智能化尼龙包布复合装备
2024-02-20陈子杰李佳修王文涛
陈子杰,李佳修,王文涛
(杭州中策清泉实业有限公司,浙江 杭州 311400)
0 研究背景
近年来,随着宏观经济的稳健发展和人民生活水平的不断提高,中国汽车的保有量和产量快速增长,再加上物流交通行业的高速发展,促进了我国轮胎行业的快速发展,我国已成为世界第一大轮胎生产国、出口国。但现阶段国内还没有尼龙包布自动贴合设备,现有的尼龙包布通过人工手动复合,人工劳动强度大,生产效率低下,产品质量难以控制,无法满足当下所需轮胎生产工序产量需求。
目前的尼龙包布成品物料制作基本采用人工手动贴合方式,即将尼龙包布人工定长手动裁切再进行相对位置的贴合,将贴合完成论条铺设在隔离布上,这种复合存在以下问题:
(1)由于使用的尼龙包布长度有精准要求,人工手动裁切,难以把控,影响尼龙包布良品率。
(2)由于两层尼龙包布复合相对距离要求较高,人工手动复合,难以控制,影响尼龙包布良品率。
(3)需要人工干预全生产过程,浪费人力,人工劳动强度大,工作效率低,影响后续工序的自动化生产。
针对目前存在的问题,对尼龙包布复合装置提出以下新要求:
(1)实现尼龙包布自动化定长裁切,满足长度精度要求。
(2)实现两条尼龙包布自动化精准复合,提升尼龙包布复合精度。
(3)提高尼龙包布复合工序的自动化水平,避免人工干预,提升生产效率。
依据以上要求,研发了一种智能化尼龙包布复合装备。
1 智能化尼龙包布复合
新研制的智能化尼龙包布复合装置采用定长裁切后抓取复合的方式。该复合装置包括导开机构,纠偏机构,牵引机构,输送带系统,定长裁切机构,抓取平移复合机构,复合机构,卷取机构,如图1所示。

图1 复合装置结构示意图
导开机构用于导开成卷的单条尼龙包布物料;纠偏机构用于纠正导开机构导开的尼龙包布物料;牵引机构用于带动纠偏机构上的物料前行;输送带系统用于传递从纠偏机构与牵引机构处的物料置定长裁切机构处;定长裁切机构用于定长裁切尼龙包布物料为抓取平移复合机构工序提供准确的物料;抓取平移复合机构用于抓取两条包布物料复合成一条成品尼龙包布物料;
复合机构用于将初步完成复合的尼龙包布物料再次复合;卷取机构用于将复合完成尼龙包布物料卷取成卷。
1.1 导开、纠偏机、牵引机构
导开机构用于导开成卷的单条尼龙包布物料,其包括左右分布的第一导开组件与第二导开组件,导开组件包括导开轴、收料轴及光电检料开关,导开轴采用被动收料轴主动的导开形式,以便于将物料导开输送至下游且将塑料纸收卷在收料轴上,光电检料开关分别用于检测收料卷上物料是否衬布物料。
其中第一导开组件与第二导开组件分别用于导开物料A与物料B以获得左右分布的尼龙包布A与尼龙包布B,以便于实现尼龙包布A与尼龙包布B同时向下游行走,如图2所示。
