餐厨垃圾水力制浆耦合厌氧消化的效果分析
2024-02-16朱浩刘晓吉仲跻胜吴义祥刘钊张莹莹孙岩松王勇群
朱浩,刘晓吉,*,仲跻胜,吴义祥,刘钊,张莹莹,孙岩松,王勇群
1.中国环境保护集团有限公司
2.中节能(肥西)环保能源有限公司
3.瑞科际再生能源股份有限公司
餐厨垃圾是生活垃圾的重要组成部分,包含餐饮消费和服务过程中产生的边角料、剩饭菜、食物残渣和动植物油脂混合物等[1-2]。随着我国城镇化的快速发展和人民生活水平的不断提升,餐饮行业蓬勃发展的同时,餐厨垃圾的产量也随之增长,并逐步成为影响城市环境的重要污染源之一[3]。
我国独特的饮食文化是餐厨垃圾高含水率(70%~90%)、高有机质含量(80%~93%,以干基计,全文同)、高油(1%~5%)和高盐(1%~3%)特点[1,4]的直接原因。受垃圾分类程度影响,城市餐厨垃圾中食物类占比为75%~90%(以湿基计)[3],其他杂质(如纸张、织物、塑料、竹木、骨头、砂石、玻璃和金属等)占比为10%~24%[5]。由于餐厨垃圾具有明显的危害和资源属性,国家高度重视其无害化和资源化处置。“十二五”和“十三五”《全国城镇生活垃圾无害化处理设施建设规划》中均明确规定了餐厨垃圾处置设施投资力度和能力建设目标[6],促进了我国餐厨垃圾处置与资源化行业的快速发展,并形成了以厌氧消化产沼气、好氧堆肥制有机肥为主,生物饲料化和昆虫养殖等为辅的资源化市场格局[3,7-9]。鉴于我国餐厨垃圾中杂质多、组分复杂,其无害化处置与资源化项目的高效稳定运行需要有良好的浆化和杂质去除预处理技术保障。目前的机械式预处理技术,如机械破碎[10-12]、高压挤压[13-14],普遍采用杂质分选、多级破碎或压榨制浆等工艺组合形式,存在工艺流程长、设备故障点多、堵/卡/缠频发、能耗高、有机质/粗油脂损失大等问题,同时也降低了后端资源化产品的产量与质量。因此,开展餐厨垃圾高效浆化与杂质分离的预处理技术研发对于提高我国餐厨垃圾处置与资源化项目运行的稳定性和效益具有重要意义。
为解决机械式预处理技术的局限性,并充分利用餐厨垃圾高含水特点,中国环境保护集团有限公司下属瑞科际再生能源股份有限公司研发了水力浆化预处理技术与装备。水力制浆技术以餐厨垃圾中的水为工作介质,通过转子让垃圾流形成特殊的水力涡流场,利用涡流各流层间的差速疏解效应产生搅动、剪切、摩擦和搓揉等力学作用,从而将餐厨垃圾中易于生物降解部分浆化为有机浆液,而对难以生物降解部分的塑料、织物、竹木等轻杂质和砂石、骨头、贝壳、玻璃和金属等重杂质破坏作用小。有机质浆液通过水泵经筛板抽出,剩余的轻杂质和重杂质经分离装置排出。
