镍氢、锂离子电池回收利用项目环境影响评价关键问题探讨
2024-02-13黄雅娟刘光生蓝伟锋
*黄雅娟 刘光生 蓝伟锋
(1.厦门市环境监测站 福建 361000 2.厦门理工学院环境科学与工程学院 福建 361024 3.福建省环安检测评价有限公司 福建 361000)
随着新能源汽车产业的高速发展,行业已经走过了铅酸电池和镍镉电池时代,目前正处于镍氢电池和锂离子电池的绿色电池时代。绿色镍氢电池和锂离子电池的广泛使用,也带来大量的报废动力电池。这些废旧电池若无法安全处理,将对社会环境安全造成重大影响。国家高度重视废旧电池的回收利用,这在新能源领域具有战略意义。我国新能源汽车动力电池将进入规模化退役阶段,如何处理退役的废旧动力电池成为业界的重要议题[1]。相应的,绿色镍氢电池和锂离子电池回收利用项目的环境影响评价工作也获得大量关注[2-3]。一些研究分析锂离子电池运营期各个环节产生的污染因素,分析其最终排出污染物对厂址周围的影响,提出更进一步的污染防治措施[4-5]。
因此,本文在实际开展镍氢和锂离子电池回收技改项目环境影响评价的基础上,分析项目污染物的产生情况,并据此探讨了环评中的几个关键问题——工程分析、清洁生产、环境经济效益,并提出此类项目关注的要点及可行的污染治理措施,以期为电池回收项目建设和环境评价管理提供参考。
1.项目生产工艺特点及产污情况
(1)项目产品方案及产污情况
在现有镍钴废料回收利用项目基础上,增加废旧电池(镍氢和锂离子电池)前段预处理生产线,包括拆解、煅烧、粉碎、筛分等工序,完善废旧电池(镍氢和锂离子电池)的回收流程,达到废旧电池回收利用的目的。该项目会有废气等产生,无生产废水产生(表1)。废气主要有:煅烧废气(含烟尘、HCl、HF、SO2、Ni、Co、Mn、Cu)、粉碎和筛分粉尘、蒸发结晶氨气(NH3)。
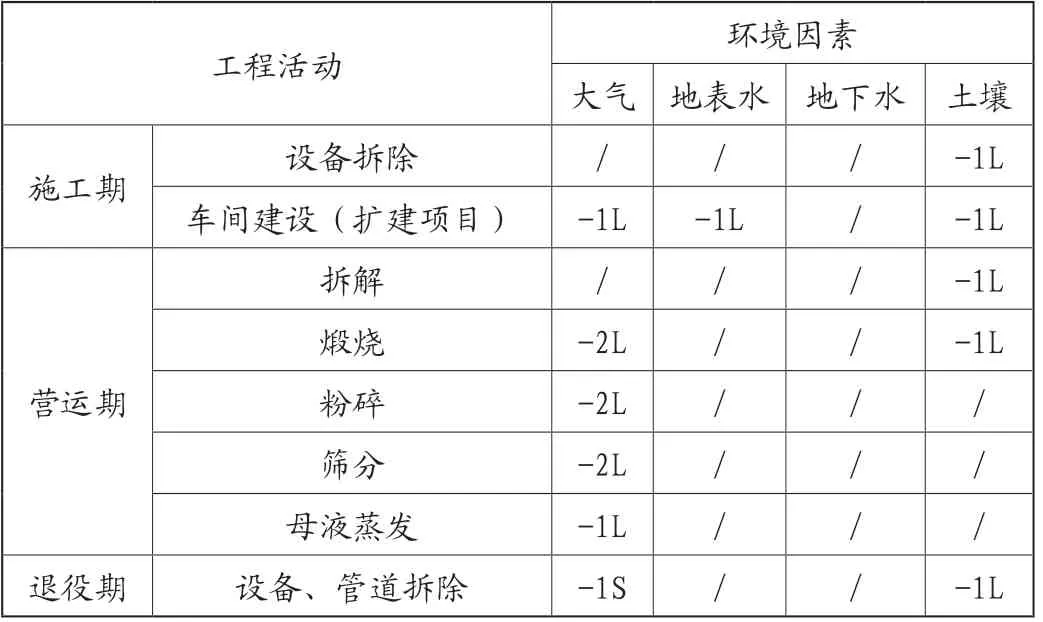
表1 项目环境影响因素识别一览表
(2)关注的主要环境问题及环境影响
①项目运营后废气经处理后是否可做到达标排放,分析技改和扩建完成后全厂废气排放对周围环境空气的影响是否可接受。
②项目运营后废水排放是否对某污水处理厂造成大的影响;项目运营后对土壤和地下水环境的影响是否可接受。
2.工程分析要点
(1)废气
项目是对镍钴废料回收利用生产线进行技改,生产原料由回收废(镍氢和锂离子电池)粉料、镍钴废料,改为部分直接用废镍氢电池和锂离子电池,根据相应的化学反应方程式进行理论分析核算。
①拆解
人工将废旧电池投入拆解机拆解,使得隔膜纸、钢壳、绝缘片、废塑料纸从废旧电池中分离出来。剩下的正极材料、电解液等物料进入煅烧炉煅烧。
