低氧生化工艺处理粉丝废水的中试研究
2024-02-27王保玉
王保玉
(迈邦(北京)环保工程有限公司 北京 102211)
引言
粉丝是居民生活中不可缺少的食品,因而我国粉丝生产数量逐年增加,随之带来了日益严重的废水处理问题。粉丝是以豌豆、绿豆等豆类与红薯、马铃薯为主原料进行生产的一种食品,因此粉丝加工废水中含有大量的可溶性蛋白质、淀粉、膳食纤维、多糖等营养物质,呈现高COD、高氨氮、高总氮、高悬浮物等特点。若不加以处理,就会对水体安全造成重大威胁[1]。
传统AO、A2/O 工艺是常规采用的生物脱氮工艺,其将硝化反应、反硝化反应分别在好氧池、缺氧池中进行,是一种分步脱氮工艺,硝化液回流量大小对脱氮效率具有较大影响。传统工艺好氧池溶氧要求至少保持在2~4mg/L,鼓风机能耗高,且经好氧曝气后,出水总氮中基本均为硝态氮(NO3-N),而为满足脱氮外加碳源量较大,污泥产量高,总体运行成本高。另外,针对高浓度含氮废水,传统工艺需设置多级脱氮,或深度处理设置反硝化滤池等单元来保证出水总氮(TN)达到《城镇污水处理厂污染物综合排放标准》(GB18918-2002)一级A 标准。因此,需寻求一种废水处理技术,在降低污染物的同时,加强脱氮功能,降低运行成本。
近年来,低氧同步硝化反硝化工艺被广泛研究。以山东招远某食品公司粉丝废水为处理对象,采用高效一体化生物处理系统(Efficient Biological Integration System,EBIS)低氧生化工艺进行中试研究,探究低氧生化工艺的运行负荷及出水指标,为低氧生化处理技术用于高浓度粉丝废水的工程化应用提供数据支撑与科学依据。
1 EBIS 低氧生化工艺简介
1.1 工艺介绍
EBIS 低氧生化工艺是基于同步硝化反硝化脱氮理论的污水处理技术,采用低溶氧(0.1~0.5mg/L)、高污泥浓度(5~8g/L)的运行模式,完成对有机物、氨氮、总氮等污染物的降解去除。EBIS 系统设置厌氧区、空气推流区、低氧曝气区及沉淀区,通过隔离墙将各反应区分隔开。经预处理后的污水先进入厌氧区,厌氧区具有生物选择功能,可改善污泥性状、降低污泥膨胀并强化脱氮除磷功能,后进入低氧曝气区前端;空气推流区设置在低氧曝气区前端,以空气为动力源将低氧曝气区末端经过处理后的污水提升至低氧曝气区前端,并与厌氧区末端来水混合;空气推流区以极低的空气量获得了大比例的推流量,在低氧曝气区内部实现了对污水的大比例循环稀释;污水在低氧曝气区,通过控制反应池内较低且稳定的低溶氧(0.1~0.5mg/L),在节能降耗的同时实现同步硝化反硝化,利用兼性菌等多种微生物降解水中的COD、氨氮及总氮等污染物,泥水混合物进入沉淀区,再经高效沉淀装置进行泥水分离后将清水排至下一单元。相对于传统工艺,低溶氧及高效的曝气系统可降低曝气能耗;同步硝化反硝化降低有机碳源投加量,降低碳源转化产生的CO2气体;大比倍内循环技术及实时跟踪控制溶解氧,增强系统抗冲击能力[2]。
1.2 主要特点
1.2.1 低氧条件下的同步硝化反硝化