结合实际项目建设和应用情况,笔者从水力模拟、浆化物料特性、设备运行关键指标和项目运行效果等方面对餐厨垃圾水力浆化和厌氧消化效果进行综合评价,以期为餐厨垃圾无害化处置与资源化项目设计过程中预处理技术的选择提供参考与借鉴。
1 材料与方法
1.1 试验原料
餐厨垃圾来源于某市餐饮废物,含水率为85.6%,以食物等易腐类有机质为主,其挥发性固体占总固体的比例(VS/TS)约为93%。餐厨垃圾组成如表1 所示。

表1 某市餐厨垃圾成分(干基)Table 1 Food waste composition (dry basis) in a city %
1.2 试验装置
1.2.1 水力制浆设备
水力制浆设备基于水力破碎浆化原理设计,包括具有壳体的分解装置和分离装置,如图1 所示。其中,分解装置为壳体,顶部设置有进料口;底部设置有制浆转子,由驱动电机带动;底部侧面设有出浆通道,通道出口水平设置有筛板,制浆转子位于此筛板上方;分解装置壳体侧面和底部均设有扰流板。分离装置的前段以斜向连接的方式位于分解装置下端,后段为垂直的罐体;倾斜段和垂直罐体均设置有气动阀门,将罐体分隔成上下两部分,并分别设置有出渣口。
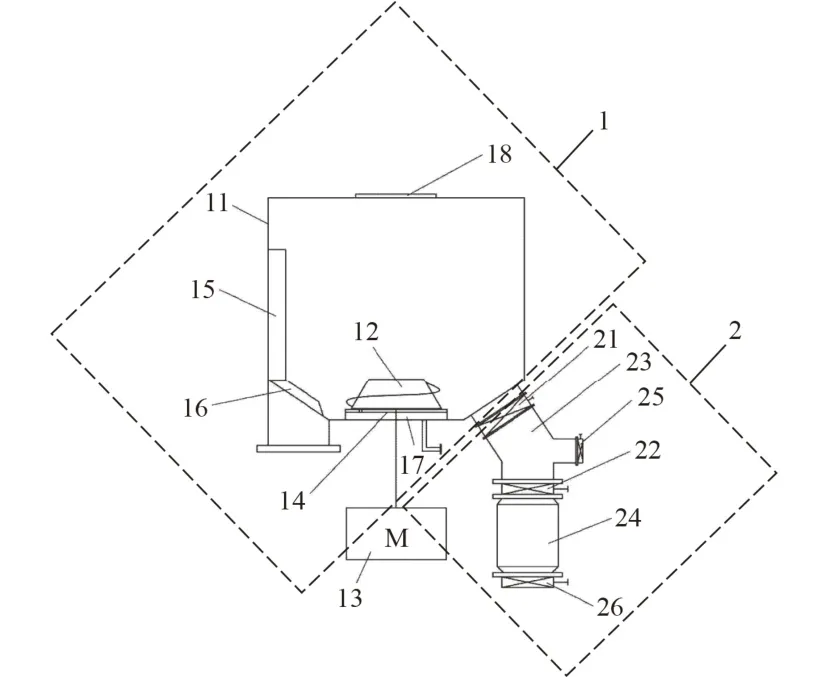
图1 水力制浆设备结构Fig.1 Structural diagram of the hydraulic pulping equipment
1.2.2 水力制浆设备的适用性
水力制浆设备采用水力湿式破碎原理设计,物料适应性强。水力制浆设备对餐厨垃圾分类的要求不高,只要不掺夹有大件的垃圾(尺寸超0.30 m),无须前置沥水、粗破碎、分选、筛分等直接进料,可减少因分选和筛分等造成的有机质及油脂损失,单台(套)设备可实现餐厨垃圾的有效浆化和杂质分离。
水力制浆设备的集成度高,且处理能力大。该设备集破袋、有机质浆化、杂质清洗与分离于一体,工艺流程短,占地面积比机械式预处理技术减少50%以上。设备采用批次的运行方式,从上料到浆化-杂质分离时长约20 min,根据餐厨垃圾量可灵活操作,既适用于大规模集中式处理,也适用于小规模分布式处理。
