低碳水处理与资源化技术:厌氧膜生物反应器(AnMBR)的特性、应用与新技术简介
2024-02-22温汉泉俞汉青
温汉泉, 潘 元, 俞汉青
(中国科学技术大学 环境科学与工程系, 安徽 合肥 230026)
0 引 言
清洁水的获取对于人类健康和社会的发展至关重要。作为当代社会发展的关键基础,污水治理在保障清洁水供应中发挥了不可或缺的作用。然而,随着社会经济的高速发展,全球水质持续下降已成为一个备受关注的问题[1]。为确保每个人都能获得清洁的饮用水和良好的卫生设施,联合国提出了17个可持续发展目标,其中之一是“确保人人享有清洁水和卫生设施”[2]。根据联合国教科文组织的报告,每年有近83万人因使用不安全水源导致的腹泻等疾病而死亡。这一数据突显了污水处理在保障人类健康和社会安全方面的重要性。
面对气候变化和能源危机的双重挑战,传统污水处理方式亟须转变。中国在应对这些挑战方面提出了“双碳”目标,力求在2030年前达到碳排放峰值,并在2060年实现碳中和。在这一背景下,污水处理技术和理念正在发生深刻变革,污水管理模式逐渐从末端处理转向综合资源回收。这种转变使得废水处理系统的研发和优化朝更节能和经济有效的方向发展[3]。废水不再只是被视为污染物,而是作为能源、养分和水资源的重要来源[4-5]。低碳水处理与资源化技术因其减少环境污染和资源再利用的双重优势而受到全球关注。
好氧废水处理技术作为一种主要的废水处理方法,已历经近一个世纪的应用。然而,此方法仍存在诸多缺陷,如能源密集、产生大量污泥,以及需要更大的空间和高昂的维护成本[6-7]。这些缺陷根源于好氧系统的一个内在矛盾:大量的能源被用于将生物易降解有机物氧化为二氧化碳以及微生物自身生长,而非污染物的有价值转化[8]。这种能源使用的方向与废水再利用的目标相背离[9],不利于低能耗污水处理和低碳排放。
相较于好氧处理,厌氧处理技术展现出显著的可持续性优势,其核心优势在于较低的能量消耗,这主要归因于厌氧过程将污水中的能量转换为气态能量载体甲烷(CH4),而非将能量完全用于有机物的矿化过程。该过程无需额外的曝气能量输入,极大地降低了运行成本[10-11]。此外,厌氧过程中微生物生长速度相对较慢,使得整个处理过程中产生的污泥量大为减少,从而降低了能量的旁路流失。特别是当结合膜技术的厌氧膜生物反应器技术,更是展现出了巨大的潜力[12]。膜技术的加入有效地分离了污泥龄(Sludge Retention Time, SRT)与水力停留时间(Hydraulic Retention Time, HRT),增强了反应器内活性微生物浓度,减少污泥流失。这不仅促进了厌氧生物技术在更广泛的环境条件下的应用,也保证了更高的出水质量[13]。此外,与传统废水处理技术相比,采用AnMBR可显著减少操作空间和单元操作的数量,并提供了选择性分离和回收营养物质与资源的功能[14]。
综上所述,AnMBR技术在当前环境保护和资源再利用的大背景下,与低碳和资源化水处理的核心目标高度一致,具有广阔的应用前景。本文将详细探讨AnMBR的优势、应用实践及所面临的挑战,对该领域最新的技术进展进行概述,以全面展示其优势与局限性,并展望其未来的发展方向。
1 AnMBR技术简介
AnMBR技术作为厌氧消化技术与膜过滤技术的融合,能够有效地将微生物与废水分离[15]。相较于传统的水处理技术,AnMBR可通过膜组件实现微生物分离,这一点与依赖微生物自然沉淀或形成生物膜等传统方法(如活性污泥、生物膜、颗粒污泥)截然不同[16]。这种机制使得AnMBR系统能够维持较高的生物量浓度,增强其处理能力并便于实现扩大化应用。AnMBR系统膜单元的可灵活组合迁移性质,也为废水处理带来了前所未有的创新潜力。
