回火热处理在复合消音锯片加工过程中的影响和作用
2024-02-23夏昌龙方发强
夏昌龙,韩 涛,张 露,方发强
(黑旋风锯业股份有限公司,湖北 宜昌 443003)
金刚石圆锯片广泛应用于石材、混凝土和金属等建材切割领域,随着全球环保要求的不断提高,世界各国的噪声控制措施趋向严格,因此作为环保消音的复合消音锯片也得到越来越多的关注和推广。为更好地抢占市场先机和拓展更多应用领域,锯片基体生产厂家也不断对复合消音锯片的加工工艺进行了创新和改进。
点焊是复合消音锯片基体加工过程中的关键工序,是保证质量水平的重点控制环节。该工序不仅要考虑焊点数量及位置分布以保证焊接的强度,还要兼顾焊接热应力对基体产生的形变。从点焊焊接的整个原理来看点焊时的高温必然会产生热变形,即使将各种焊接参数进行多次的优化,例如通过比较稳定的电流和逆变高频率减少焊接的时间,以及采用先进的逆变直流变频点焊机替代传统的交流点焊机等手段,点焊过程中仍会产生较大的热变形,因此从某种意义上来说点焊热变形是不可避免的。
由于复合消音锯片点焊工序的热变形不可避免,如何消除焊接后的热变形成为重点研究方向。传统的热处理回火工序一般是合金钢材料淬火后的必要工序,通过回火热处理来降低材料的脆性和消除残余应力,从而改善合金钢材料的变形,最终达到提高材料强度、降低硬度和增加塑性及韧性等机械综合性能的效果。对于复合消音锯片基体而言,通过回火处理减小点焊过程中产生的热变形,同时要保证硬度和抗拉强度等性能指标,这样才能使后续加工工序正常进行。如果点焊后锯片的热变形得不到很好的改善,后期工序处理锯片基体的平面度和端跳等指标时就要通过反复的锤击校正,而过多的校正容易出现鼓包、脱焊及表面的外观质量差等问题。因此回火工艺在复合消音锯片加工过程中的控制是本文研究的重点内容。
对于点焊前后复合消音锯片的一次回火和二次回火工艺参数而言,回火温度和回火保温时间是关键因素。回火温度越高,消除热应力的效果越好[1],回火后锯片的平面度越好(装夹方式也很重要);但回火温度过高,锯片基体的强度反而大大的降低,最终出现锯片基体硬度下降、抗拉强度降低甚至出现软片的问题;反之,回火温度过低会达不到热应力完全消除的要求,导致热变形得不到有效解决,出现校正困难及上文列出的系列问题。本文对不同材质锯片基体的回火工艺进行研究,检测了回火后基体平面度和硬度值,分析了点焊后二次回火对锯片基体热应力消除的影响。
1 试验材料及方法
试验材料为50Mn2V和30CrMo钢,其化学成分如表1所示。

表1 试验材料的化学成分(质量分数,%)
选取3片尺寸为φ340 mm×50 mm×2.6 mm的点焊高频复合圆板(材质50Mn2V),试样编号分别为1#、2#、3#,回火前检测50Mn2V试样的平面度和硬度值。另外选取3片尺寸为φ390 mm×60 mm×3.2 mm的点焊激光复合圆板(材质30CrMo) ,试样编号分别为4#、5#、6#,回火前检测30CrMo试样的平面度和硬度值。6片试样分别进行不同的回火工艺热处理,回火工艺如表2所示。

表2 回火前50Mn2V和30CrMo试样的平面度和硬度值
2 试验结果
2.1 回火后的平面度和硬度值
经不同回火工艺热处理后检测试样的平面度和硬度值,结果如表3所示。

