模块类网络安全产品的智能测试系统设计
2024-02-04孟珞珈郭元兴盛强强李建国
孟珞珈,郭元兴,盛强强,杨 光,廖 熹,李建国
(中国电子科技集团公司 第30研究所,成都 610041)
0 引言
网络安全产品应用遍布党政以及金融、能源、交通、电子信息等关乎国计民生的重要行业[1-2],其物理形态多为小型模块化的电子产品,既有如USB-KEY等具有标准接口的模块,也有接口与外形定制设计的模块,工作时需将其安装到对应的宿主设备中使用。当前网络安全产品生产批量大、交付周期短,但企业现有测试能力却难以满足产品的按期交付,以典型产品USB-KEY为例,单条测试线2名操作人员单日工作8小时产能不足600件,原因主要有两点:1)现有测试工艺主要依赖人工操作,自动化程度低,经测算人工操作约占整个测试时间的25%;2)产品换线时间长,当需要换线时,由于涉及到更换产品的测试工装以及搭建测试环境,换线时间一般在70分钟以上。经企业评估,单日产能需达到1 500件才能满足交付需求,虽然新增测试线与操作人员的方式可以短时间内快速扩充产能,但会导致测试成本大幅增加,企业难以接受,因此迫切需要通过智能化手段代替人工操作,在降低人力投入的同时提升测试效率与柔性换线能力[3-6],满足产能需求。
取代人工操作的关键在于采用机械手实现对产品的抓取、装夹及分拣等操作。随着劳动力成本的不断上升,工业自动化设备在很多领域正越来越多地被广泛使用,其中工业机械手凭借其稳定性好、适应面广、效率高等优点,成为工业自动化生产的理想工具[7]。在欧美日等发达国家已广泛使用机械手代替人工进行上下料,从毛坯开始到加工成成品,整个生产线的上下料全部都使用机械手来完成,这已成为现代生产技术不可阻挡的发展趋势[8]。例如工业流水线上常见的分拣机械手,可以通过基于PLC的运动控制系统控制机械手抓取生产流水线上不同形状大小的物品,具有持续工作、效率高等优点,可以极大地提升生产的灵活性和通用性,适用于在复杂场景下各种零部件的上料需求[9-12]。
提高测试效率的关键在于设计测试系统实现批量自动化测试。在测试系统设计技术方面,随着计算机技术、数字化集成技术、自动测控技术以及智能化技术的发展,测试系统向着标准化、智能化、通用化和网络化的方向迈进,而基于PXI总线架构的测试系统则是当前主流应用。PXI总线是PCI在仪器领域的扩展,它将CompactPCI规范定义的PCI总线技术发展成适合于试验、测量与数据采集场合应用的机械、电气和软件规范,从而形成了新的虚拟仪器体系结构。PXI总线平台具有良好的兼容性和扩展性,适用于工业环境,它成为自动化测试领域高性能、低成本的运载平台,广泛应用在汽车生产、机器监控、军事和航空、制造测试等各种领域。采用PXI总线平台开发自动化的测试系统,其测试业务在计算机软件的控制下进行,凭借计算机可操作性强、运算速度快、处理能力强等优点,在降低测试系统操作复杂度的同时提高了系统的精度和工作效率,实现了测试系统的自动化和高效化[13-15]。