另外,水力制浆技术可与现有餐厨垃圾资源化技术(如厌氧消化、好氧堆肥等)高度融合,根据资源化需求,通过工况调整为厌氧消化和/或好氧堆肥提供高质量的物料保障。
1.3 试验方法
1.3.1 水力浆化模拟方法
为摸清垃圾浆化过程中的流体特征(如流体轨迹、流体速度、静压力场及转矩等),采用计算流体力学(computational fluid dynamics,CFD)的方法开展餐厨垃圾水力浆化过程模拟试验研究。由于餐厨垃圾组分复杂,模拟过程中将其视为高黏度的单相均匀液体。
1.3.1.1 模型建立
餐厨垃圾水力浆化发生在设备分解装置内,通过内部制浆转子转动形成涡流完成浆化。根据分解装置的标准尺寸,利用CFD 软件建立分解装置模型,具体参数如下:总高度为2.13 m,其中柱形直筒体段高度1.59 m,下部倒圆椎体段高0.54 m;筒体直径3.00 m,下椎体直径0.99 m;转叶高度0.19 m,直径0.75 m;转子共6 片叶片,分别包含翘曲叶片和直条叶片各3 片,环向交错,均匀布置。
1.3.1.2 液体流动的基本计算方程
流体流动的基本计算采用连续性方程〔式(1)〕、动量守恒方程〔Navier-Stoke 公式,式(2)〕和能量守恒方程〔式(3)〕[15-16]。
式中:vol 为控制体;A为控制面积,m2;ρ为流体密度,kg/m3;t为流动时间,s;ν为速度矢量,m/s。等式第1 项表示控制体vol 内部质量的增量,第2 项表示通过控制表面流入控制体的净通量。
式中:ui、uj为任意2 个坐标方向的流体速度分量,m/s;μ为流体动力黏度,Pa·s;P为流体静压力,Pa;gi为i方向体积力分量对动量的影响;S为动量源项,kg·m/s。
式中:Cp为流体定压比热容,J/(kg·K);T为流体温度,K;λ为导热系数;Q为黏性耗散引起的热量转移;Sh为热量源项,J/(kg·s)。
1.3.1.3 湍流计算方法
流体流动特征模拟采用k-ε模型[17]。k-ε模型是基于湍流动能(k)及其耗散率(ε)的输运方程的模型,计算公式如下:
式中:k为湍流动能,m2/s2;Gk为由平均速度梯度引起湍流动能项;Gb为由浮力引起湍流动能项;YM为可压缩湍流脉动膨胀对总耗散率的影响;ε为湍动耗散率,m2/s3;C1ε、C2ε和C3ε为经验常数;σk和σε分别为k和ε的湍流普朗特数;Sk和Sε为用户定义的源项,m2/s3;μt为湍流黏性系数,Pa·s。
