与不需刨边效果对比
⑥自动判断多面坡口是否需要放大处理,并给出相应结果。一般情况下多面坡口只需像其他类型的坡口不需要放大视图,但有些多面坡口图形相对较复杂,尺寸较多,实际生产中需要对其采用局部放大的表示方法,软件能通过自动判断进而引导绘制出如图9 所示的表达效果。
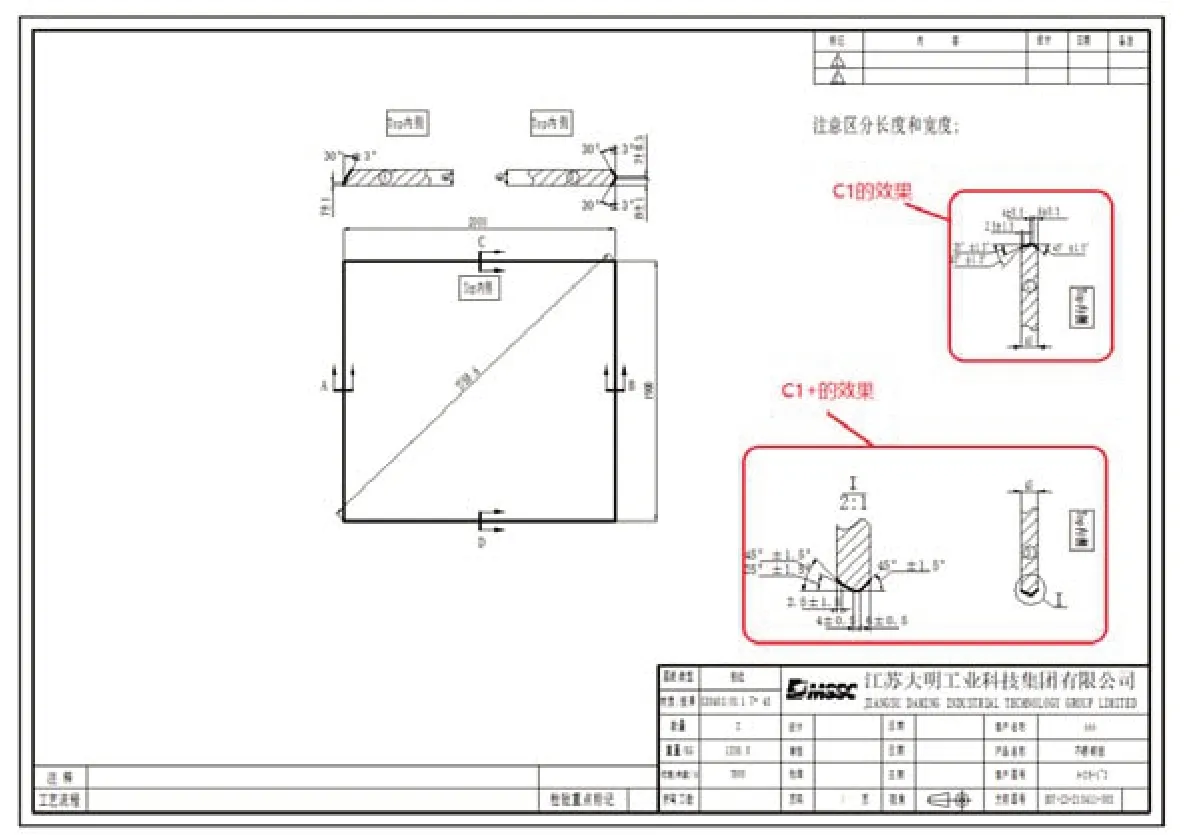
图9 正常视图与放大视图效果对比
⑦智能性。如果仅提供参数化功能是不能完全满足实际需要的,因为实际工作中刨边工艺还需要根据一些具体情况补充一些其他内容,本软件能自动根据板材数据和坡口数据给出相应提示。如根据板材长度和宽度自动判断是刨边还是机加工,当板材长度尺寸小于100mm 时自动在图纸右上角注明“所有坡口转机加工处理”;当板材宽度和长度之比介于0.8 ~1 时,能自动在图中右上角出具相关提示“注意区分长度和宽度”;当坡口角度不小于75°或坡口对应的直边长度不小于70mm时,软件能自动给出提示并引导用户在图中标出“该坡口需转机加工”,如图10 所示;有力的防呆措施,当Excel前端文件遗漏填写比例时,点击文件保存后或直接运行CAD 后台软件就会在前后端软件环境中自动出现提示信息,从而保证软件正常运行。
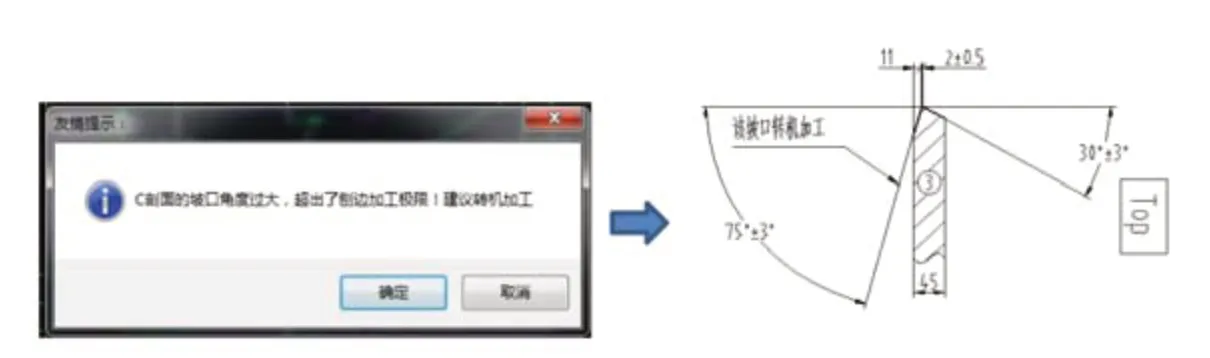
图10 坡口角度过大提示信息及自动引导加注相关标识
⑧批量打印功能。批量刨边件一般数量很多,如果单独打印会大大增加出图时间和出错率,进而影响交图时间,故设置批量打印;一般批量打印图幅有A3 和A4 两种,故在软件界面上分别设置打印图幅选项;若图纸有若干项不需打印则采用在图框中对角位置划一条斜线的方式,让程序自动甄别。