在智能制造相关技术快速发展的环境下,将智能测试技术与生产流水线的构建相结合,提出智能设备新的功能需求和测试技术发展的新方向,寻求智能设备及测试技术在智能制造中新的应用前景,这是推动智能工厂建设的一项重要工作[16]。本文提出一种通用性强的模块类网络安全产品智能测试系统设计方法,通过构建智能测试装置,将搭载图像传感器的工业机械手控制技术与基于PXI架构的网络安全产品测试系统设计技术相结合,实现上下料、型号识别与柔性换线、智能装夹、批量测试、质量感知及分拣处理等流程的全自动化,大幅度提升网络安全产品的调测效率及质量控制能力,并有效降低人力成本。
1 系统组成和原理
1.1 系统组成
模块类网络安全产品的智能测试系统组成如图1所示,由硬件系统和软件系统组成。硬件系统包括主控计算机、交换机、智能测试装置、测试平台、上料装置和出料装置,其中主控计算机是智能测试系统的控制中心,采用显控一体化设计,负责智能测试系统各设备的调度与运行控制。智能测试装置主要包含工作台面、机械手系统、图像传感器、治具传输带、档停定位机构以及监控摄像头等设备,实现产品的自动传输、图像信息识别、装夹、分拣等操作。测试平台安装在智能测试装置主体内,由测试主机以及测试接口装置组成,其中测试主机基于PXI总线架构设计,主要包括主处理单元及多个独立的测试单元,实现对产品的批量自动化测试;测试接口装置是对测试主机测试接口的转接与延长,根据被测产品类型分为插接式和探针式,可按照不同产品测试需求灵活更换。上料装置和出料装置与智能测试装置的治具传输带连接,用于被测产品的批量自动上料与出料。
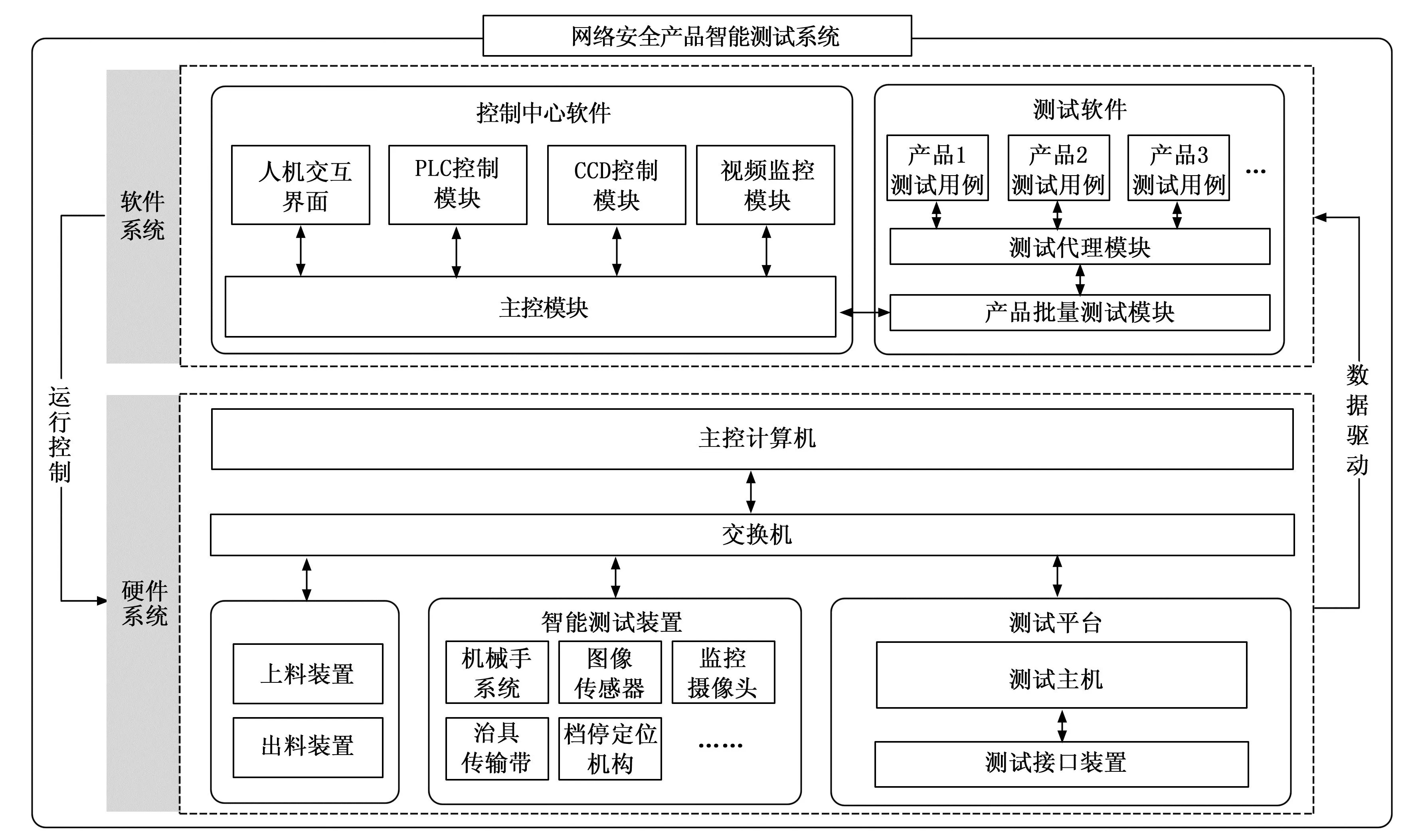
图1 网络安全产品智能测试系统组成
软件系统包括控制中心软件和测试软件。控制中心软件运行在主控计算机上,由主控模块、人机交互界面、PLC控制模块、CCD控制模块和视频监控模块组成,实现对智能测试系统内各设备的运行控制,并提供测试操作界面及多维度的信息交互看板。测试软件运行在测试平台上,实现对产品的批量自动化测试,并将测试结果反馈到控制中心软件,测试软件由产品批量测试模块、测试代理模块及多型网络安全产品的测试用例组成,其中产品批量测试模块运行在测试平台的主处理单元上,测试代理模块及测试用例运行在测试平台各个独立的测试单元上。
1.2 系统运行原理
模块类网络安全产品现有测试流程主要包含安装产品、产品初始化、写入固件程序,物理与电子编号比对、写入随机数、写入工作参数、业务测试、参数擦除以及分拣产品等步骤,通过流程再造与优化,将需要人工操作与判别的步骤交由上料与出料装置、机械手系统、图像传感器以及测试平台来自动控制完成,从而形成以产品上料、柔性换线、编号识别、产品装夹、批量自动测试、产品分拣及出料为流程的一站式测试场景,如图2所示,并可根据测试需求进行软硬件的灵活重组与调用,实现流水线测试能力的快速构建。系统运行原理如下所述。