AnMBR技术的概念起源于20世纪70年代。GRETHLEIN[17]在1978年证实,结合膜技术的废水厌氧处理系统能够极大地提高废水处理效果,可实现85%~95%的生化需氧量(BOD)去除率,以及72%和24%~85%的硝酸盐和磷酸盐去除率。这项技术一经问世,便因其出色的处理能力而迅速受到行业的青睐。虽然AnMBR技术在市场上的普及度可能不及其他颗粒污泥处理技术,如上流式厌氧污泥床(UASB)或内循环反应器(IC),但其通过膜组件实现固液分离,使得污水处理系统的SRT和HRT得以完全解耦,同时膜组件的额外过滤作用确保了更加优质的出水效果。这种独有的竞争优势让AnMBR技术在水处理领域中脱颖而出。
AnMBR技术目前已成为行业研究的焦点和热门议题。根据Web of Science核心数据库显示,截止到2022年12月31日,以“AnMBR”和“Anaerobic membrane bioreactor”为主题累计发表2 586篇相关文献。文献的发表数量如图1所示,呈现出逐年上升的趋势。此技术所表现出的持续研究兴趣和发文增长,明确指出了其在未来环境工程和可持续性领域中的关键地位。随着全球对低碳污水处理和资源回收技术的日益关注,AnMBR技术的研究和应用变得尤为重要。
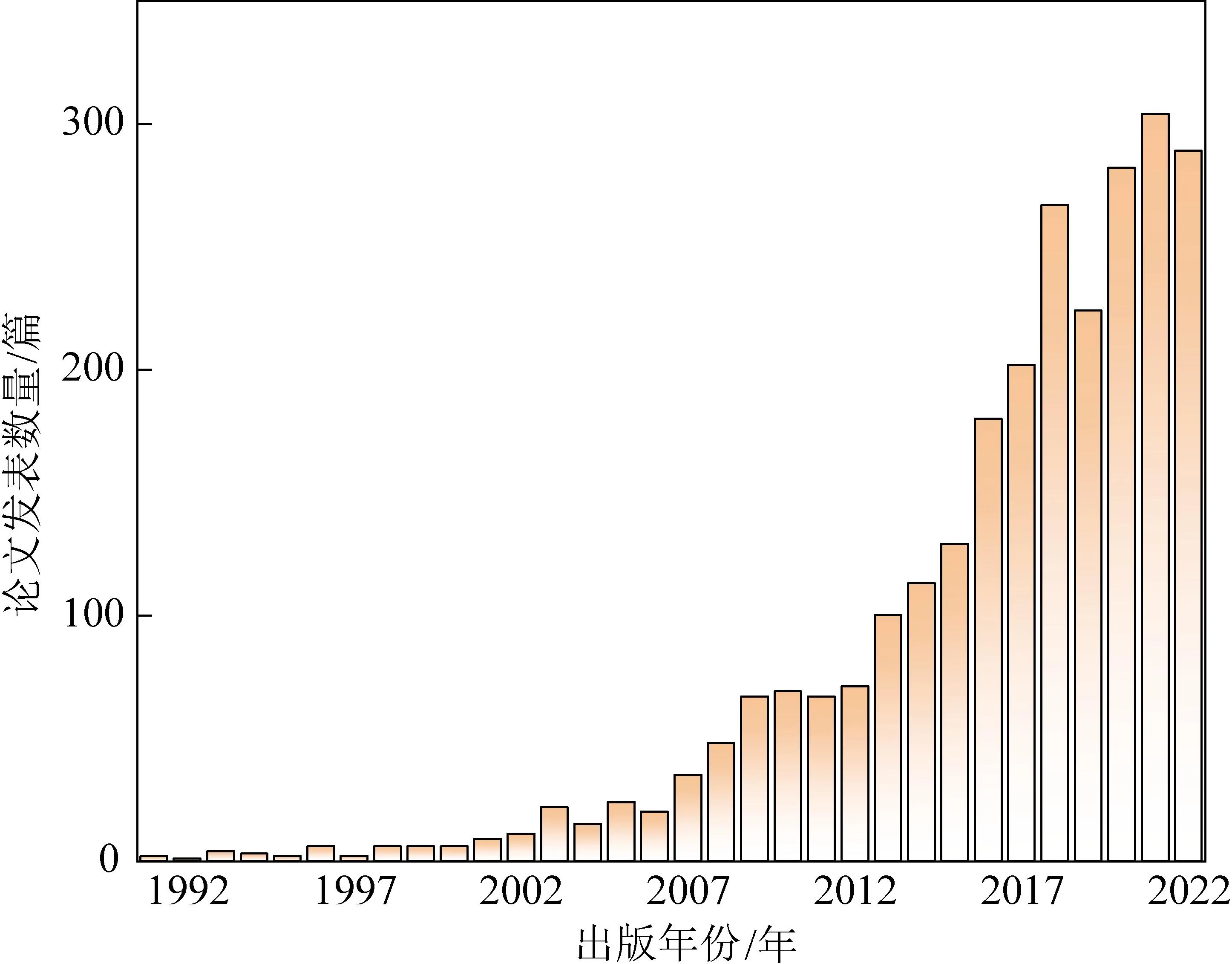
图1 关于AnMBR的SCI论文发表量Fig. 1 The published SCI papers about AnMBR
AnMBR主体处理过程为厌氧消化,其涉及多种微生物共同参与的复杂生物化学过程,可分为以下连续阶段[18-19]。
1.1 水解阶段
在水解阶段,复杂的有机物被分解为更简单的单体。这一过程是通过微生物产生的特定酶来实现的。例如,淀粉和纤维素被酶水解成麦芽糖、葡萄糖和糊精;蛋白质在蛋白酶的作用下降解为氨基酸;脂质被水解为脂肪酸和甘油。这些简单的单体随后为产酸菌所利用。
1.2 发酵产酸阶段
在这一阶段,水解得到的小分子有机物被进一步转化为末端产物,主要是短链脂肪酸或醇,同时也伴随着一定量的氢气产生。这些短链脂肪酸是后续阶段的关键前体物质。
1.3 产氢产乙酸阶段
该阶段由产乙酸菌主导,它们能够将前两个阶段产生的小分子物质转化为乙酸和一碳化合物。这一过程中,部分能量和还原力会转化为氢气。乙酸是后续产甲烷阶段的关键物质。
1.4 产甲烷阶段
产甲烷阶段是厌氧消化过程中的核心。在这一阶段,乙酸、一碳化合物和氢气被专性产甲烷菌转化为甲烷。这是一个缓慢的过程,因为产甲烷菌的代谢速率较慢且对生长环境有较高的要求,从而使其成为整个生物厌氧处理环节的限速步骤。
在厌氧消化过程中,维持生长缓慢的产甲烷菌是一个挑战,而AnMBR技术中的膜单元可以高效截留产甲烷菌,既提高出水质量,又降低碳足迹和污泥产量。因此,AnMBR被视为用于处理废水和回收甲烷的厌氧技术中的首选[20],产生的沼气可以抵消废水处理的能源需求[21],这是大多数处理工艺难以实现的优势。
2 AnMBR的技术优势
AnMBR技术结合了厌氧消化与膜分离的优势,为废水处理和资源回收提供了高效和创新的途径。基于此技术的独特设计和原理,以下列举AnMBR技术的核心优势和显著特点。
2.1 维持高浓度生物量
AnMBR技术通过膜单元实现有效截留,使得HRT与SRT得到完全分离,形成系统内的高浓度生物量。这种高浓度环境显著提高了微生物处理废水的效率,特别是在面对高浓度的污染物质时,保证了处理系统的持续高效性。由于生物量完全保留,AnMBR工艺可以极大提高城市有机废物的处理与资源回收能力[22],特别对于处理城市高固有机废物如城市污泥、餐厨垃圾等有积极意义。
