桁架波浪筋弯曲成型自动控制与监控系统
2024-02-15王海峰赵杰珂
王 鹏,王海峰,赵杰珂,衡 铮
(1.中国建筑科学研究院有限公司,北京 100013;2.北京建筑机械化研究院有限公司,河北 廊坊 065000;3.建研机械检验检测(北京)有限公司,河北 廊坊 065000)
钢筋桁架生产线设备桁架波浪筋成型机构由包括钢筋矫直、缓冲储存、弯曲成型部分组成。如图1 所示,在放线架上放置盘条钢筋,盘条钢筋经过矫直变成直筋,钢筋以大圆弧形式缓存在储料架。变频电机牵引钢筋进入折弯结构弯曲成波浪筋,最后将波浪筋临时放置在收集架上。目前国内已有的钢筋桁架生产线设备存在生产效率低、节距等成型参数调整不便、自动化程度低等问题。
本文介绍一种桁架波浪筋弯曲成型自动控制与安全运行监控系统,钢筋桁架生产设备在出厂前预装该系统可以实现钢筋波浪筋节距、高度参数自动调整和安全运行监控。该系统可在24h 内持续工作,随时记录下当前的钢筋参数等信息,保证重要数据不丢失,为调试设备提供方便。
1 自动控制与监控系统架构
系统主要有以下几部分模块组成(图2)。
1)数据采集模块 利用传感器模块包括检测开关、行程开关、编码器、变频器等对该系统需要采集的数据进行测量。
2)数据传输模块 将变频器采集到的电机参数和I/O 口采集到的检测开关状态、行程开关状态通过工业以太网传输给PLC,将编码器采集到的数据通过RS485 通讯方式传输给PLC。PLC再将数据通过RS485 通讯传给组态屏用来显示和人机交互。