图2 测试流程优化与再造
1)准备工作:前期准备工作主要有四步:①将产品的测试平台安装到智能测试装置内;②配置坐标参数,包括抓取坐标参数、装夹坐标参数、拔取坐标参数和分拣坐标参数,用于机械手对产品进行抓取、装夹、拔取以及分拣的坐标定位;③在产品治具的二维码标记槽位中粘贴产品信息二维码;④将产品批量装入产品治具中;
2)产品上料:将产品治具放入上料装置后启动测试,控制中心软件控制上料装置将产品治具送入智能测试装置中;
3)柔性换线:控制中心软件控制治具传输带将产品治具传输到固定位置后档停,控制图像传感器读取产品治具上的二维码获取被测产品型号,并控制机械手抓取方式、装夹方式以及测试用例的联动切换,实现柔性换线;
4)编号识别:控制中心软件控制机械手系统依次移动至每个产品的上方,通过图像传感器拍照获取每个产品外观上的物理编号信息,同时检测治具中的产品是否已摆放到位;
5)产品装夹:控制中心软件控制机械手系统根据坐标参数将产品依次抓取,并装入到测试平台对应的测试接口上。
6)批量自动测试:完成装夹后,控制中心软件向测试软件发出测试启动命令,测试软件启动产品测试用执行自动化测试,并向控制中心软件反馈测试结果,控制中心软件通过人机交互界面显示测试过程信息;
7)产品分拣:完成测试后,控制中心软件控制机械手系统将合格品和不合格品分拣到对应的治具上,分拣完成后通过治具传输带将装有合格产品的治具推送到出料装置,并将机械手系统复位;
8)出料:将装有合格产品的治具通过出料装置转送到后续工序,不合格产品由人工定期处理;
9)测试过程监控:智能测试系统工作时,主控模块会调用视频监控模块,将系统运行视频通过人机交互界面进行展示。
1.3 通信架构
智能测试系统的通信架构如图3所示,采用局域网(LAN)总线构建基本的通信网络,主控计算机、测试平台的测试主机、智能测试装置PLC、上料装置PLC、出料装置PLC以及CCD工控机均通过网线接入到交换机实现互联互通,主控计算机与PLC之间采用定制的PLC控制协议进行通信。在智能测试装置内部,机械手系统、治具传输带、气缸以及传感器等其他设备通过RS485总线连接到智能测试装置PLC上;在上料与出料装置内部,传感器、传输带以及气缸等设备通过RS485总线连接到对应的PLC上。