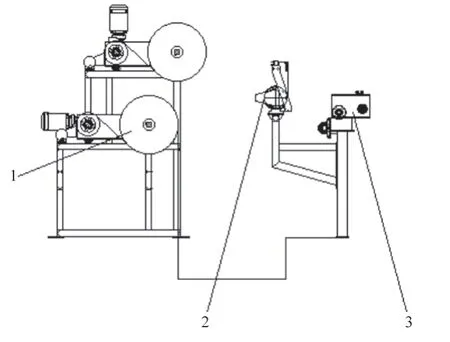
图2 导开、纠偏、牵引结构示意图
纠偏机构用于纠正导开机构导开的尼龙包布物料,其包括左右分布的第一纠偏组件与第二纠偏组件,第一纠偏组件与第二纠偏组件分别设置在第一导开机构与第二导开机构的下游,纠偏组件包括纠偏伺服电机、纠偏滚筒架、纠偏滚筒以及纠偏检测镜头,其中,纠偏滚筒枢设在该纠偏滚筒架,纠偏检测镜头设置在纠偏滚筒的上方用于检测尼龙包布的偏移量,伺服电机根据纠偏量驱动纠偏滚筒偏移相应的纠偏量。第一纠偏组件与第二纠偏组件分别用于检测尼龙包布A与尼龙包布B的偏移量并将定中尼龙包布A与尼龙包布B输送至下游。
牵引机构用于带动纠偏机构上的物料前行,其至少包括主动牵引滚筒与牵引压实滚筒,主动牵引滚筒设置在牵引压实滚筒的下游,且主动牵引滚筒的设置高度高于牵引压实滚筒,牵引压实滚筒由牵引伺服电机驱动,主动牵引滚筒同时将纠偏机构输送来的尼龙包布A与尼龙包布B牵引至牵引压实滚筒。
1.2 定长裁切机构
定长裁切机构用于定长裁切尼龙包布物料,为抓取平移复合机构工序提供准确的物料,抓取平移复合机构用于抓取两条包布物料复合成一条成品尼龙包布物料,其设置在第一输送带的上方,定长裁切机构包括圆盘裁刀、用于驱动圆盘裁刀自转的旋转驱动机构以及用于驱动圆盘裁刀沿预设得倾斜路径发生线性往复平移的斜切驱动机构,圆盘裁刀与第一输送带的纵轴线呈45°夹角设置,如图3所示。
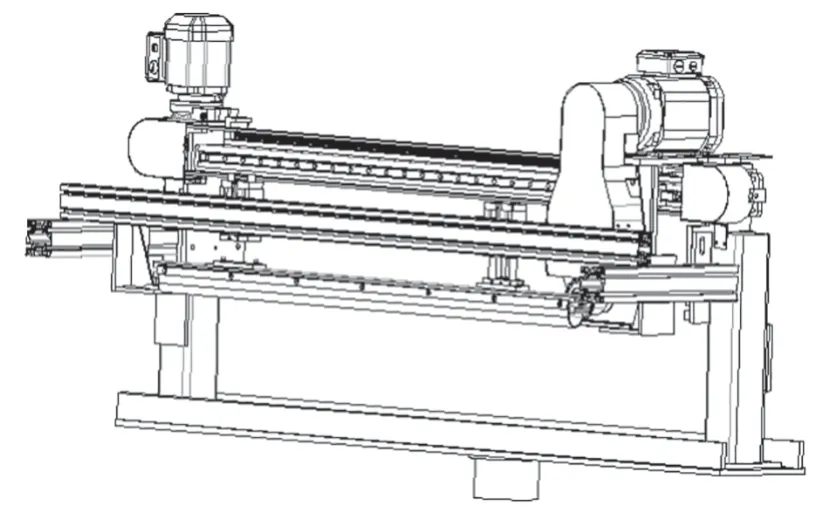
图3 定长裁切机构结构示意图
1.3 抓取平移复合机构
抓取平移复合机构,其用于将尼龙包布B以预设的重叠比例复合在尼龙包布A上。
抓取平移复合机构包括吸盘架、设置在吸盘架上的多个吸盘、位置检测传感器、用于驱动吸盘发生左右平移的左右平移驱动机构、用于驱动吸盘发生前后平移的前后平移驱动机构以及用于驱动吸盘发生升降运动的升降驱动机构,如图4所示。

图4 抓取平移复合机构结构示意图
1.4 复合机构,卷取机构
复合机构,其用于将尼龙包布A与尼龙包布B复合压实,复合机构包括第四输送带、气缸、复合压辊、压辊架,第四输送带从第三输送带获得物料,复合压辊采用气缸活塞杆伸缩移动来压合第四输送带上物料。
卷取机构,其用于将复合后的两条尼龙包布与塑料纸贴合后卷取,包括卷取装置与塑料纸导开装置、第五输送带、塑料纸检测光电开关,卷取装置包括卷取电机与物料卷取轴,卷取完成压合的物料,塑料纸导开装置包括导开电机与塑料纸导开轴,将塑料纸导开牵引至第五输送带与物料贴合,塑料纸检测光电开关检测塑料纸有无,当塑料纸用完光电开关无塑料纸遮挡第五输送带停止转动,如图5所示。

图5 复合、卷取机构结构示意图
2 复合装置工作过程
