异性纤维清除机的改进与应用
2024-02-23夏春明吉宜军
夏春明,吉宜军,杨 洋,王 东
(南通双弘纺织有限公司,江苏 南通 226600)
1 异性纤维清除机存在的问题
目前,异性纤维清除机主要存在检测性能、系统设计和技术服务落后,能源消耗较高等问题[1-2],具体表现为:① 照明灯管更换频繁,在耗材增加的同时也会带来检测状态的波动;② 开松很好的工艺需配备带打手的异性纤维清除机,不但增加能耗且破坏了良好的检测状态;③ 系统设计过于复杂,故障率高,维护工作量大。
如果去掉1台输棉风机、1根罗拉和1个打手,则每小时节电不低于7.5 kW·h;若能提供实时在线监控和离线诊断,则可保证售后服务的及时响应[3-4]。此外,因工业摄像机的硬件性能不会出现较快衰减,故检测性能落后的关键瓶颈在于软件技术的开发和系统设计[5-6]。
2 异性纤维清除机的改进
2.1 改进方案
采用对原机改造的总体方案,保留原设备机械主体,通过更换核心软硬件,弥补系统设计上的漏洞,从而提升设备检测性能,使旧设备满足生产新要求。现场采用的工艺流程为:开棉机→原异性纤维清除机(去掉上方棉箱罗拉打手、扁平管道连接)→梳棉风机(去掉后方棉箱)。
2.2 方案实施
方案的具体实施方法为:① 继续采用原车的机械框架,保留相机和电磁阀,通过更换核心软硬件和外围电器元件来解决检出率低、乱喷误喷、稳定性差、故障率高等问题;② 拆除原有输棉风机、泄风器、棉箱、负压管道、罗拉、打手等复杂部件,设计扁平管道直接完成开棉机和异性纤维清除机之间的对接;③ 用全进口灯管替换原有灯管,新灯管更换周期为1 a,以消除原有灯光因素造成的检测波动,使检测更加稳定;④ 通过更换核心处理软硬件及显示模块,充分发挥原有高速线阵CCD扫描相机的检测能力,提升原有检测指标,同时提供人性化的人机交互机制;⑤ 提升电磁阀板位置,并根据现场情况进行简单工艺调整,尽可能提升棉流速度;⑥ 增加远程在线监控,以保证技术支持的及时响应。
3 改进后的工作原理及技术参数
3.1 工作原理
原棉经精开棉机充分开松后,由下向上进入棉流通道。棉花在通过透明玻璃输棉管道时,棉流速度须保证在8 m/s~12 m/s。采用高速线阵CCD扫描相机水平扫描检测,如果发现异性纤维,则需标记其位置,待异性纤维通过排杂口时,高速电磁阀将其吹入排杂通道,再由排杂风机抽入废棉收集袋。
3.2 技术参数
异性纤维清除机升级后的技术参数为:机器尺寸为1800 mm×2200 mm×4020 mm,检测面积为1200 mm×70 mm,产量为800 kg/h,380 V/50 Hz三相交流电,主机功率为1.5 kW,排杂风机功率为0.55 kW,压缩空气压力为0.6 MPa~0.7 MPa,灯管寿命为15 000 h(每年需更换1次),高速线阵CCD扫描相机数量为4个,电磁阀数量为24个。
4 机器安装
4.1 安装位置
为确保棉花充分开松后能及时准确地将异性纤维清除掉,需将异性纤维清除机安装在开棉机之后。
4.2 管道连接要求