图3 系统通信架构图
1.4 产品装夹方式
产品的装夹方式根据产品外形特点主要分为两类:一类是在装夹时采用夹抓将产品抓取后插接到测试接口装置上,此种方式适合于外形特点如USB-KEY等适合夹抓的产品,如图4(a)所示;另一类是通过吸盘吸取后放置到测试槽位上,再控制压接固定机构将产品向下压,使产品接口与测试接口装置的探针式测试接口相接触,以保证产品接口与测试接口探针接触良好,此种方式适合于接口在产品下方的定制模块,如图4(b)所示。

图4 产品装夹方式示意图
1.5 批量测试原理
为提高测试效率,产品的批量测试采用了并行测试架构进行设计,其原理如图5所示,执行单个产品测试流程的是产品测试用例,测试用例由产品的一系列具体测试项目组合形成。在完成产品的批量装夹操作后,控制中心软件的主控模块向测试软件的产品批量测试模块发起测试通知,产品批量测试模块通过测试代理模块启动对应的产品测试用例,产品的测试用例在启动后,会自动按照测试项目顺序,产生相应的测试激励发送到被测产品,被测产品产生测试应答给测试用例,测试用例进行结果判断,并将过程数据和结果数据通过测试代理模块发送给产品批量测试模块;产品批量测试模块将接收到的测试结果转发到主控模块,由主控模块调用人机交互界面进行结果呈现。这一架构的优势在于,不同的产品测试用例是在测试平台各自独立的测试单元上运行,因此各个产品的测试流程是并行执行,不会受到其它产品测试过程的影响,测试效率明显提高。