1.3.2 餐厨垃圾预处理系统工艺流程
基于水力制浆技术的餐厨垃圾预处理系统由接料上料系统、水力浆化系统、除砂除杂系统、换热蒸煮系统和油脂分离系统等组成(图2)。
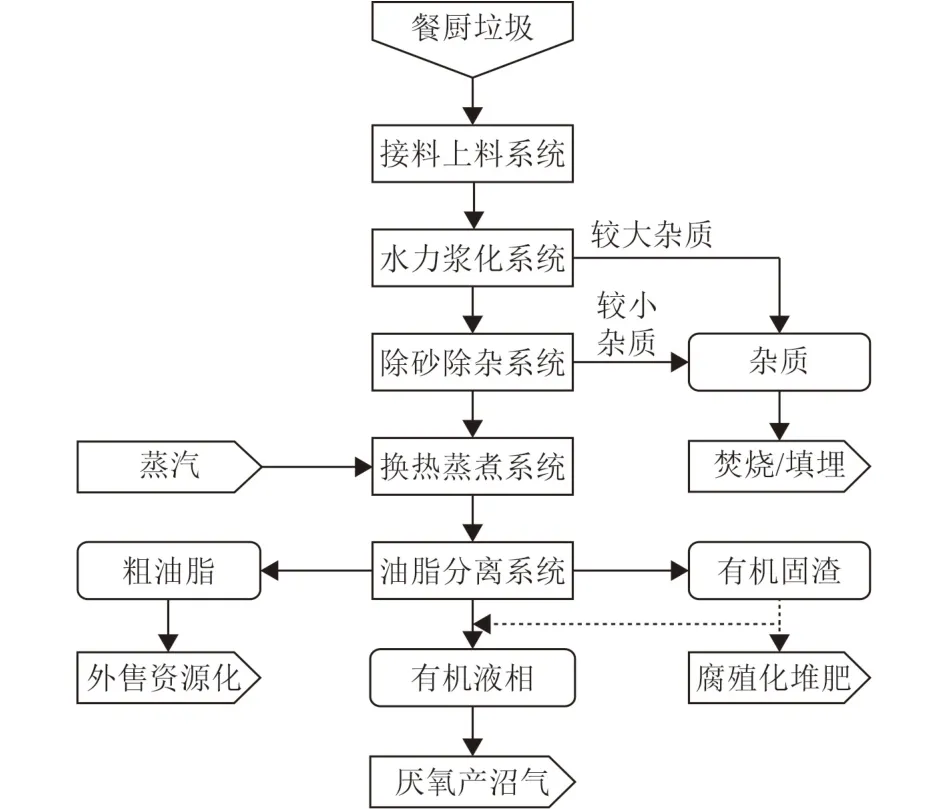
图2 基于水力制浆的餐厨垃圾预处理系统工艺流程Fig.2 Flow chart of food waste pretreatment system based on hydraulic pulping
餐厨垃圾卸入接料仓后,通过底部螺旋输送机输送至水力浆化系统。水力浆化系统采用批次运行方式,在水力作用下,餐厨垃圾在3~5 min 被浆化成均质细腻的有机质浆液和杂质;随后分离程序自动启动,有机浆液由卸料泵送至卸料池储存,杂质进入杂质分离机经螺旋脱水后送到焚烧厂协同焚烧处置,脱水产生的滤液进入工艺水槽循环利用。有机浆液由卸料池泵入除杂除砂系统,通过高浓旋流除砂器和除杂机剔除有机浆液中细小的轻、重杂质。随后,有机浆液进入换热蒸煮系统(80~90 ℃)和油脂分离系统,获得有机液相、有机固渣和粗油脂,为餐厨垃圾的资源化利用提供有利条件。
1.4 分析方法
为评价餐厨垃圾浆化效果,对有机浆液粒径分布、有机质损失率、不可生物降解杂质分选率和粗油脂提取率等指标进行了分析。
1.4.1 有机浆液粒径分布
有机浆液的粒径分布采用标准振筛法测量[18-19]。称取一定量经除砂除杂后的有机浆液,置于标准机械振筛机(KER-200B 型)内,筛孔尺寸分别为1.0、1.2、1.4、2.4、5.0、10.0 mm,振动频率为(150±15)次/min。筛分后,对各尺寸过滤浆料烘干后的固相进行称量统计。
1.4.2 粗油脂提取率
餐厨垃圾经水力浆化、除砂除杂和油脂分离后,采用式(6)计算餐厨垃圾粗油脂提取率(γ)。
式中:M3、K1分别为测试时间段内三相分离后粗油脂质量(t)和含油率(%);M4、K2分别为测试时间段内三相分离后有机液相质量(t)和含油率(%)。
1.4.3 有机质损失率
餐厨垃圾经水力浆化、除砂除杂后,采用式(7)计算餐厨垃圾有机质损失率(α)。