2.2 在极端环境下的稳定性
膜的滞留机制在保证系统内高生物量维持的同时也提高了系统在极端环境下的稳定性。无论是在高盐、高温、低温还是遭受毒性冲击时,AnMBR都表现出了优越的处理性能[13],尤其在低温地区得到广泛应用[23]。传统的厌氧生物系统颗粒物的水解过程仍然是厌氧消化的限速步骤,这一点在低温条件下尤其明显。膜系统的引入可以将高浓度的悬浮物截留在厌氧反应器内部,从而保证了充足的SRT来水解这部分颗粒态有机污染物,使其在低环境温度下实现较好的处理效果[24]。
2.3 污泥产量的降低
在AnMBR系统中,厌氧微生物增长速度较慢,能量转化效率较高,大部分能量被转化为甲烷气体而非生物质,显著降低了生物固体(污泥)的产量。在传统污水处理过程中,污泥的处理与处置是一个复杂,资金和能耗成本较高的环节,甚至可占据污水处理厂运行成本的60%[25]。AnMBR技术通过减少污泥的产生量,有助于降低整个污水处理系统的能耗和运营成本,对于实现低碳和可持续的污水处理目标具有至关重要的意义。
2.4 出水质量的提升
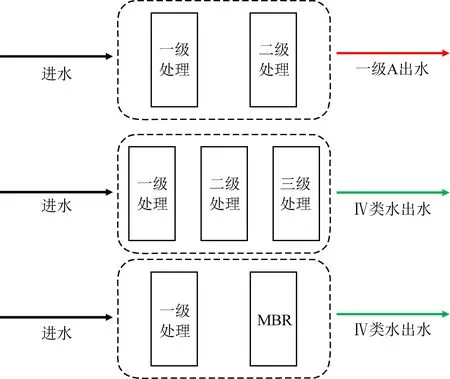
图2 水处理过程及出水质量Fig. 2 Water treatment process and corresponding effluent quality
AnMBR技术利用先进的膜过滤系统,提供微米级别的细致净化,从而确保了处理后水质达到高标准。鉴于中国在提升污水处理水平方面的努力,特别是将城市污水处理厂的排放标准提升至更严格的地表水“IV”类标准,AnMBR技术的应用显得尤为重要。一般的污水处理设施通过两级处理可达到一级A出水标准,但要进一步提高至IV类地表水质量通常需加入第三级处理(图2)。AnMBR技术的一个显著优势是其能够直接达到甚至超过这一严格水质标准,而无需进行附加的处理步骤。这不仅显著减少了所需的占地面积和处理流程,也减轻了相应的经济负担。因此,在追求更严格水质标准的背景下,“IV类水看MBR”成为了AnMBR技术优越性的真实写照,这反映了其在提高出水水质和经济性方面的双重优势。如图2所示,一级处理:机械处理(预处理阶段),包括格栅、沉砂池、初沉池、气浮池等;二级处理:生化处理(主体),包括活性污泥法、CASS工艺、A/A/O工艺、A/O工艺、SBR、氧化沟、水解酸化池等;三级处理:消毒及深度处理,包括催化氧化池、滤池、反渗透、消毒池等。
2.5 能源回收
AnMBR技术的另一核心优势在于其可将废水中的有机物转化为CH4,实现能源资源化回收。在沼气的组成中,CH4占据了80%以上[26],且随着有机物负荷的提高,CH4产量也相应增长[27]。在适当运行条件下,AnMBR系统可将进水中约98%的化学需氧量(COD)转化为CH4,其生成的能量远超过系统运行所需的能量,可达到所需能量的7倍左右[28]。然而在实际操作中,受甲烷在污水中较高的溶解度以及其他抑制性物质的影响,实际的沼气产量低于理论最大值。即便如此,在处理低强度废水的情况下,AnMBR技术仍然有潜力成为一个净能源的生产者[29]。通过对工艺的调节,例如实施分级AnMBR系统,可以进一步优化能源产出,除了CH4之外,还能生产出H2和挥发性脂肪酸等其他能源形式[30]。AnMBR技术在处理废水的同时,能够转换和利用其中的有机物质,为可持续能源生产提供了一种有效途径,展示了其在环保和能源可持续性方面的双重价值。
2.6 营养物质的回收