图5 批量测试原理图
2 系统硬件设计
智能测试系统的硬件设计包括智能测试装置设计、机械手系统设计、测试平台设计三部分。
2.1 智能测试装置设计
智能测试装置设计原理如图6所示,主要由工作台面、机械手系统、图像传感器、治具传输带、档停定位机构、压接固定机构、监控摄像头和位置传感器组成,产品治具在智能测试装置内通过治具传输带进行传输。工作台面上提供了两组独立测试工位,可同时安装两组相同或不同测试平台的测试接口装置,以适配不同网络安全产品的混线测试,当需更换测试接口装置时,只需将测试接口装置从定位销钉中取出,再将新的测试接口装置插入定位销钉即可,换线操作简单;工作台面内部用于放置测试平台;工作台面上设置有支架,用于放置主控计算机。机械手系统实现产品的装夹与分拣。图像传感器搭载在多功能机械手上,实现图像信息的识别。治具传输带两端分别与自动上料装置和自动出料装置相连接,控制产品治具在智能测试装置内进行传输。档停定位机构将在治具传输带上传输的产品治具进行档停与提升,并精确定位固定,使产品治具脱离治具传输带,为机械手系统抓取产品提供精确坐标位置,并在完成测试后将治具下放至治具传输带。压接固定机构主要由压接气缸部件、压板和横移气缸部件组成,压接气缸部件向产品施加向下的压力,通过压板将产品压紧;横移气缸部件用于在产品放置的过程中将压接气缸部件移开,防止干扰机械手行程。监控摄像头用于实时采集测试装置主体内部的运行视频。位置传感器主要实现对产品治具在装置入口位置、档停位置以及出口位置的检测。
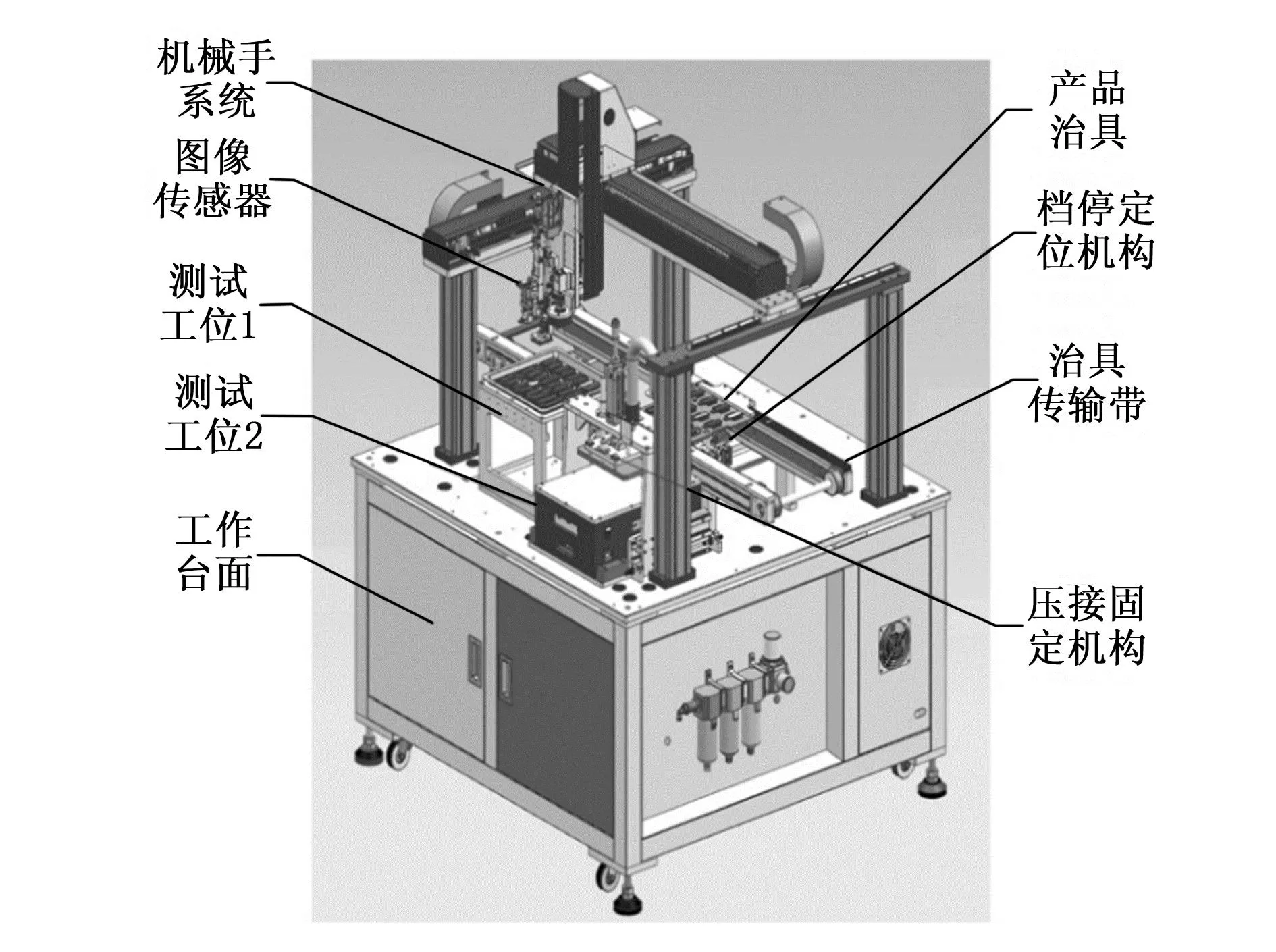
图6 智能测试装置设计图
产品治具外形尺寸为统一的长260 mm×宽250 mm设计,内有根据产品外形定制设计的若干槽位,用于批量放置产品,治具上设有二维码标记槽,用于粘贴记录有产品型号信息的二维码。
2.2 机械手系统设计
机械手系统由龙门三轴机械臂和多功能机械手组成,机械臂为多功能机械手提供XYZ三个轴向运动,结构模型如图7所示,有效行程为600 mm*550 mm*150 mm,速率达到800 mm/s;多功能机械手模型如图8所示,由夹爪、吸盘、夹抓汽缸和吸盘汽缸组成,抓取精度达到0.02 mm,并搭载图像传感器。工作时,控制中心软件首先控制多功能机械手移动到产品治具二维码上方,通过图像传感器拍摄二维码识别产品型号,自动选用夹抓或吸盘。自动选用的原理是当系统识别产品型号为适合夹抓抓取的产品时,系统控制夹爪气缸打开,弹出夹爪抓取产品,同时将吸盘汽缸关闭并退回吸盘;当系统识别产品型号为适合吸盘吸取的产品时,系统控制吸盘气缸打开,弹出吸盘吸取产品,同时将夹爪气缸关闭并退回夹爪。