3)数据处理模块 利用软件对于输入的数据进行分析处理,根据工作时序得到相应运动机构的动作指令。
4)数据输出模块 将分析处理的数据用来控制变频电机、伺服电机、电磁阀等运动机构动作来解决钢筋弯曲加工中送料、调直、储料、弯曲各工序的动作控制、工序间的时序协调、不同规格材料的加工参数协调控制等问题。
2 系统功能简介
2.1 自动调整波浪筋节距、高度参数
传统波浪筋弯曲成型机构只能生产固定节距的钢筋桁架,不能对节距进行无级调整,而本系统通过对成型关键部件加装伺服电机,可以实现钢筋的多节距、多高度成型。
波浪筋弯曲成型是由拨板位置、齿条位置、高度位置、送进位置来决定的,利用安装伺服电机对这4 个位置(图3)进行精准控制来实现波浪筋变节距、高度等参数的控制。
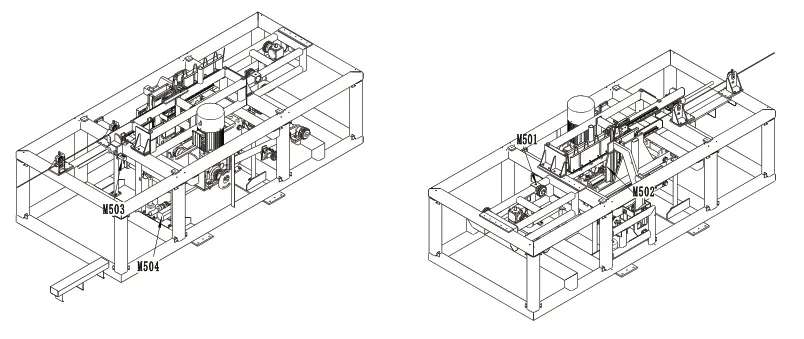
图3 伺服电机安装位置
2.2 钢筋加工节距记录
基于钢筋弯曲成型时,钢筋是逐段送入的。在钢筋矫直机构之后,送进弯曲结构之前的位置放置1 个相对值编码器(图4)来估算每段已弯曲的钢筋的节距,并将得到的数值进行储存并形成图表,可以用来检测钢筋成型的稳定性。
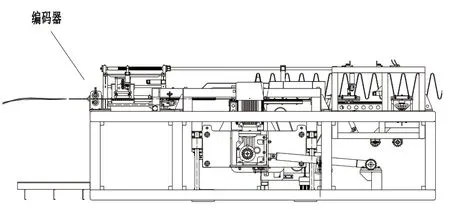
图4 编码器安装位置
2.3 储料状态监测