AnMBR技术不但可实现废水中有机碳的能量资源转化,而且其处理过程不涉及脱氮和除磷过程,可更大程度保留废水中的有价值营养物质。AnMBR的独特设计和操作方式减少了过量污泥的产生,也进一步保证了废水中营养物质的完整性。因此,AnMBR不仅为废水提供了高效的处理,还为营养物质资源化回收利用提供了新的契机。例如,营养物质经过适当的处理和回收后,可以直接作为肥料使用,为农业和园艺提供了有价值的资源[31]。这不仅增加了废水处理的环境效益,还提供了一种可持续的资源循环利用方式。
2.7 新兴污染物和微污染物的去除
新兴污染物,如抗生素、消炎药、止痛药、内分泌干扰物、杀虫剂、染料等一系列合成有机化学物质,它们在城市污水系统中不断积累,对生态环境和人类健康构成了潜在的威胁。AnMBR技术通过膜组件提供了有效的污染物截留能力。此外,AnMBR系统的高生物量密度与长SRT特性,在增强对微污染物的吸附作用的同时,提供了充分的时间实现微生物的定向驯化与新兴污染物降解,进而显著提高处理效率。AnMBR系统在降解新兴和微污染物方面显示出了其独特的处理优势,使其成为一个在环境保护和公共健康方面都具有重要意义的污水处理技术[32-34]。
2.8 灵活性和扩展性
AnMBR技术通过其高度集成与精简化的操作步骤及处理单元,极大地简化了整个污水处理过程,为大规模工业应用提供了便利。这种技术的设计优化使得AnMBR不仅易于扩展和部署,而且能够无缝地与现有的污水处理技术整合,从而增加了系统的适用性和灵活性。这些特性使AnMBR成为一个高效、可扩展的污水处理解决方案,尤其适合那些寻求技术升级和提高处理效率的大型水处理设施。
3 AnMBR的工程应用
得益于AnMBR技术的众多优势,其已在各个领域得到了广泛应用。特别是在处理高有机负荷和高悬浮物负荷的废水方面,如食品加工业(包括酸菜、谷物、棕榈油加工)、乳品加工业以及酿酒业等,AnMBR系统表现出卓越的处理能力。这些行业产生的高浓度有机废水,通过AnMBR系统不仅可以有效去除COD,还能同时产生能源,为废水处理提供了附加的经济价值[4]。目前,已有许多全尺寸的AnMBR工厂投入使用,专门处理各类工业废水[35]。同时,用于低强度污水处理的AnMBR系统也已在中试规模上得到应用[36]。特别值得注意的是AnMBR技术在气候寒冷地区的适用性,它能在低温条件下稳定运行,从而减少了加热需求和相关能源消耗。这在传统的水处理系统中通常是一个挑战。随着技术的不断完善和处理规模的扩大,AnMBR已成为许多污水处理设施的首选技术。据MBR专业统计网站(https://www.thembrsite.com/)所示,全球范围内的AnMBR应用正在快速增长,这一趋势不仅证明了其在小规模设施中的效能,也标志着其在大规模水处理工厂中的逐步普及。下面是两个采用AnMBR作为主要技术的大型污水处理设施的案例。
3.1 Spernal污水处理厂
Spernal污水处理厂位于英国,为大约9.2万人提供污水处理服务。工厂旱季每小时处理能力达1 150吨,日处理量可达27 000吨。其核心处理技术为AnMBR系统,并配备了初级沉淀池、活性污泥系统、固定膜滤池、腐殖质沉淀池和砂滤池,可实现在较低温度(18 ℃)环境中稳定运行(图3)。
Spernal污水处理厂的AnMBR出水通过离子交换技术进一步处理,从而生产出具有重要农业应用价值的硫酸铵和羟基磷灰石。在硫酸铵的生产方面,该技术的成熟度已达到6级。该系统过程包括应用浓缩氨的离子交换器和中空纤维膜接触器,这些技术的氮回收率极高,超过76%,能够从全规模系统中回收相当于88%的污水处理厂氮负荷流入量。离子交换技术同样用于浓缩磷酸盐,以便在后续步骤中以羟基磷灰石的形式沉淀磷酸盐。这一技术的技术成熟度为7级,其磷回收率达到了全规模系统80%。这些磷以磷酸钙的形式进行试点回收,用于农业生产。