图7 机械臂模型图

图8 多功能机械手模型图
控制中心软件控制多功能机械手依次移动至每一个产品的正上方,通过图像传感器拍摄产品的物理编号信息并转换为文本信息输出,用于产品批量测试阶段检测电子编号和物理编号是否一致,同时检测产品是否已准确放置到产品治具槽位。完成物理编号信息获取后,对于装夹方式为夹抓抓取的产品,由多功能机械手的夹抓依据坐标参数将产品直接抓起并对准插接到测试接口装置对应的接口上,并通过固定机构固定,如图9所示;对于装夹方式为吸盘吸取的产品,由多功能机械手的吸盘依据坐标参数依次将产品吸取后放置到测试接口装置相应的测试槽位上,并通过压接固定机构将产品接口与测试接口装置的弹簧探针接触紧密。

图9 产品装夹操作示意图
完成测试后,对于装夹方式为夹抓抓取的产品,控制中心软件控制多功能机械手的夹抓将产品拔出,将不合格品放置到不合格品治具,合格品则放回到原产品治具;对于装夹方式为吸盘吸取的产品,控制中心软件控制压接固定机构将压板升起并移开,再控制多功能机械手的吸盘将产品从测试槽位中吸取出来进行分拣。
2.3 测试平台设计
模块类网路安全产品在接口上差异较大,既有USB-KEY、mini-PCIe等计算机模块,也有RapidIO、Serdes等高速接口模块,还有由各种高速信号与低速RS232、TTL信号组合而成的综合接口模块,其参数加载需要通过宿主机从参数管理设备中读取并写入,因此测试平台需提供高通信带宽,以满足根据不同接口进行灵活配置的需求,并为产品提供参数加载的通道。而基于PXI总线的测试平台性能优越,既能有效解决测试平台在高速通信中的带宽瓶颈,也能支持系统中各单元之间的独立运行与灵活互换[17-21]。
网络安全产品测试平台由测试主机以及测试接口装置组成。其中测试主机基于PXI总线架构进行设计,由PXI机箱、主处理单元和6个独立测试单元组成,各单元之间通过PXI背板总线实现信号交互,测试单元及测试接口装置根据被测产品的测试需求定制设计,可通过升级测试单元及更换测试接口装置实现测试平台的快速重构。以USB-KEY测试平台为例,该平台可支持6件USB-KEY并行批量测试,由于USB-KEY在上电初始化后需加载随机数KEY和工作参数KEY,因此测试平台既需要满足产品批量接入测试,也要实现随机数KEY和工作参数KEY的自动切换与读取,其设计原理如图10所示。测试单元由“计算机模块+切换电路”构成,计算机模块提供测试所需的计算机接口及测试驱动,并控制切换电路依次读取随机数KEY和工作参数KEY并加载到产品中。测试接口装置与测试单元之间通过电缆进行连接,实现USB信号的延长与转接。