在低溶氧环境下,污泥活性相对较低,微生物菌胶团颗粒较小,异养菌繁殖速度缓慢,活性污泥表面不易形成隔离膜,污泥颗粒可与溶解氧及有机物直接接触,实现氨氮的硝化反应正常进行。在低氧曝气区中,大量的可溶性有机物将在极短的时间、较少的反应空间内实现氧化降解,低氧曝气区内的溶解氧也会同时被迅速降低,因而更有利于后续的反硝化反应彻底进行。
1.2.2 低污泥产出
低溶氧环境(0.1~0.5mg/L)、高污泥浓度(5~8g/L)条件下,微生物菌群中优势菌种发生变化,原有产泥较快的好氧菌受到抑制,且在进水中可食用的有机物总量一定的情况下,高污泥浓度使得活性污泥的有机负荷(F/M)较低,对微生物而言食物并不饱满。由于食物的不太充足,微生物生长速率较慢或基本不增长,系统排泥量减少,相对获得了更长的污泥龄,维持了系统的高污泥浓度。系统排泥量的减少,也降低了污泥脱水投资及后期污泥处置费用。
1.2.3 运行高效稳定
EBIS 低氧生化工艺的高污泥浓度保证了系统内微生物量的稳定,确保生物脱氮的持续稳定进行。空气推流系统及大比例循环技术保证了泥水混合液在低氧曝气区前端与污水进水进行10倍以上的瞬间稀释,大大降低了低氧曝气区入口与出口端的污染物浓度差,为微生物提供了相对稳定宽松的生长环境。EBIS 低氧生化工艺还配套设置了由在线溶氧仪、曝气风机及控制软件组成的精确溶氧控制系统,其中在线溶氧仪实时监测反应池内溶解氧并传输信号至控制软件,控制软件通过计算智能判断并实时调整曝气风机运行转速及频率,为系统提供足够的需氧量,从而将溶解氧稳定控制在工艺要求的范围内。因此,精确溶氧控制系统能保持稳定的溶氧、水质、污泥浓度,从而有效地保证了反应池中污染物高效稳定的去除。
2 试验材料与方法
2.1 试验水质
山东招远某食品公司污水处理厂粉丝生产废水,设计规模28000m³/d。主要处理流程为调节池—气浮池—IC 反应器—厌氧沉淀池—两级AO生化池—二沉池—臭氧氧化池—曝气生物滤池—絮凝沉淀池—出水。出水达到一级A 标准后回用及外排。中试装置以气浮池出水与IC 反应器出水混合后水作为进水进行中试研究。因废水总磷通过预处理及深度化学处理可稳定达标,故试验中未考虑总磷。中试装置实际进水水质如表1 所示。
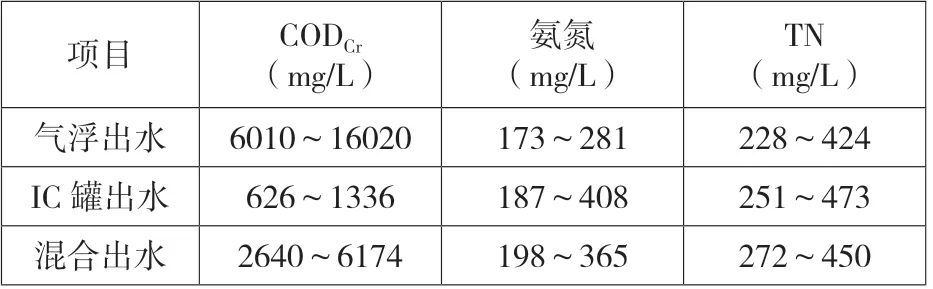
表1 实际进水水质
2.2 试验装置及运行条件
中试装置总尺寸为L×B×H= 9m×2.2m×2.7m,分为厌氧区、低氧曝气区、沉淀区,总有效容积36.9m³。设计规模500L/h,COD 容积负荷1.67kg COD/(m³·d),TN污泥负荷0.019 kgTN/(gMLSS·d)。
厌氧区设置潜水搅拌泵;低氧曝气区设置可提升微孔曝气软管及空气推流器,均匀曝气并形成大循环;沉淀区设置斜板,进行泥水分离,并设置污泥回流泵回流污泥。
试验于2021 年3 月22 日至2021 年5 月5日进行。溶氧控制在0.3~0.8mg/L;采用厂内好氧池污泥进行接种,污泥浓度约7g/L,污泥回流100%。中试过程依据负荷不同划分为调试期I~III 阶段、稳定运行期VI 阶段、冲击负荷期V阶段。调试期在启动时采用较低的运行负荷,进行污泥驯化的同时逐步提高运行负荷。稳定期为达到设计负荷后保持稳定运行,考察该工艺的运行效果。冲击负荷期为进水负荷超过设计负荷,考察该工艺的处理效果潜力。试验过程各阶段划分如表2 所示。