图3 Spernal污水处理厂Fig. 3 Spernal wastewater treatment plant
相比英国传统市政污水处理厂,Spernal污水处理厂利用AnMBR进行厌氧处理城市污水,在运营成本上更为经济。所节约的能源和减少的污泥处理成本可以有效抵消任何额外的化学品或材料成本。此外,以磷酸钙形式进行的磷回收试点显示,土壤或地下水生态系统即便长期施用也不会受到重金属的高风险影响,这些重金属含量均低于检测限。
总体而言,AnMBR系统作为Spernal污水处理厂的核心组成部分,不仅在环保效益方面表现卓越,还在经济可持续性和资源回收方面提供了创新的解决方案,展示了现代污水处理技术的潜力。
3.2 Pikeville污水处理厂
除在生活污水处理中得到应用,AnMBR在工业废水处理中取得了更大成功,例如全球知名食品公司家乐氏公司。该公司在美国肯塔基州Pikeville的工厂面临产能扩张导致的废水处理挑战,ADI系统公司为其提供了有效的废水处理升级方案。
自20世纪90年代末期起,ADI系统公司便开始为家乐氏Pikeville工厂提供废水处理解决方案。随着生产规模的扩大,工厂的废水处理系统也于1999至2000年进行了首次升级,包括了一个ADI混合厌氧反应器和一个序批式反应器(SBR)。然而,随着产量的进一步增加,工厂需要提高处理流量和有机负荷能力,并提高出水水质。
为了满足这些新的需求,家乐氏公司采纳了ADI系统公司的建议,将现有的厌氧和好氧废水处理设施升级为更为先进的ADI厌氧膜生物反应器和ADI膜生物反应器。升级后的系统包括厌氧预处理,内设一个连续搅拌槽反应器和一个AnMBR池。随后是好氧系统,包括一个预曝气池和一个MBR池。AnMBR池和MBR池安装在分区模块化池中(图4)。

图4 Pikeville污水处理厂Fig. 4 Pikeville wastewater treatment plant
此次升级不仅增加了处理能力,还大幅提高了出水水质。新的废水处理厂设计流量为95 t/d,设计有机负荷为3.3 t/d,平均COD浓度为34 500 mg/L。通过AnMBR工艺,工厂废水得到了高效的厌氧消化,出水COD浓度降至平均160 mg/L,悬浮物含量微乎其微。此外,该工艺产生的沼气可用于污水厂供热系统,以减少天然气成本。
MBR系统对厌氧处理后的水进行进一步净化,通过加氯和除氯罐进行消毒后,直接排放到当地水体中。出水水质指标如COD、BOD、TSS、氨氮、油脂、溶解氧和大肠杆菌等均达到了严格的排放标准,整体COD去除率超过99.5%。此外,升级后的系统使设计流量和设计有机负荷分别提高了25%和44%,显著降低了运营和维护成本。
Pikeville工厂未来还计划处理目前外部处理的废渣,进一步节省成本。AnMBR技术在这一过程中发挥了关键作用,不仅满足了工厂废水处理的需求,更为环境保护和资源循环利用做出了贡献。
4 AnMBR的挑战
AnMBR已有诸多优势,并且得到了认可和广泛应用,但不能否认AnMBR这一技术在实际应用中仍面临多种挑战。
4.1 甲烷溶解、回收和产生的问题
在寒冷地区进行污水处理时,低温环境对溶解性甲烷的影响显得尤为重要[37]。LIU等[38]的研究发现,随着温度的降低,污水中溶解的甲烷浓度会增加,这不利于甲烷的回收并增加温室气体的排放。例如,在温度低于15 ℃的条件下,多达50%的甲烷可能会溶解在出水中(图5)。因此,开发有效策略以回收这些溶解性甲烷,减少能源损失和减轻对环境的影响,变得尤为迫切[29]。
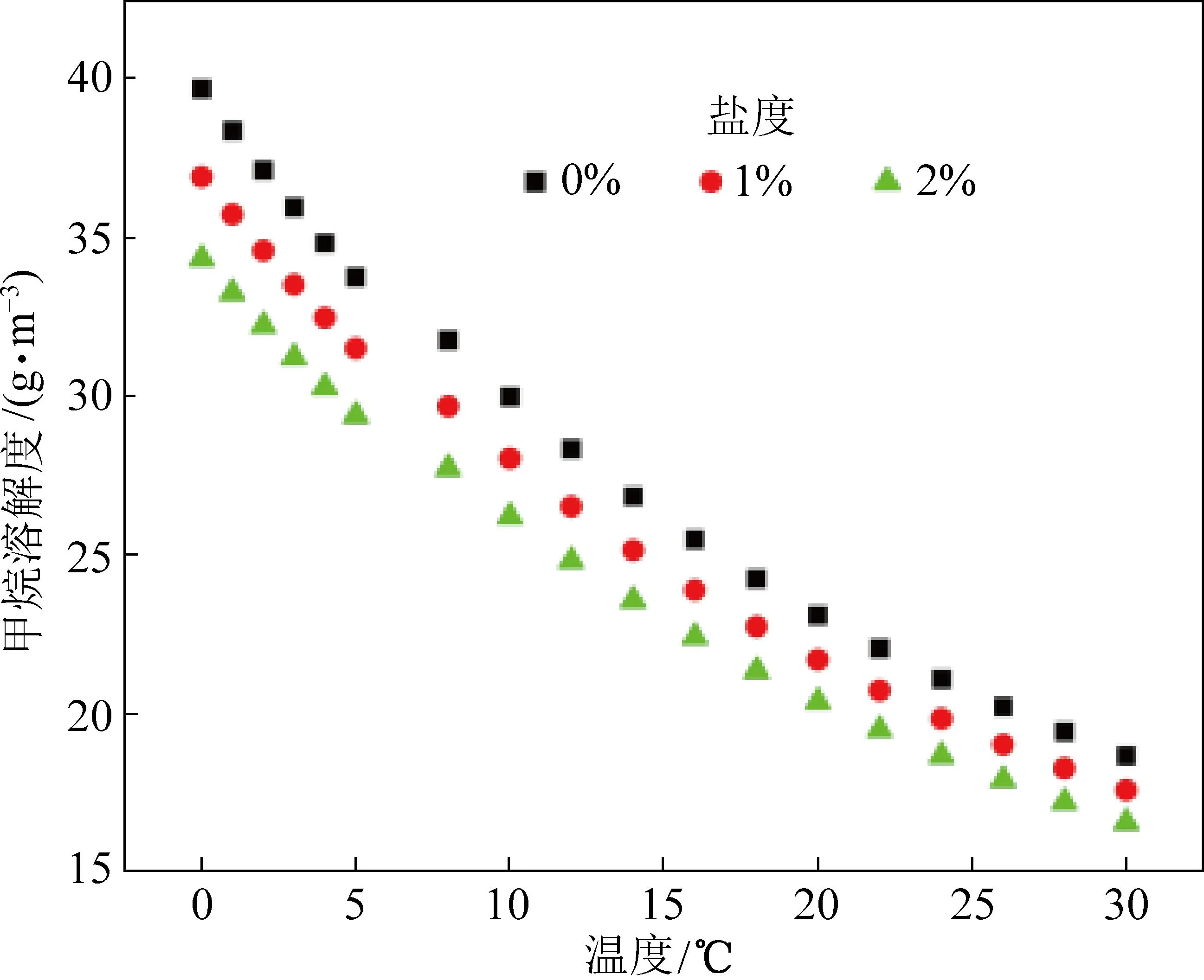