式中:M0、VS0分别为入厂餐厨垃圾质量(t/d)和挥发性有机固体含量(%,以干基计,全文同);M1、VS1分别为餐厨垃圾经水力浆化、除砂除杂后有机质浆液质量(t/d)和可生物降解挥发性固体含量(%)。
1.4.4 不可生物降解杂质分选率
餐厨垃圾经水力浆化、除砂除杂后,采用式(8)计算餐厨垃圾不可生物降解杂质分选率(β)。
式中:S1为入厂餐厨垃圾不可生物降解杂质固体含量,%;M2、S2分别为餐厨垃圾经水力浆化排渣、除砂除杂细小渣杂质量(t/d)和固体含量(%);P0为入厂餐厨垃圾中有机质含量,%。
2 结果与讨论
2.1 水力模拟分析
2.1.1 流体质点流线轨迹
为测得流体质点在分解装置中单位循环所需的时间量值,选取平面S1(顶部下0.30 m)和S2(底部上0.27 m)对质点轨迹进行跟踪采样,采样质点总数接近平面的总网格数(>6 000)。
图3 显示不同流体质点由S1 至S2 的时间量值分布。由图3 可知,中间质点的流速低,停留时间长;质点离开平面S1 后绝大部分以螺旋式收缩下降的方式向转子位置汇聚并进入转叶,随后分三股向外甩向筒壁,并继续沿筒壁上升至罐顶,进入下一个循环。流体质点时间量值区间统计数据表明,大部分质点所需时间为20 s 左右,仅极少数超出40 s。
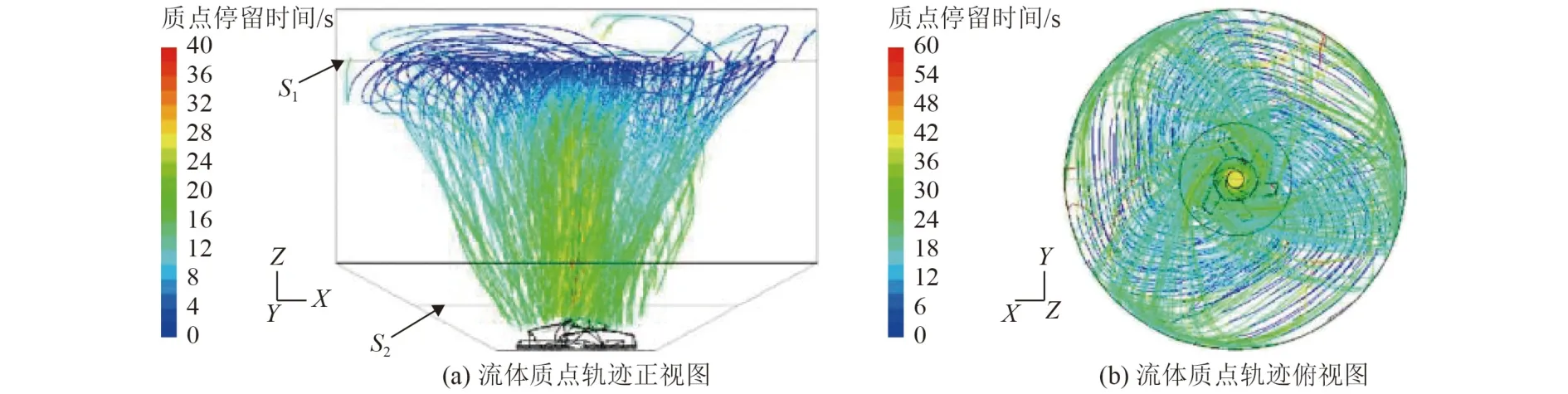
图3 流体质点流线轨迹Fig.3 Trajectory diagram of fluid particle streamline
2.1.2 流体质点速度场
利用CFD 对速度场进行模拟,得到流体质点在分解装置中的运行轨迹及速度如图4 所示。由竖向中部截面的速度场〔图4(a)〕可见,受转子转动影响,由底部往顶部方向流体速度逐步降低,顶部中间区域存在极低流速区,底部则因转子甩流形成高流速区。由垂向中部和顶部截面的速度场〔图4(b)〕可见,与底部相比速度降低,局部低速位置随着高度上升逐渐向中间收拢,外围可见三股高速甩流形成的局部高流速区。
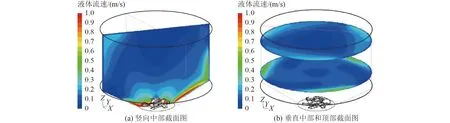
图4 流体质点速度场Fig.4 Velocity field diagram of fluid particles
2.1.3 静压力场及转矩