图10 USB-KEY测试平台设计原理图
3 系统软件设计
3.1 软件总体设计
智能测试系统的软件设计包括控制中心软件设计和测试软件设计,其总体设计如图11所示。控制中心软件运行在主控计算机上,由主控模块、人机交互界面、PLC控制模块、CCD控制模块和视频监控模块组成,主控模块实现对控制中心软件各个软件模块的调度与流程管控;人机交互界面提供测试操作界面及多维度的信息交互看板;PLC控制模块实现对智能测试装置内的机械手系统、治具传输带等设备以及上料、出料装置的动作控制;CCD控制模块控制图像传感器获取产品的物理标识、治具二维码等图像信息;视频监控模块控制监控摄像头实时获取智能测试装置内部的运行视频。测试软件运行在测试平台上,由产品批量测试模块、测试代理模块及多型网络安全产品的测试用例组成,其中产品批量测试模块运行在测试平台的主处理单元上,与控制中心软件的主控模块进行交互,实现对网络安全产品批量自动测试的流程管控;测试代理模块及测试用例运行在测试平台各个独立的测试单元上,测试代理模块实现对测试用例的选择以及数据转发,测试用例根据不同产品测试需求定制设计,自动按照流程执行单件产品的测试,并将测试结果通过测试代理模块反馈到产品批量测试模块。本文主要介绍主控模块设计、产品批量测试模块设计以及测试用例设计。
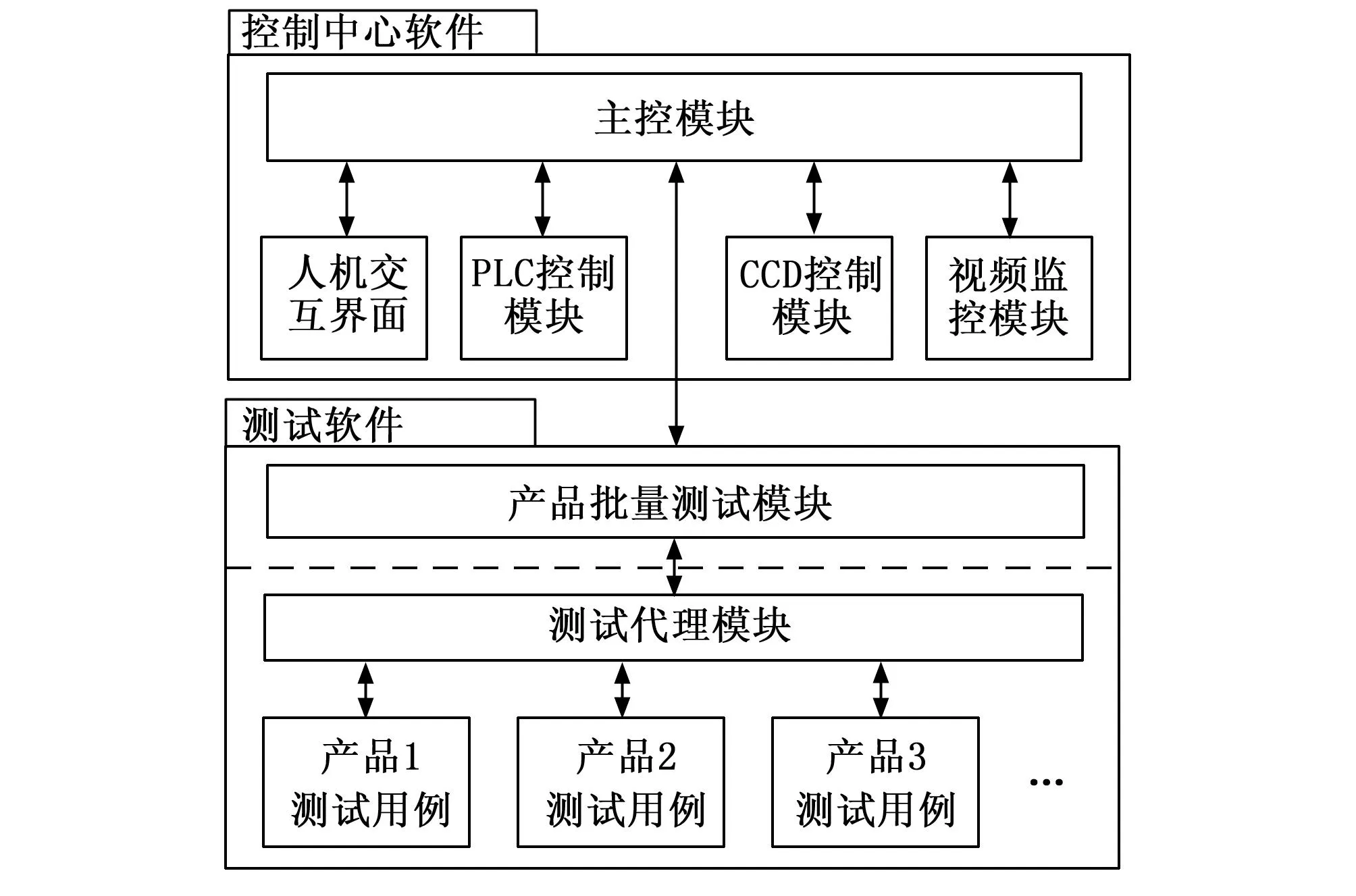
图11 软件总体设计框图
3.2 主控模块设计
3.2.1 运行流程设计
主控模块运行如流程如图12所示,主控模块向上料装置发出上料通知,上料装置将产品治具推入智能测试装置的治具传输带;主控模块通过到位传感器检测产品治具已传输到档停位置后,控制机械手移动到产品治具的二维码标记槽,通过识别产品二维码获取被测产品型号,并通知测试平台启动相应的测试用例;主控模块依据产品型号选择抓取或吸取方式并将坐标参数加载到智能测试装置PLC中;主控模块控制机械手依次移动到产品编号位置,控制图像传感器识别产品编号信息;主控模块控制机械手依次将产品抓取并装夹到测试接口上;主控模块发送产品编号信息给测试平台,并通知其执行测试;主控模块接收到测试平台反馈的测试结果后,控制机械手进行合格品与不合格品的分拣,并在分拣完成后,将产品治具移出传输带;主控模块查询出料装置无告警信息后,向上料装置发出上料通知,运行下一轮流程。