在储料架上安置检测开关来判断储料架是否满料,通过储料状态的变化来控制送进钢筋结构的运行和停止。当检测装置检测到钢筋少进或者无料的时候,就会控制钢筋送进结构停止工作,同时发出报警信号,确保生产安全(图5)。具体流程为:经过矫直的钢筋通过导向轮、导向槽进入储料架,正常工作速度下,钢筋储料送料,如果储料架上限位检测一直未触发,钢筋持续进入储料架;一但达到上限位检测,钢筋停止送料进储料架,但是后续的压弯、焊接过程不受影响。流程示意图见图6 所示。
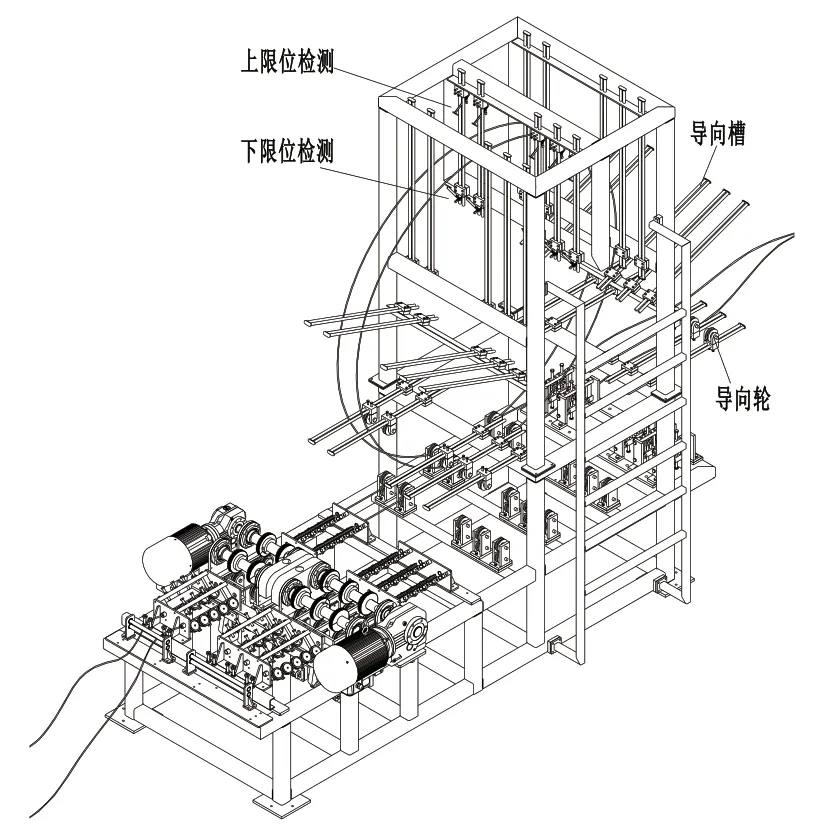
图5 储料架结构示意图
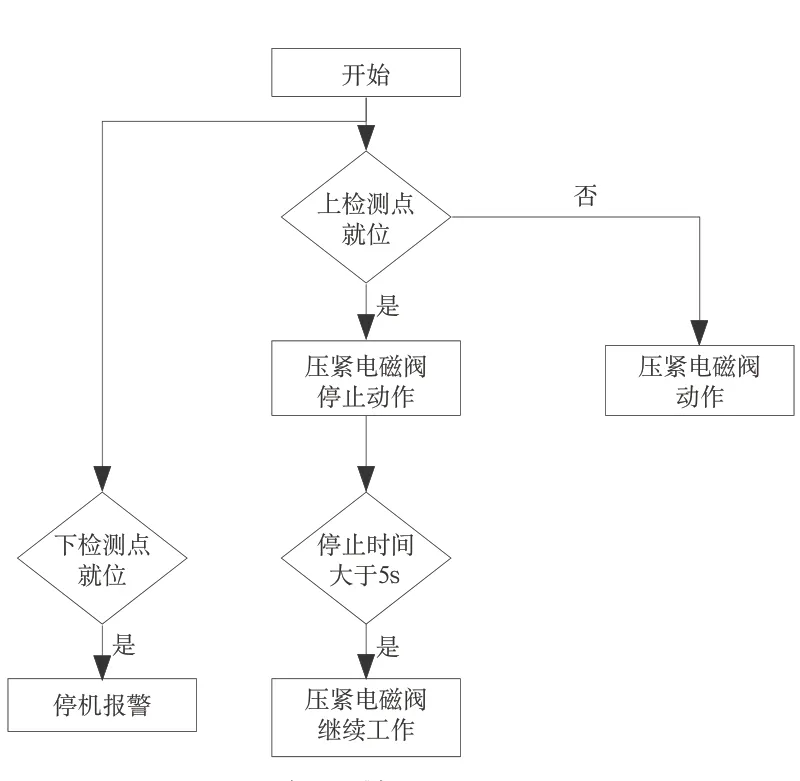
图6 储料检测程序流程图
2.4 送料状态监测
钢筋在输送过程中,通过安装检测开关(图7)来检测钢筋送料是否正常。钢筋正常输送时,导向轮跟随钢筋输送一起转动,当一定时间内未能检测到检测开关状态的变化则认定钢筋在输送中存在卡料、欠料或者出槽的情况。程序流程图如图8 所示。
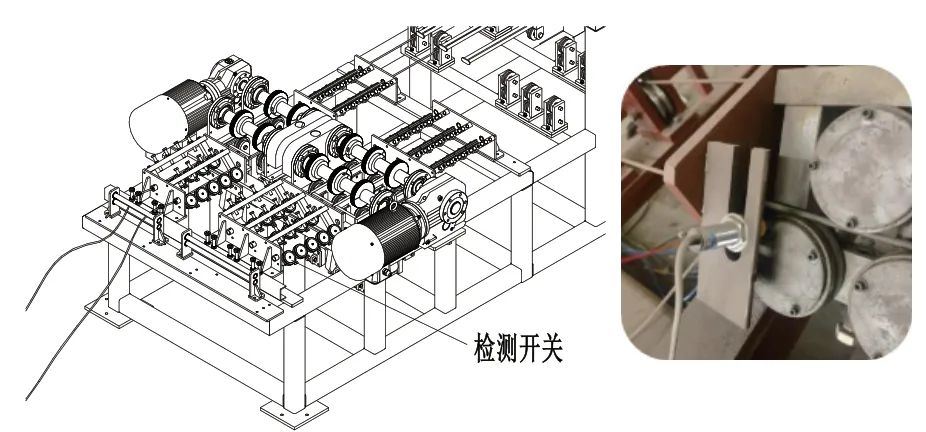
图7 检测开关安装示意图
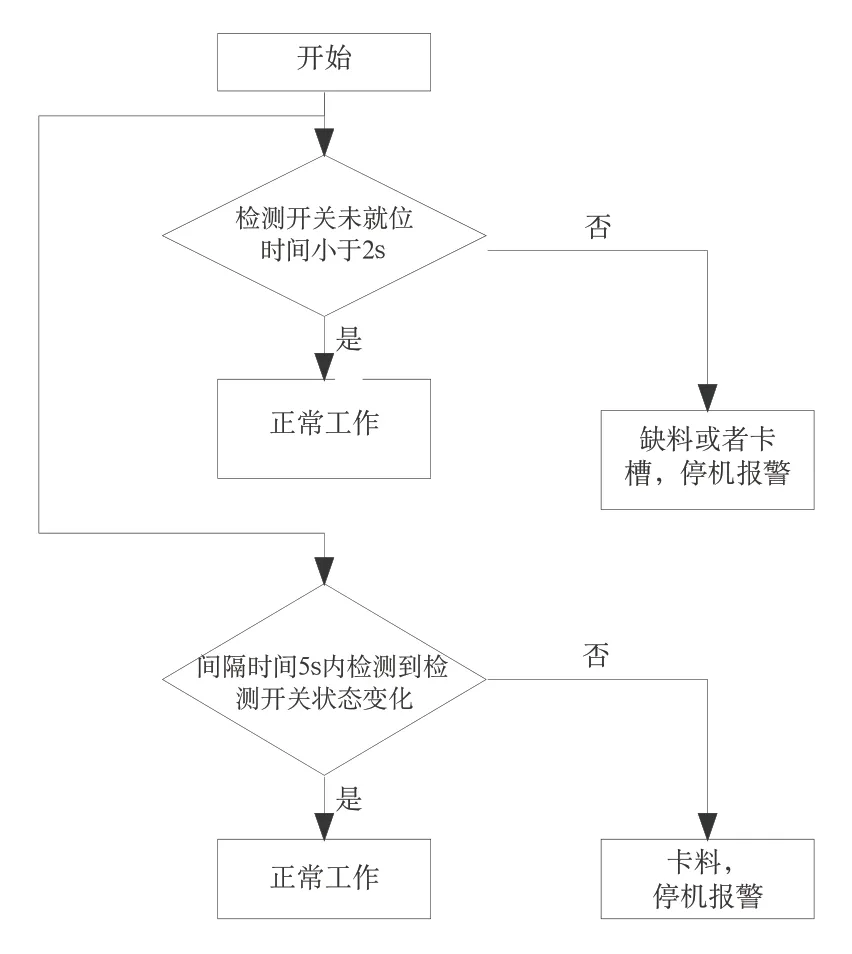
图8 送料状态检测程序流程图
3 人机交互系统
波浪筋弯曲成型机构所有运行情况都可以通过PLC 将信号显示到监控屏幕上,用户也可以通过点击屏幕的按键来实现对监控系统各个动作的控制(图9)。PLC 与组态屏通过RS485 进行通讯连接。
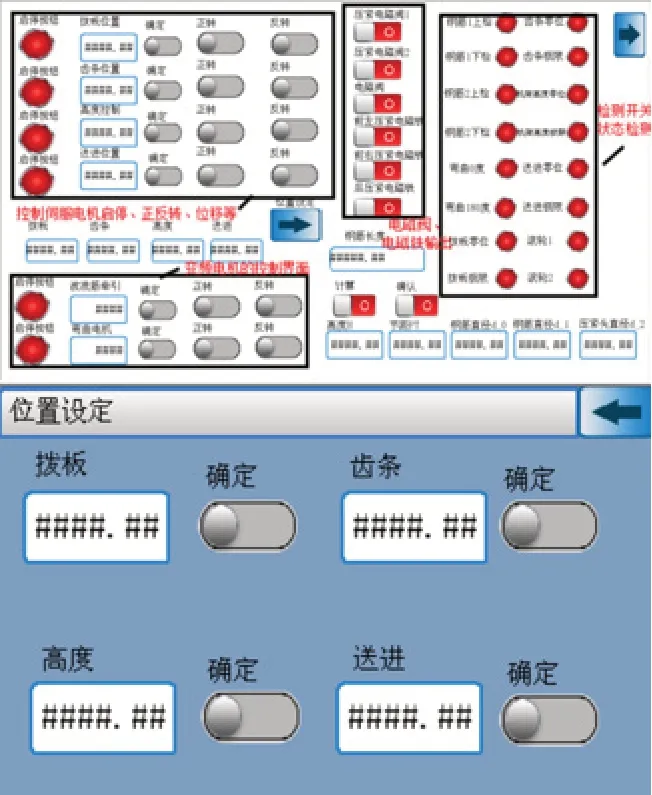
图9 人机交互界面示意图