图5 为分解装置水力浆化过程中静压力场及转矩分布图。由图5 可知,分解装置内流体在转叶的转盘底部均为高负压区,转叶上方附近区域均为低负压区,呈现抽吸效应;转叶叶片外侧和罐壁之间,因为外甩及挤压效应呈现为高正压区;倒椎体和筒壁交界处,因为外甩的尾迹效应呈现为低正压区。另外,转矩指流体对转叶的反作用力(转叶竖直转轴Z轴总力矩之和),模拟数据的均值为165.7 N·m。
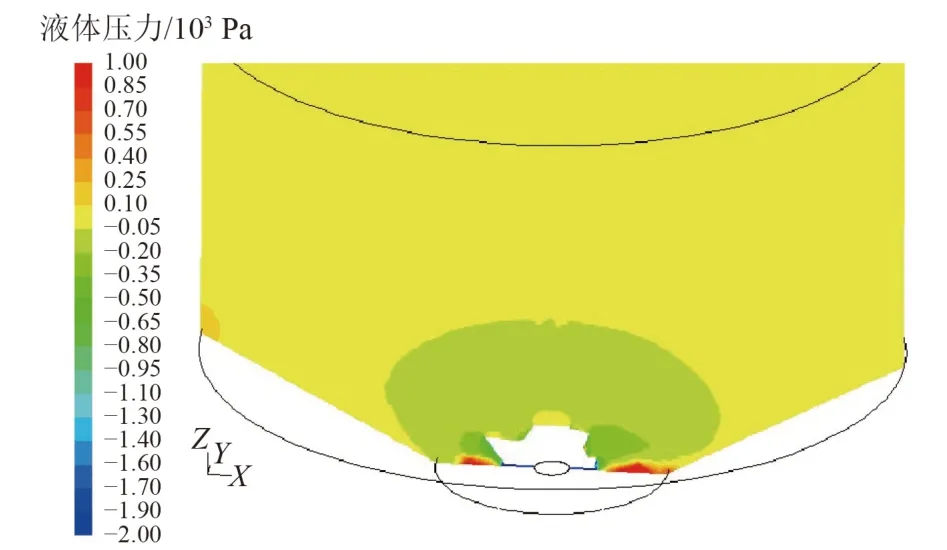
图5 静压力场及转矩分布Fig.5 Distribution diagram of static pressure field and torque
综上,结合水力模拟结果可知,浆化过程中流体内部存在流速差、压力差和转子反作用力,使得有机质在设备内流动过程中更好地搅动、剪切、摩擦和搓揉等,促进浆化作用进行。
2.2 餐厨垃圾浆化除杂效果
餐厨垃圾经水力浆化、除砂除杂和蒸煮提油后,预处理系统各环节实际效果如图6 所示。水力浆化后排出的轻重杂质渣〔图6(b)〕主要由塑料、木竹、骨头、贝壳和玻璃等组成,约占餐厨垃圾总量的6%~10%,含固率约为35%。水力浆化后排出的有机浆液〔图6(c)〕呈浆糊状,约占餐厨垃圾总量的84%~90%。除砂除杂排出的杂质〔图6(d)〕主要由细小的砂石、玻璃、贝壳、蛋壳、塑料片和辣椒籽等组成,约占餐厨垃圾总量的1.0%~1.4%,含固率约为55%。三相分离后的有机固相〔图6(e)〕呈泥状,营养物质丰富,可生化性好,资源化价值大,约占餐厨垃圾总量的10%~15%,含固率为22%~26%。
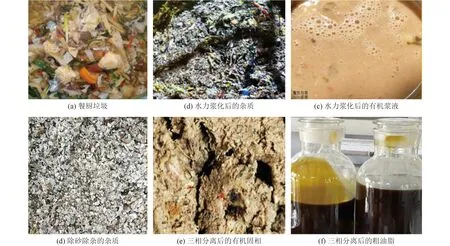
图6 基于水力预处理系统的餐厨垃圾浆化-杂质分离效果Fig.6 Pulp-making and impurity separation pictures of food waste based on hydraulic pretreatment system
对餐厨垃圾三相分离后的有机固相的粒径分析(图7)表明,水力浆化有利于餐厨垃圾颗粒的细小化,粒径小于1.0 mm 占比约91%,小于5.0 mm 占比约96%,远低于机械式预处理要求的10.0 mm 标准[20-21]。三相分离后的粗油脂〔图6(f)〕呈深棕色,油脂含杂率小于2%,可作为生物柴油的原料。

图7 三相分离后的有机固相粒径分布Fig.7 Size distribution of organic solid phase pulp after three phase separation