废旧锂离子电池电解液中的六氟磷酸根容易挥发,与空气中的水发生反应,生成氟化氢(HF)气体,反应方程式如下:
②煅烧
镍氢电池中主要含O、Mn、S、F、Cl、Co、Ni,锂离子电池中主要含O、C、Mn、Li、Co、Ni,通过煅烧(700~900℃,3~6h),使得物料中的电解液、石墨、粘结剂等有机物、活性物质被分解,不会影响Ni、Co、Mn的回收。煅烧过程中的化学反应式如下:
煅烧过程会有SO2、HCl、HF、烟尘、镍、钴、锰、铜等污染物产生。
煅烧废气、拆解废气经耐高温布袋除尘器+碳酸钠喷淋塔(两级)处理后排放。
③母液处理
新增一套三效结晶蒸发器,来处理母液,主要污染物是:SS、NH3-N、Co经现有钴沉降池、微孔过滤器过滤后,使Co、SS得以去除,再进入三效结晶蒸发器处理NH3-N。
三效结晶蒸发器处理母液过程中会有NH3产生,经列管式冷凝器冷凝回收后,再经稀盐酸+水喷淋处理后由排气筒排放。
(2)废水
废水包括调浆用水、含钨废渣洗涤用水、稀土沉淀洗涤用水和除铁渣洗涤用水。项目新鲜自来水用量为242.5m3/d,损耗量为1.5m3/d,约241m3/d进入萃余液。无盐水用量为104.4m3/d,约15.7m3/d进入副产品硫酸锰溶液中,约19.0m3/d以水蒸气的形式损耗,约71.8m3/d进入母液。因此,镍钴废料回收利用生产线废水排放总量为312.6m3/d。
萃余液来自现有镍钴废料回收利用生产线镍萃取产生的废水。主要含Ni、Mn。镍钴废料等均含有Ni、Mn,采用湿法回收Ni、Mn,除进入产品中,其余均全部进入废水中。根据镍钴废料等用量及含Ni、Mn比例,可计算出Ni、Mn的量,分别为:711.2t/a、527.9t/a,约697.0t/a进入高纯硫酸镍(NiSO4·6H2O)、511.5t/a进入粗品硫酸锰(MnSO4)。剩下的Ni:14.2t/a、Mn:16.4t/a进入萃余液中。萃余液水量为79464m3/a,从而计算出萃余液Ni、Mn的产生浓度分别为:178.9mg/L、206.3mg/L。
母液主要来自现有镍钴废料回收利用生产线线碳酸钴沉淀、洗涤工序产生的废水。该股废水含Co。根据镍钴废料、氯化钴等用量及含Co比例,可计算出Co的量,为1017.0t/a,约996.7t/a进入碳酸钴(CoCO3)。剩下的Co:20.4/a,约5.0t/a进入废气,剩余的约15.3t/a进入母液中。母液水量为83655m3/a,从而计算出母液Co的产生浓度为:183.4mg/L。
3.污染防治措施及可行性分析
(1)废气
煅烧废气、拆解废气经耐高温布袋除尘器+碳酸钠喷淋塔(两级)处理后,尾气依托高烟囱排放。氨气经列管式冷凝器处理后,进入一级稀盐酸+一级水喷淋处理,尾气由15m高排气筒排放。