图5 不同温度和盐度下甲烷在水中的溶解度[38]Fig. 5 Methane solubility in water at different temperature and salinity[38]
由于AnMBR是低温地区水厂的首选技术之一,由溶解性甲烷导致的能源损失尤其显著。AnMBR在处理低浓度污水时,可观察到大量的甲烷经过出水流失,因此降低了处理过程的能效并增加了温室气体的排放[29]。例如,在温度为30 ℃时处理COD为200 mg/L的城市污水,溶解在出水中的甲烷量可占产生的总甲烷量的45%[38]。YEO等[27]观察到在AnMBR处理过程中,24%~58%的总生成甲烷溶解在出水中,YUE等[39]证明AnMBR可以去除城市污水中86%~88%的COD,但生成的甲烷有67%溶解在混合液中,然后通过出水释放出来。GALIB等[40]发现,随着废水的有机负荷率增加,溶解的甲烷浓度会降低,并将其归因于在高有机负荷率下产生的甲烷总量的增加。
出水中溶解性甲烷不仅会降低AnMBR处理的能效,还会导致全球变暖,因为CH4的温室效应比CO2高25倍。这与低碳和资源化水处理的目标背道而驰。为应对这一挑战,提出了如真空包装塔、气泡塔和强制通风曝气器等技术,以及最近的膜分离工艺,以去除厌氧处理出水中的溶解甲烷[37]。例如,中空纤维膜接触器等技术在回收溶解甲烷方面显示出高效能,但这些技术仍面临经济可行性和操作安全性的挑战[4]。
4.2 膜污染与清洁问题
在AnMBR的运行中,膜污染和清洁问题较为关键。堵塞问题主要由微生物生物膜、溶质、胶体和细胞碎片积累造成,这不仅严重降低了系统的处理效率,也提高了运营成本[41-42]。据研究,膜的堵塞和清洁可占据整个工艺能量消耗的70%至80%[36]。MARTIN等[43]的研究发现,AnMBR在能源消耗上显示出巨大的波动,能耗范围0.03~5.70 kW·h/m3。
AnMBR系统处理的污泥通常浓度较高,结合较长的HRT和SRT,加剧了膜的污染问题,从而降低了过滤通量[26]。与好氧MBR相比,AnMBR的过滤通量明显较低,通常在5~12 L/(m2·h)之间,相较于好氧MBR的20~30 L/(m2·h)的通量[44],其工作效率有所不足。
此外,尽管膜堵塞问题已有广泛的研究,但其机理依然不清晰,这一现象与操作条件、污泥特性及膜特性等多个因素密切相关。因此,为应对与膜污染相关的操作挑战,已经开发了各种物理和化学清洁策略,例如反冲洗、松弛循环和化学清洁。控制膜污染的有效策略对AnMBR技术的经济性至关重要,因为这些清洁和维护过程构成了其主要的运营成本,持续优化这些策略是提高AnMBR经济可行性的关键途径。
4.3 实际处理的复杂性
废水处理的复杂性对AnMBR技术的城市应用造成了额外的挑战,特别是废水成分的复杂性对系统的影响不容忽视。有机物质和营养物的低浓度,以及盐度积聚、各种抑制性物质的存在,都对AnMBR系统的效能和稳定运行构成了挑战。特别是硫酸盐的含量在城市污水处理中成为一个关键,它限制了AnMBR技术的可行性和经济效益。硫酸盐还原菌通过将硫酸盐还原成硫化物,并将COD转化CO2,减少了可用于CH4生成的COD量,进而影响工艺的效率和成本[45]。硫化物的产生不但降低了膜的通量和寿命,而且其腐蚀性质会损坏设备,需要耐腐蚀的材料和气味控制措施,导致更高的建造成本和维护成本。在含硫量高的城市污水处理中,可能需要额外的脱硫步骤以降低沼气中硫化氢的浓度,这也是AnMBR运行的一个重要考量因素。
4.4 后处理需求