异性纤维清除机与前后机器的输棉管道连接时,应加密封条,同时须保证输棉管道光滑、不挂花,否则会影响机器的检出效果;将管道连接牢靠,并且严格做好灯箱、镜箱及工控机箱的密封工作,为开机运行做好准备。
5 智能化动作的实现
5.1 程序运行
启动电脑,软件自动启动。点击“开始检测”按钮,软件开始正常工作,排杂风机自动启动,屏幕上方显示“正在检测”;点击“停止检测”按钮,软件停止工作,排杂风机自动停止。主界面显示最近12 h内喷气统计。需要注意的是,灯管预热20 min后才能开始正常工作。
点击“退出”,弹出退出对话框;点击“检测程序退出”,输入密码,则软件退出。
点击“关闭计算机”,不需要输入密码,即可直接关闭计算机;点击“取消”,则返回程序。
5.2 学习模型
当识别率下降或三条曲线不重合时,需要进行光线校准。点击“学习模型”,弹出密码输入界面,输入密码。在确定管道内无棉纤维后,点击“确定”,开始进行校准。校准完成后,出现对话框,点击确定,完成光线校准。需注意的是,校准时不要过棉。
5.3 参数设置
智能化动作的实现主要是通过人机界面的参数设置,实现异性纤维的精确喷出排除。点击主屏上的“参数设置”按钮,输入密码,进入参数设置界面。
5.3.1 喷阀参数
喷阀参数设置时,进入参数设置界面后点击“喷阀参数”按钮,进入喷阀参数设置界面;根据设备内风速的不同,设置喷阀的滞后时间和持续时间;选中需要修改的参数,点击“+”或“-”设置,选中“×1”则每次递增或递减1个单位,选中“×10”则每次递增或递减10个单位,选择“×100”则每次递增或递减100个单位;设置完成后,点击“参数更新”,则修改的参数生效。
5.3.2 喷阀测试
喷阀测试设置时,进入参数设置界面后点击进入“喷阀测试”按钮,进入喷阀测试界面;单击1~24号阀,可单独测试某喷气阀动作是否正常;点击自动测试,喷气阀会自动从1号阀~24号阀顺序动作,自动测试所有喷气阀,可随时点击“停止自动测试”终止测试。
5.3.3 检测参数
进入参数设置界面后点击“检测参数”按钮进入检测参数的设置界面,主要包括日光检测设置和紫光检测设置。
5.3.3.1 日光检测设置
阈值设定的正常范围为-1~-6,一般设置为-2,棉花干净时可设置为-1,而棉花较脏时可设置为-4;分割精度的正常范围为8~20,浅色“三丝”较多时可适当减小,而棉花较脏时可适当加大;尺寸标准(开枪长度)正常范围为20~40,而棉花较干净时可适当减小,棉花较脏时可适当加大;缺省参数的正常范围为4~8。
5.3.3.2 紫光检测设置
阈值设定的正常范围为10~50,一般设置为20~40;分割精度的正常范围为6~20,一般约设置为10;尺寸标准(开枪长度)正常范围为5~30,一般约设置为6。
6 异性纤维清除机的维护及故障排除
6.1 维护措施
6.1.1 周维护
用绒布擦拭过棉通道上的棉蜡等污渍,以保证过棉通道棉流顺畅;用高压气枪清洁工控机内的灰尘,以保证工控机的散热效果良好。
6.1.2 月维护
因异性纤维清除机采用完全密封设计,自身密封效果很好,故清洁很方便。每月需打开机器两侧灯箱门,用麂皮巾清洁灯箱内左右玻璃表面及日光灯表面;同时需保持灯箱内干净无灰尘,从而使设备处于良好的检测状态。