耐高温布袋除尘器对烟气的去除率为95.0%以上。极少数粒直径在0.1μm以下的烟气进入碳酸钠喷淋塔喷淋,通过水力冲刷,把烟气带入水中,单级碳酸钠喷淋塔对烟气的去除率达50%,两级去除率为75%。因此,布袋除尘器+碳酸钠喷淋塔对烟气的去除率为98.5%。单级碳酸钠喷淋塔对HCl、HF、SO2的去除率为40%,两级的去除率为60%左右。
(2)废水
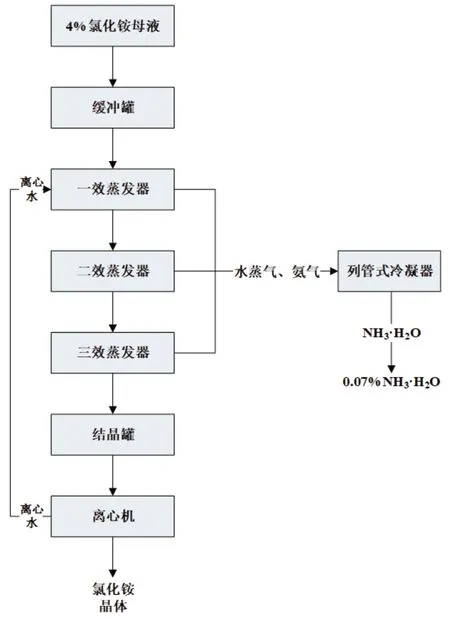
图1 三效结晶蒸发器工艺流程图
项目生产废水均进入厂区污水处理中心处理,为进一步处理高浓度氨氮废母液,拟新建一套高浓度氨氮废水处理设施,即三效结晶蒸发器。母液中主要物质是氯化铵(NH4Cl),污染物以氨氮来表征。被蒸发的物料为NH4Cl溶液,处理规模为10.6t/h,NH4Cl含量为4%,最后出晶体0.25t/h,蒸发水量为10.35t/h。
用蒸汽间接加热母液,使得母液中的水气蒸发,母液中的NH4Cl最终形成NH4Cl晶体,NH3-N得以去除。经过三效结晶蒸发器处理后,母液的排放量为零,对氨氮的去除率为100%。
4.清洁生产及环境经济效益
(1)清洁生产
清洁生产按照《废电池污染防治技术政策》执行。废锂离子电池运输应采取预放电、独立包装等措施,防止因撞击或短路发生爆炸引起的环境风险,消除对人类健康环境的危害。废镍氢和锂离子电池拟分开贮存在阴凉通风原料贮存间。废电池在运输到厂区前,已进行放电处理。预处理车间采取低温措施,防止拆解过程中电解液挥发。采取高效萃取回收镍、钴、锰等有价金属,对于高浓度氨氮母液采取三效结晶蒸发器精馏措施处理,回收氯化铵副产品,减少母液的排放。
(2)环境经济效益
从环境经济效益层面,综合考虑三效结晶蒸发器和耐高温布袋除尘器+碳酸钠喷淋塔措施的经济环境效益。通过三效结晶蒸发器,处理1t高浓度氨氮(氯化铵)母液费用约为200元,母液产生量为83655t/a,处理费用1673.1万元/年。耐高温布袋除尘器+碳酸钠喷淋塔处理1t烟尘(Ni、Co、Mn、Cu)的费用约3000元/套,烟尘(Ni、Co、Mn、Cu)去除量共计304.92t/a,处理费用91.48万元。初步估算,项目产生的经济效益共计458.96万元/年,占运行费用25.91%。这些表明企业充分贯彻“绿水青山就是金山银山”理念,通过技改,提高资源回收利用度,减轻对周围环境的影响,实现人类自然和谐共生。
5.结论
随着锂和镍氢电池回收利用行业的快速发展,对电池回收生产过程中工程分析、清洁生产、环境经济效益进行探讨,提出了电池回收利用项目环境影响评价报告编制过程需注意的问题,以期为电池回收项目建设和环境评价管理提供依据,为企业节约成本,实现环境、经济效益最大化。