AnMBR系统由于不含氧化区,无法经历脱氮处理过程,常常导致出水中氮和磷含量较高。根据接纳水体的环境标准,出水可能需要进行后续处理以去除或回收这些营养物。针对这一需求,目前已经开发了多种技术方案,包括但不限于鸟粪石沉淀法(用于磷的去除和回收)、微藻培养技术(能同时去除氮和磷并有生物质能源潜力),以及离子交换方法[31]。特别值得注意的是,直接氨氧化以及厌氧氨氧化的发现,不仅提高了氮的去除效率,还有望成为未来城市废水处理的重要技术发展方向[46]。这些集成解决方案的设计,对于实现更高标准的水质净化和资源回收,具有显著的环境和经济意义。
5 AnMBR新技术突破
随着材料的发展和机制的深入研究,针对AnMBR技术创新不断涌现,扩大了AnMBR的应用范围,并增强了其在废水处理领域的优势。以下简单介绍一些AnMBR中出现的新技术。
5.1 正渗透厌氧膜生物反应器(FO-AnMBR)
处理城市污水中的有机负荷较低(通常在260~900 mg/L COD)是AnMBR面临的挑战之一,限制了厌氧处理的效率。低COD浓度导致从厌氧消化过程中产生的甲烷无法高效转化为能源,通常只能满足污水处理设施总能源需求的一部分(50%)[47]。城市污水的预处理和浓缩能够有效缩减处理所需体积,减少土地占用及加热费用,并且增加COD浓度,从而提高AnMBR系统的应用价值。
正渗透技术(Forward Osmosis, FO)是一种有效浓缩城市污水的方法。与传统的压力驱动膜分离过程不同,FO利用自然的渗透压作为驱动力,从而可能实现较低的能耗。通过选择合适的汲取溶液,FO能够更加经济高效地浓缩废水。ZHANG等[48]使用了浓度为3.5%的合成海水作为汲取液,成功实现了城市污水的高效浓缩。海水作为一种无成本且易于获取的汲取溶液,增添了该技术的吸引力。处理后稀释的海水可以选择性地排回大海,或者转输至其他淡水制备工艺中,进一步降低了整个工艺的成本。实验结果显示,经过FO处理后,进料污水中的COD浓缩率超过300%,虽然随着过滤时间的增长膜通量有所降低,但依然保持在一个较为理想的范围内,可达3.0~7.4 L/(m2·h)。因此,利用FO技术预处理城市污水,在AnMBR处理流程中具有巨大的经济和环境潜力,它不仅提升了废水处理效率,还为可持续能源生产提供了可行性。
5.2 厌氧动态膜生物反应器(Anaerobic Dynamic Membrane Bioreactors, AnDMBR)
膜堵塞是AnMBR系统中面临的主要问题,其来源于固体颗粒(如微生物细胞、细胞外有机物和无机沉淀物)在膜表面的积累。随着时间的推移,这些物质在膜表面形成的滤饼层变得密实,导致通量下降和过滤效率减少,因而滤饼层的控制和管理成为AnMBR技术中的核心问题。
动态膜(Dynamic Membrane, DM)技术是应对膜堵塞问题的创新解决方案[49]。与传统的孔隙结构膜不同,这种技术利用具有较大孔径的支撑材料表面形成一层可动态更新的滤饼层,即DM层。这层滤饼可以有效地充当过滤层,实现固液分离(图6)。由于DM层可以轻松地从支撑材料上移除,并且可以迅速重新形成,因此它提供了一种经济和有效的过滤方法。这一层膜被称为“动态”是因为它的形成和失效是一个不断循环的过程。荷兰代尔夫特理工大学VAN LIER教授的研究表明,使用单丝编织物作为支撑材料,AnDMBR能够有效处理高强度废水,实现了超过99%的COD去除率,表明动态膜技术能够获得稳定且高质量的出水,是一种可靠且有效的处理高强度废水的技术[50]。
AnDMBR表现出对于污垢控制的高效性、低成本的支撑材料使用、高渗透流量、以及低能耗和高处理能力的优点,可以在降低运营成本的同时提升废水处理的性能和可持续性。因此这项技术在废水处理和资源回收方面展现出巨大的潜力和前景。