2.3 资源化示范项目效果分析
以某市餐厨垃圾无害化处置与资源化项目(建设规模为500 t/d)为例,选取餐厨垃圾处理负荷85%以上的某年第四季度的生产数据进行项目效果综合评价。
2.3.1 运行效果
2.3.1.1 餐厨垃圾入厂量和粗油脂产量
图8 为该时间段内餐厨垃圾入厂量和粗油脂产量。由图8 可知,餐厨垃圾入厂量受收运影响有波动,平均入厂量约为432.47 t/d。粗油脂产量受计量方式影响亦有较大波动,日平均产量为16.27 t/d,换算成吨餐厨垃圾日平均产油率为3.76%,高于以机械式预处理技术为基础的提油率[22]。
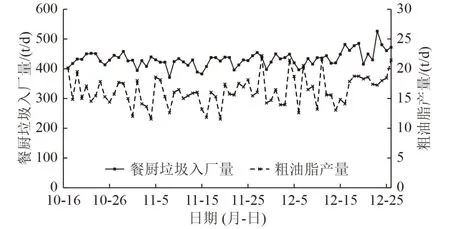
图8 某年第四季度餐厨垃圾入厂量及粗油脂产量Fig.8 Daily treated food waste amount and extracted crude oil amount in the fourth quarter of a certain year
2.3.1.2 餐厨垃圾沼气产量
图9 为该时间段内餐厨垃圾日沼气产量和吨餐厨垃圾沼气产量。由图9 可知,餐厨垃圾沼气产量受入厂垃圾量、垃圾质量、进料分配和沼气仪表按日统计的影响有波动,平均沼气产量约为36 849.82 m3/d(以标态计,下同),吨餐厨垃圾沼气产量为64~110 m3/t,均值为85.57 m3/t,为行业内吨餐厨垃圾高产气率项目。

图9 某年第四季度餐厨垃圾日产沼气量及吨餐厨垃圾沼气产量Fig.9 Daily biogas production and its production per ton of food waste in the fourth quarter of a certain year
2.3.2 设备关键指标评价
2.3.2.1 有机质损失率
以餐厨垃圾入厂量为基数,脱水后轻、重杂质渣和除砂除杂排出的细小杂渣约占8.8%,三相分离后平均产油率为3.8%;蒸煮提油阶段约消耗7%蒸汽直接用于浆液升温蒸煮,此外约3%收运车辆冲洗水、地面清洗水、设备冲洗水等进入预处理系统;平均有机浆液产量约98%,有机浆液平均浓度约10%,VS 约90%。基于表1 数据及式(7),计算得到有机质损失率约为8.5%。