智能化尼龙包布复合装置的具体工作过程如图6所示。

图6 复合装置工作过程示意图
(1)步骤1:第一导开组件与第二导开组件分别导开物流A与物流B以获得尼龙包布A与尼龙包布B。
(2)步骤2:第一纠偏组件与第二纠偏组件分别用于纠偏导开机构传递过来的尼龙包布A与尼龙包布B使其处于定中位置。
(3)步骤3:尼龙包布A与尼龙包布B经由牵引机构输送至第一输送带。
(4)步骤4:待尼龙包布A与尼龙包布B输送至预设定长时,牵引机构停止牵引尼龙包布A与尼龙包布B,第一输送带停止传送,定长裁切机构的圆盘裁刀沿预设的倾斜路径旋转裁切两条左右并排摆放的尼龙包布A与尼龙包布B,该倾斜路径从左前侧向右后侧方向延伸。
尼龙包布A与尼龙包布B的前端整体被裁切成与输送带纵轴线成45°夹角的斜边,裁切后的尼龙包布A与尼龙包布B继续向下游输送,而上游的下一组尼龙包布A与尼龙包布B的后端亦在此过程形成斜边。
(5)步骤5:待步骤4下一组尼龙包布A与尼龙包布B输送至预设定长时,定长裁切机构的圆盘裁刀沿着步骤4的倾斜路径原路返回,以将该下一组尼龙包布A与尼龙包布B的前端裁切成斜边,此时,该组尼龙包布A与尼龙包布B整体构成平行四边形,裁切按照步骤4与步骤5重复进行。
(6)步骤6:裁切后的尼龙包布A与尼龙包布B进入过渡输送带等待以进入平移复合机构发生复合。
(7)步骤7:平移复合机构检测到尼龙包布B与尼龙包布A完整到达第三输送带后,第三输送带停止运行,位置检测传感器检测到预复合位置,吸盘下降至尼龙包布B并吸引该尼龙包布B,同时将其输送在尼龙包布A上方,并以预设的重叠比例复合在尼龙包布A以上。
(8)步骤8:复合机构将尼龙包布B压实在尼龙包布A上,卷取机构将复合后的尼龙包布与塑料纸贴合后缠绕在物料卷取轴上。
3 复合装置的优点
(1)通过本复合装备,从尼龙包布的导开、裁切、抓取、贴合到收取工作全部通过机器完成,实现对尼龙包布的自动贴合,不仅减少了人员的消耗,相应的也降低了人工劳动强度,提高了工作效率。
(2)通过纠偏机构的设置,可对两条物料实时纠偏调整位置,保证两条物料裁切角度的准确性,裁切制品断面的合格率。
(3)通过牵引滚筒的延时设置,可对两条物料的长度进行设置,保证两条物料的长度到达所需裁切长度。
(4)通过定长裁切实现两条胶料的同时定长裁切。
(5)通过抓取平移贴合机构的设置,可减少两步成型贴合工序,有效提升轮胎制品产量。
4 结束语
该装备通过定长裁切获得相同长度的两条尼龙包布A与尼龙包布B,且将两条尼龙包布A与尼龙包布B以预定的重叠比例进行复合,如此,经过定长裁切后的两个尼龙包布在贴合过程中不会出现拉伸的现象,解决了目前由于裁切的不统一导致的尼龙包布复合过程的拉伸问题;其次,本发明的自动复合功能将两条尼龙包布自动发生贴合,无需人工操作,贴合精度显著增强。