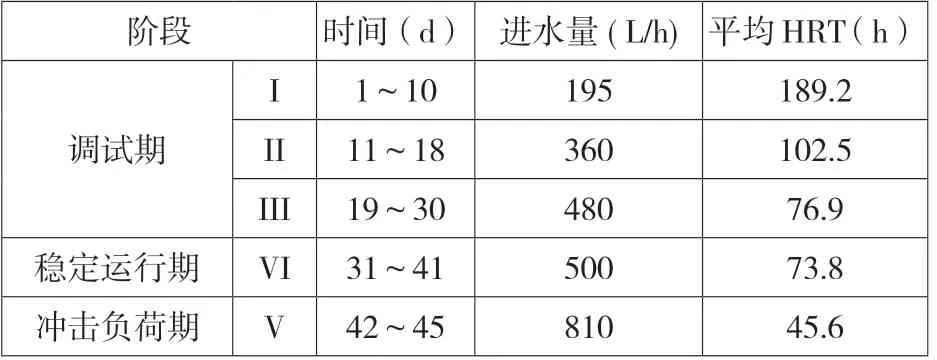
表2 各阶段参数
2.3 分析项目及方法
COD 采用重铬酸钾法;氨氮采用纳氏试剂分光光度法;TN 采用碱性过硫酸钾消解紫外分光光度法;pH 使用便携式分析仪;DO 使用在线溶氧仪。
3 结果分析
3.1 COD 去除效果
EBIS 低氧生化工艺对COD 的去除效果如图1 所示。
在调试期I~III 阶段,平均进水COD 为3228.1mg/L,平均出水COD 为60.8mg/L,平均去除率98.1%。I、II、III 阶段的COD 平均容积负荷分别为0.66kgCOD/(m³·d)、1.2kgCOD/(m³·d)、1.62 kgCOD/(m³·d)。此阶段,EBIS 工艺接种常规成熟好氧池污泥后,在较短时间内即可获得较高的去除率,处理效果稳定。
在稳定运行期VI 阶段,系统平均进水COD为3909.4mg/L,平均出水COD 为67.6mg/L,平均去除率98.2%。COD 平均容积负荷2.02kgCOD/(m³·d)。在此阶段,进水负荷提升至设计负荷,出水稳定达标。
在冲击负荷期V 阶段,平均进水COD 为3299.8mg/L,平均出水COD 为67.8mg/L,平均去除率97.9%。COD 平均容积负荷为2.79kgCOD/(m³·d)。此阶段进水负荷远超设计负荷,出水达标,系统抗冲击能力较强。
综上所述,各阶段出水COD 均能满足设计水质≤100mg/L,稳定运行VI 阶段出水COD在(67.6±27)mg/L,实际运行负荷可达到(2.02±0.28)kgCOD/(m³·d)。建议工程中COD 设计负荷为2.02kgCOD/(m³·d)。
3.2 氨氮去除效果
EBIS 低氧生化工艺对氨氮的去除效果如图2所示。
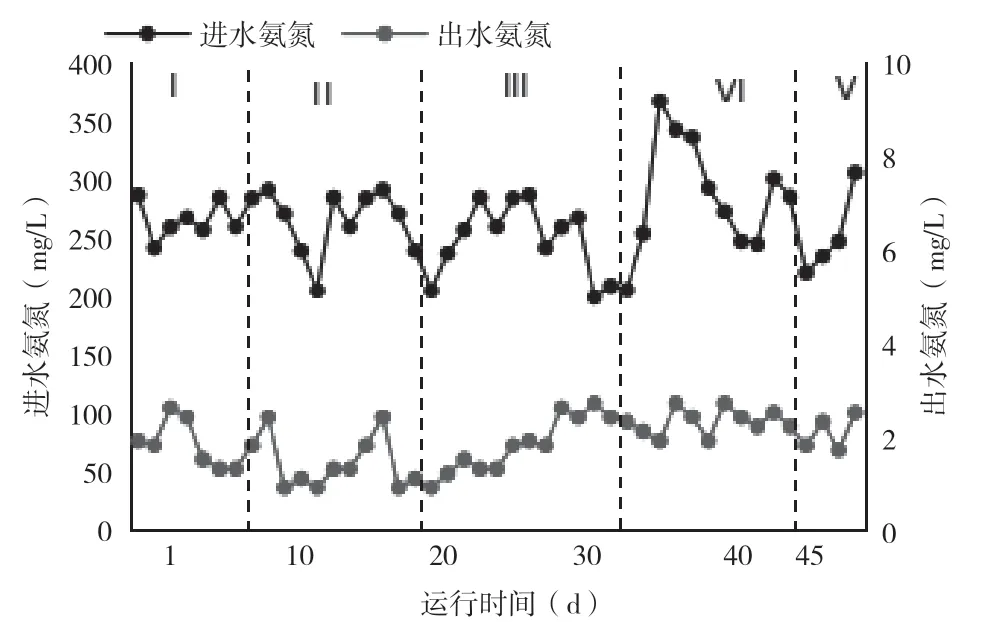
图2 氨氮的去除效果
在调试期I~III 阶段,平均进水氨氮为257.33mg/L,平均出水氨氮为1.68mg/L,平均去除率99.3%。氨氮平均容积负荷I、II、III 阶段分别为0.06kgN-N/(m³·d)、0.1kgN-N/(m³·d)、0.12kgN-N/(m³·d)。在调试阶段,硝化菌逐渐适应环境,随着污泥驯化的成功,出水氨氮保持阶段性的稳定。
在稳定运行期VI 阶段,平均进水氨氮为284.61mg/L,平均出水氨氮为2.30mg/L,平均去除率99.2%,氨氮平均容积负荷0.15kgN-N/(m³·d)。此阶段出水氨氮趋于稳定,污泥适应性良好。证明在低溶氧0.3~0.8mg/L 运行条件下硝化功能可以正常实现,且硝化菌群可较好的适应低溶氧环境。
在冲击负荷期V 阶段,平均进水氨氮为250.50mg/L,平均出水氨氮为2.08mg/L,平均去除率99.2%,氨氮平均容积负荷0.21kgN-N/(m³·d)。进水负荷的提高未对出水氨氮造成影响,处理效果保持稳定。