2.3.2.2 不可生物降解杂质分选率
水力浆化后排出的轻、重杂质渣主要由塑料、木竹、骨头、贝壳和玻璃等组成,约占餐厨垃圾总量的6%~10%,含固率约为35%。除砂除杂细小轻杂质主要由细小的砂石、玻璃、贝壳、蛋壳、塑料片和辣椒籽等组成,约占餐厨垃圾总量的1.0%~1.4%,含固率约为55%。
预处理后经外运脱水,轻、重杂质渣约占7.5%,除砂除杂排出的细小杂渣约占1.3%,干基占进场垃圾比例约3.34%;有机质损失率约8.5%,损失有机质干基占进场垃圾比例约1.26%。根据式(8)计算得到不可生物降解杂质分选率约为94%。
2.3.2.3 粗油脂提取率
扣除水杂后油脂提取率为3.2%~5.1%,油脂提取后有机液相含油率为0.30%~0.45%,根据式(6)计算得到粗油脂提取率约91%。油脂回收率主要受原生餐厨垃圾组分含油率影响,本技术应用于四川、云南等餐厨垃圾油脂含量高的地区项目时,油脂提取率可达7%以上,油脂回收率达95%以上。
2.4 与传统机械式预处理的对比
传统机械式预处理技术以碰撞、挤压和切割等机械力为主,对餐厨垃圾分类要求高,不能含有较大的杂质,且对杂质的破坏作用大,如将贝壳、玻璃、砂石等破碎成细小颗粒而影响浆液质量。根据前期对市场上机械式预处理工艺项目的调研资料分析,对比总结了水力制浆技术的优势,如表2 所示。
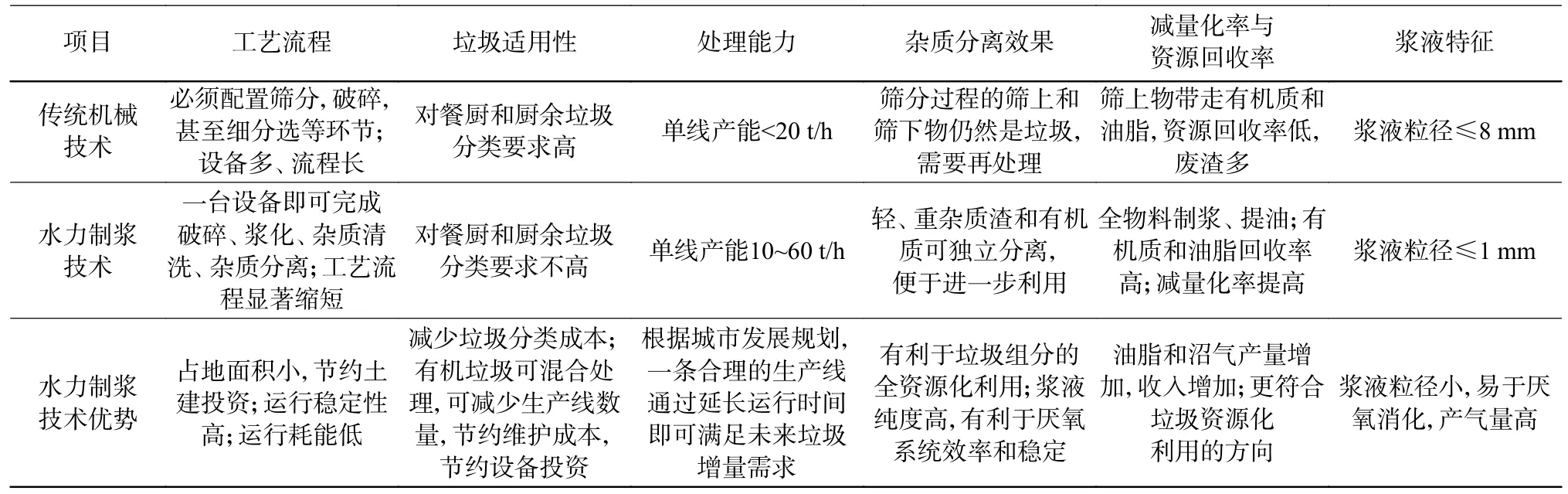
表2 水力制浆技术与机械式技术的对比优势Table 2 Advantages of hydraulic pulping technology compared to mechanical technology
3 结论
(1)通过CFD 水力模拟摸清了水力浆化技术的水力特征,浆化过程中流体质点螺旋式汇聚至转叶,形成三股内旋状涡流,在流体内部产生明显的流速差和正负压分区现象,水力作用下可快速实现餐厨垃圾的浆化。
(2)餐厨垃圾水力浆化产物颗粒细小,1.0 mm 以下占比约91%;有机质损失率低,约为8.5%;杂质去除率高,不可生物降解杂质分选率高达94%;粗油脂提取率可达91%以上。
(3)某市采用水力浆化技术与厌氧消化技术相结合的餐厨垃圾资源化项目的运行数据表明,餐厨垃圾平均产油率为3.76%,沼气产量为85.57 m3/t,大幅提升了项目的经济效益。