用户可以切换波浪筋弯曲成型机构的工作模式,自动模式和手动模式。切换到手动模式时可以对4 个位置电机进行位移调节,通过输入电机位置参数,多伺服电机根据位置参数同步动作,准确达到目标位置,从而可以形成符合要求的桁架波浪筋,还可以对2 个主电机进行正反转控制、速度控制和扭矩控制,并独立控制电磁阀。
人机交互系统可以进行位置数据计算,将波浪筋成型需要参数输入公式中,则可以得出4 个位置电机的位置数据。
除了上述功能外,人机交互系统还可以实时显示电机的工作速度和方向,电磁阀和检测开关的工作状态。
4 效益分析
通过实验观察,本系统可以实现将HRB400、CRB550 类型的钢筋完成波浪筋高度75~355mm 和波浪筋节距190~210mm 范围内的多高度多节距的弯曲成型。大大扩大了波浪筋成型的产出范围,提高了生产效率。
本系统的研发顺应了当前建筑工业化发展的需求,对于解决波浪筋弯曲成型生产线设备缺乏,现有国内设备生产效率低等问题起到积极促进作用,具有良好的经济效益和社会效益。
5 结语
桁架波浪筋弯曲成型自动控制与安全运行监控系统可以采集弯曲成型结构的各项运动数据,可以检测储料情况和送料状态并在紧急情况下急停报警,还可以进行钢筋加工节距记录查询。通过6 个月的使用、观察与调试,本系统已经可以满足设备的安全监视要求和自动控制要求。自动控制工作稳定、响应流畅,安全运行监视系统数据全面,各个功能运转均良好。
本项目的研发,将提高我国钢筋桁架生产线的自动化程度,保障安全生产,提升行业的竞争力。