6.2 故障排除措施
异性纤维清除机的故障排除可分为无异性纤维喷出、大量异性纤维喷出、软件显示故障3种。
6.2.1 无异性纤维喷出
无异性纤维喷出时,应查看驱动板的喷气阀指示灯是否闪烁。若指示灯不闪烁,须依次检查PCI板卡驱动是否正常、驱动板与PCI板卡之间的连接数据线是否正常、驱动板电源是否正常;若指示灯闪烁,但未听到喷气阀动作,则须依次检测驱动板与喷气阀的连接数据线是否正常、喷气阀是否损坏。
6.2.2 大量异性纤维喷出
大量异性纤维喷出时,须检查玻璃通道内是否挂花,如有挂花,则应清除;检查玻璃通道内是否残留异物,若玻璃检测通道存在脏点,则应清洁检测区域内的玻璃和反光镜。
6.2.3 软件显示故障
软件显示故障时,如果主屏上方出现“通道x:相机故障”,则表示相机通信出现故障,须检查相机连接数据线、相机供电、相机采集卡驱动是否正常;如果主屏上方出现“气阀输出故障”,则表示喷气阀通信故障,须检测PCI板卡是否松动,PCI板卡驱动是否正常。
7 异性纤维清除机的应用效果
7.1 改进关键件明细
表1为单台异性纤维清除机的改进关键件明细,总价约为10万元。
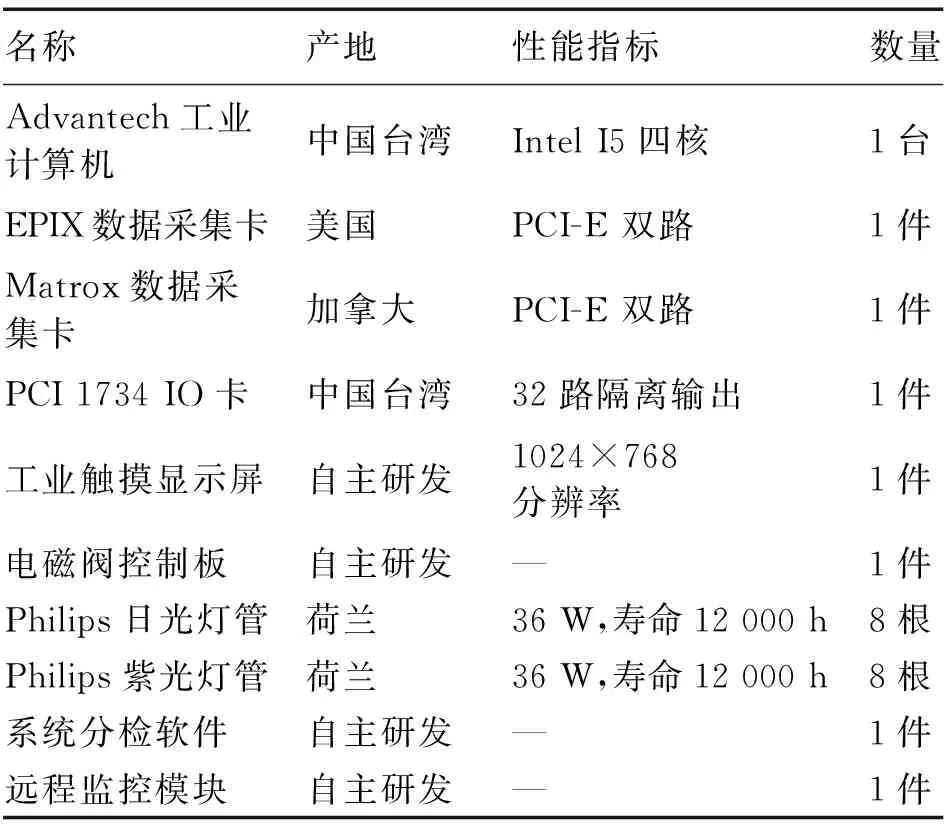
表1 单台异性纤维清除机改进关键件明细
从表1可以看出,工业触摸显示屏、电磁阀控制板、系统分检软件和远程监控模块均为自主研发的核心技术,其他部分关键部件为进口,保证了设备运行的智能性、稳定性和异性纤维高识别性。
7.2 改进后实际检出率
在棉花充分开松的条件下,可采用最小面积为1 cm2,线状长度为4 cm的红色和白色丙纶丝各30根,经均匀混和后从机顶补风口投入,进行检出率试验,试验结果见表2。

表2 单台检出率试验结果
从表2的5次试验数据得知,改进后异性纤维清除机识别并检出异性纤维的能力比较稳定,各单项及综合检出率不低于85%,最高可达88%;而改进前国内外大多数纺织企业使用异性纤维清除机的检出率约为53%;故改进后效果显著。
7.3 改进后性价比
经长期使用和测试,若纺纱企业用2台异性纤维清除机分拣原棉20 t/d,由于效率较低,需先由20名工人进行初拣后再投入异性纤维清除机,每月人工工资为4万元,全年为48万元。对异性纤维清除机进行改进后,取消了2台电机,每小时节电约7.5 kW·h,全年可节约5万元;由于2台异性纤维清除机改进投入总价为20万元,5个月即可收回投资。因此,改进后每年不仅节省开支53万元,而且有利于富余劳动力再次分配与利用。
8 结语
国内外各系列异性纤维清除机的技术升级是纺织界的一大创新举措。通过更换自主研发的核心软硬件和先进的外围电器件克服了乱喷误喷、稳定性差、故障率高等问题,充分发挥了原有高速线阵CCD扫描相机检测能力,通过更换显示模块提供了人性化的人机交互机制,通过改进去除设备原有的输棉风机、泄风器、棉箱等复杂部件,设计扁平管道直接完成开棉机和异性纤维清除机之间的对接,节约了能源。改进后的异性纤维清除机,提高了对异性纤维的检出率,各单项及综合检出率最高可达88%,为企业节省了大量成本。