结束语
CAD 系统能否真正体现出它的存在价值,最明显的标志就是专业软件的设计。本次实践证明,在某个专业性很强的设计上,它确实能够替代工程师!软件成果的提升和推广,单靠技术人员的力量还是远远不够的,特别需要有敏锐目光的企业领导从更高的位置审视各分公司需求的相似点和差异点、了解现有人才和软件现状、集中专门的人力物力进行开发并推广至全公司范围,只有这样,才能让企业真正成为技术成果最大化的受益者。
本套软件创造性地建立了一套能完整反映刨边坡口特征的编码规则,非常方便用户使用,借助它实现了按总部需求快速批量出具刨边工艺图纸,在几分钟内即可完成之前一个人一、二天的工作量,大大提高了工艺编制的标准化、规范化和工作效率,实现了按规定格式将用户要求清晰地表达在一个Excel 表格中。技术人员借助本软件在分秒间即可实现快速读取、快速出图,为生产企业向智能制造方向迈进奠定了良好的基础,非常值得有相似需求的企业借鉴。

06
中华服饰
永不褪色的仙女裙
间裙
古代版拼贴裙
流行朝代隋唐
唐代流行两种以上颜色的布帛间隔相拼的多褶长裙,称“间裙”或“间色裙”。
现代应用:2020 年 Spring RTW 奥斯卡·德拉伦塔
绯闻人物:武则天
基本特点:裙子下长曳地 上窄下宽 裙子上设有12 个破
轻解浅析:简朴武则天 始有 七破裙
后设十二布 得名十二破
破裙多晋制 拼贴二三色
上窄下宽型 裙摆长曳地