表3 回火后试样的平面度和硬度值
2.2 回火后的金相组织
经不同回火工艺热处理后观察试样的金相组织,如图1所示。
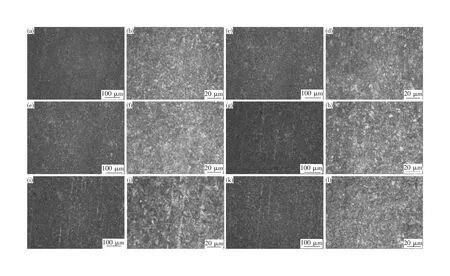
(a,b) 1#试样;(c,d) 2#试样;(e,f) 3#试样;(g,h) 4#试样;(i,j) 5#试样;(k,l) 6#试样
2.3 回火后的抗拉强度
回火后试样的抗拉强度如表4所示。
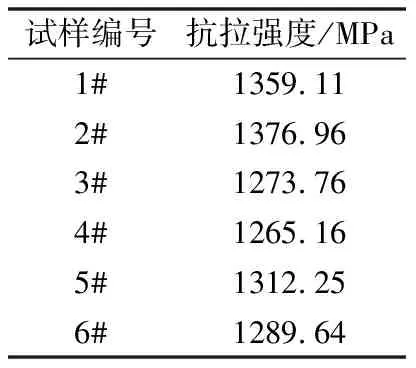
表4 回火后试样的抗拉强度
为了验证试验效果,本文对不同试样在不同温度和不同保温时间的回火工艺与硬度值之间的关系进行比较,如图2所示。
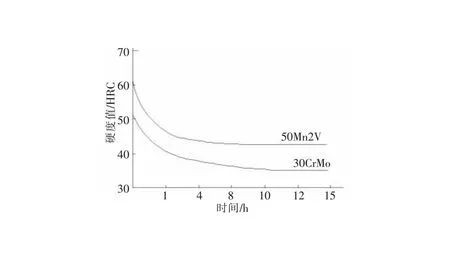
图2 二次回火硬度和保温时间的关系Fig.2 Relationship between secondary tempering hardness and holding time
3 分析与讨论
3.1 二次回火对平面度改善的影响
采用不同的二次回火工艺,发现1#~6#试样的平面度均有不同程度的改善。对比1#、2#试样以及4#、5#试样,可以得出在相同的保温时间下,回火温度越高,平面度改善越好;回火温度越低,平面度改善越小[2]。对比1#、3#试样以及5#、6#试样,可以得出在相同的回火温度下,特别是中高温回火,保温时间对平面度和硬度值的影响不明显。
3.2 二次回火对金相组织的影响
由图1可知,二次回火后1#~6#试样组织结构基本相同,组织均为隐针马氏体,由于4#、5#、6#试样的原材料30CrMo钢中存在带状组织,回火后仍可观察到少量的带状组织[3];对于相同的材质和相同的回火温度,延长保温时间可使组织均匀性更好[4]。
3.3 二次回火对机械性能的影响
由表4和图2可知,试样的抗拉强度均符合锯片基体强度的要求,甚至高于技术要求,这是因为试样是三明治复合层的剪切拉伸,与单层样块有一定的区别。对于同规格试样,在相同的保温时间下,回火温度越高则抗拉强度越低;而相同的回火温度下,随着保温时间的延长,抗拉强度略有下降,但在一定的保温时间后,其硬度和抗拉强度几乎无变化。
3.4 梯度二次回火的探讨
在复合消音锯片的实际生产过程中,一般工艺流程包含两次回火热处理工序,即复合前单片淬火后的一次回火和点焊复合后的二次回火。为了改善点焊后变形的复合消音锯片平面度,二次回火就必须要采用较高温回火以彻底消除热应力。但提高回火温度容易造成锯片基体强度下降和硬度降低,从而导致锯片基体最终达不到使用性能要求。通过反复试验后,对点焊前单片的硬度范围作出调整,即对点焊前淬火后的单片一次回火硬度适当的提高到成品上限值的2~3 HRC。这样单片回火后硬度和强度的增加不仅可以抵抗点焊时热变形带来的影响,同时可以保证二次升温回火后锯片的硬度值和强度仍然在工艺要求的标准范围内,从而为后面的梯度二次升温回火创造了合适的条件。既极大地消除了点焊后锯片产生的二次回火热应力,同时也保证了锯片基体的强度和硬度值在使用要求的性能范围内。
本试验中2#、5#和6#试样采用一次回火温度进行二次回火,其平面度改善效果较差;而1#、3#和4#试样采用梯度二次回火(高于一次回火温度),其平面度得到了极大改善,说明梯度二次回火在消除应力方面更有效,该方法已经在本单位得到有效的实施和推广。
4 结论
1)复合消音锯片点焊后的二次回火可有效消除残余应力,改善片体平面度和硬度均匀性等指标。
2)采用梯度二次回火,即二次回火温度高于一次回火温度,在平面度改善和消除应力方面作用更加明显。
3)从回火后的金相组织和机械性能来看,对于同规格品种锯片基体,回火温度是决定锯片基体机械性能的关键性因素,回火温度高低与抗拉强度大小成反比。保温时间在一定范围内也影响其组织和机械性能,足够的保温时间能促使锯片基体组织更加均匀以及降低抗拉强度,但超过一定范围后,对锯片基体的组织和机械性能影响较小。