综上所述,各阶段出水氨氮均能满足设计水质≤5mg/L,稳定运行VI 阶段出水氨氮在(2.19±0.41)mg/L。总去除率可达到99.2%,平均氨氮容积负荷可达到(0.18±0.03)kgN-N/(m³·d)。研究表明,虽然高浓度氨氮对活性污泥中的硝化菌具有抑制作用,但经过驯化的污泥会对高浓度氨氮产生适应,有较好的处理效果[3],建议工程中氨氮容积负荷为0.18 kgN-N/(m³·d)。
3.3 TN 去除效果
EBIS 低氧生化工艺对TN 的去除效果如图3所示。

图3 TN 的去除效果
在调试期I~III 阶段,平均进水TN 为335.2mg/L,平均出水TN 为10.68mg/L,平均去除率96.8%。I、II、III 阶段TN 平均污泥负荷分别为0.006kgTN/(gMLSS·d)、0.011kgTN/(gMLSS·d)、0.015kgTN/(gMLSS·d)。EBIS 低氧生化工艺在启动期具备较高的脱氮效率,同步硝化反硝化能力较强[4]。
在稳定运行期VI 阶段,平均进水TN 为366.97mg/L,平均出水TN 为10.33mg/L,平均去除率97.1%,平均TN 污泥负荷0.017 kgTN/(gMLSS·d)。EBIS 低氧生化工艺在进水负荷提高的情况下,去除率保持稳定且有进一步提升。
在冲击负荷期V 阶段,平均进水TN 为329.83mg/L,平均出水TN 为11mg/L,平均去除率96.7%, 平均TN 污泥负荷0.025 kgTN/(gMLSS·d)。在进水负荷提高的情况下,TN去除率相比VI 阶段有所减低,证明此时进水负荷已偏高[5]。
综上所述,各阶段出水TN 均能满足设计水质≤15mg/L,稳定运行VI 阶段出水TN 在(10.33±3.37)mg/L。去除率可达到97.1%,平均TN污泥负荷可达到(0.017±0.004)kgTN/(gMLSS·d),表明EBIS 低氧生化工艺对TN 有较好的去除效果,脱氮能力强,建议工程中TN 污泥负荷为0.017kgTN/(gMLSS·d)。
结论
综上所述中试目的为高浓度粉丝废水提供了一种可靠的生化系统处理方式。EBIS 技术可用于高有机物、高氨氮、高总氮的粉丝废水,对其有良好的处理效果,出水水质稳定,抗冲击能力强,运行成本低廉。EBIS 技术对COD、氨氮及总氮均有较高的去除率。稳定运行时,出水COD在(67.6±27)mg/L,氨氮在(2.19±0.41)mg/L,TN 在(10.33±3.37)mg/L。出水氨氮及总氮均可稳定达到一级A 标准。针对高浓度粉丝废水,在处理过程中产生的碱度及本身所含有的有机物满足系统硝化及脱氮需求,无需外加碳源及碱度药剂。COD容积负荷在2.02 kgCOD/(m³·d),氨氮容积负荷为0.18 kgN-N/(m³·d),TN 污泥负荷在0.017 kgTN/(gMLSS·d)时,COD 去除率为98.2%,氨氮去除率为99.2%,TN 去除率为97.1%,因此系统具有较高的去除率。