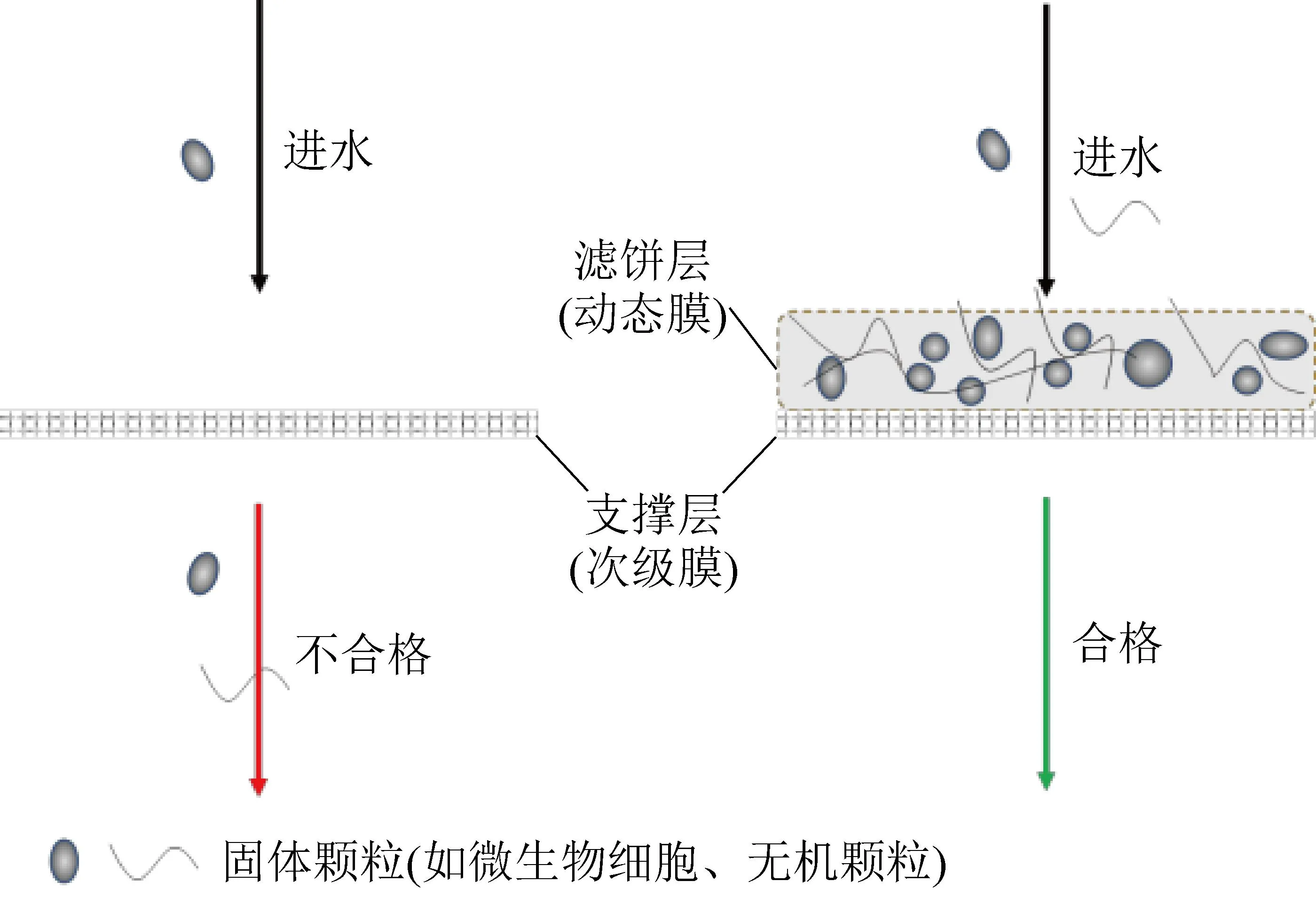
图6 动态膜形成过程[49]Fig. 6 Demonstration of the dynamic cake layer [49]
5.3 温热调控膜涂层技术
膜表面改性技术也是缓解AnMBR系统膜污染的有效方法,特别是亲水性聚合物涂层的应用,已被广泛研究以改善膜的抗污染能力[51]。然而,由于长期运行导致的膜表面改性效果逐渐降低,膜的堵塞仍然是一个不可避免的问题[52]。在中低收入国家的农村地区,这一挑战尤为显著。因为在这些地区,使用传统化学清洗剂(如氧化剂和强酸)进行膜清洗通常难以实现,从而增加了处理这一问题的难度。
为应对这一挑战,学者们探索了通过接枝热响应聚合物来改性膜表面的方法。这些聚合物在低于临界溶液温度时发生构象变化,这种变化有助于通过简单的温度调节来清除膜上的污染物[53]。此方法的一个重要优势是仅需使用温水清洗,这在大多数环境中均为可行的选项。在这一领域的研究前沿,KIM教授及其团队通过精细调控热致伸缩聚合物和亲水聚合物单体的排列,研究了两者的最佳共聚形式[54]。通过这种方法,他们在不改变原有聚合物的聚合度和接枝密度的前提下,成功地将不同单体排列的共聚物接枝至聚醚砜超滤膜上。这一突破提出了利用定制的热致伸缩聚合物结构来增强膜的防污染能力和清洁可逆性的新可能性,为AnMBR低成本处理膜堵塞问题提供了新的方案。
5.4 厌氧膜蒸馏生物反应器(Anaerobic Membrane Distillation Bioreactors, AnMDBR)
膜蒸馏(Membrane Distillation, MD)是一项利用热能的分离工艺,通过在两侧水溶液的温差驱动下,使水蒸气穿越疏水性膜,从而实现分离[55]。这一过程通常用于海水淡化和废水高级处理,其核心在于使用疏水性的多孔膜作为物理障碍,实现水和热量的有效分离。
在追求低碳环境与资源循环利用的当下,膜蒸馏技术展现出与厌氧处理过程相结合的巨大潜力,尤其是能够回收和利用厌氧过程中产生的热能[56]。此技术进一步提升了水处理后的水质,特别是在去除氮、磷、有机物质以及微污染物和悬浮微粒方面表现出色。SONG等[57]探讨了AnMDBR的潜力,通过测试聚四氟乙烯(PTFE)、聚偏氟乙烯(PVDF)和聚丙烯(PP)材质的0.2 μm疏水膜,研究比较其出水时的性能。实验结果表明,在连续45 h的运行后,PTFE膜的透水通量降至初始值的84%,PVDF和PP膜的通量保持稳定。特别值得一提的是,在使用PVDF膜的长期蒸馏实验中,总磷被完全去除,溶解性有机碳的去除率亦达到98%以上。这一发现显著指出了膜蒸馏在提高出水质量,特别是在有机物去除方面的高效能力。
6 结 论
AnMBR作为一项低碳水处理与资源化技术,显著促进了污水处理和资源回收的效率,同时在实现双碳目标方面也起到了重要作用。通过生物降解与膜分离技术的结合,AnMBR不但能够有效处理高浓度工业废水,而且在降低处理过程中的碳排放和资源回收方面具有突出表现。这种技术的进步对推动可持续水资源管理和循环经济具有重要意义,并与追求碳中和、碳达峰目标紧密相连。AnMBR的优化过程充分体现了其在提高水回用率和促进能源及水资源循环利用方面的潜力。尽管存在膜污染和运营管理等挑战,但新材料的研发、操作优化以及与其他技术如膜蒸馏的集成等科研进展,为该技术的未来发展和应用奠定了坚实的基础。
展望未来,加深科研与产业界的协同作用,不断的技术革新和系统优化是关键。这些努力将有助于应对现有挑战,推动AnMBR技术向规模化和商业化迈进。AnMBR技术的进步对于提升水资源管理的效率和可持续性具有重要意义,在支持全球环境持续性方面的作用不容忽视。