图12 主控模块运行流程图
3.2.2 PCL控制协议
主控模块与PLC之间通过ModBus-TCP协议进行控制与交互,实现上料控制、治具在位检测、机械手运行轨迹控制等操作,PLC主要控制协议如表1所示。

表1 主要PLC控制协议
3.3 产品批量测试模块设计
产品批量测试流程如图13所示。产品批量测试模块在开始运行后等待主控计算机发送测试消息;在接收到测试消息后,分别向6个测试单元发送启动测试命令以及对应的产品物理编号,并等待测试单元返回测试结果;在收到测试结果后将信息转发到主控计算机,并循环接收下一项测试结果,直到测试完成。

图13 产品批量测试流程图
3.4 测试用例设计
以USB-KEY为例,测试用例按照既定流程执行具体的测试项目并将每项测试结果上报给产品批量测试模块,主要分为产品初始化与参数加载、业务测试以及证书信息擦除三部分,如图14所示。

图14 USB-KEY测试用例流程图
1)产品初始化与参数加载流程:测试用例启动后依次按照产品初始化、写入固件程序、物理与电子编号比对、写入随机数以及写入工作参数的顺序向USB-KEY发起测试,并接收应答。其中物理与电子编号比对是指测试用例发出产品编号查询命令获取USB-KEY的电子编号,再与产品物理编号进行比对,两个编号一致则通过测试。
2)业务测试:包括业务循环测试及算法性能测试。其中业务循环测试是对USB-KEY的加解密业务进行循环测试并统计业务成功率,其流程包括:将待加密数据发送到USB-KEY进行加密,接收到USB-KEY返回的已加密数据后验证其协议符合性,再将有效数据封装为待解密数据发送到USB-KEY进行解密,将接收到的已解密数据与待加密数据进行比对验证,上述流程循环执行100次后统计业务成功率。
3)参数擦除:向USB-KEY发起参数擦除命令并接收是否擦除成功的应答。
4 系统运行效果分析
智能测试系统实物如图15所示,系统实现了一站式无人值守测试,支持多产品混线测试,具备柔性换线能力,换线时间从平均70分钟减少到10分钟以内,并且大幅提高了测试效率,降低了人力成本,为模块类网络安全产品规模化制造发挥积极作用。智能测试系统已应用于USB-KEY的批量测试,与人工测试能力对比如表2所示,单日产能提升超过180%,满足设计目标,人员投入减少50%,现场只需1名操作人员每间隔6小时负责一次批量备料与收料,单日总工时减少93%以上,质量判断方式从依赖人工判断转变为基于数据的自动判决,质量控制能力得到明显提升。

表2 智能测试与人工测试能力对比表

图15 智能测试系统实物图
此外,智能测试系统在测试执行过程中会实时更新测试执行看板信息。测试执行看板在设计上分为四个区域,如图16所示,包括状态看板、质量信息看板、实时视频看板以及测试过程看板,状态看板用于显示当前执行测试状态,并可人为控制启停测试;质量信息看板用于提供实时质量信息,通过图文结合的方式进行展示;实时视频看板可直观展示智能测试系统内部的运行状态;测试过程看板用于实时展示测试流程以及出现异常时的过程追溯。

图16 测试执行过程看板图
为提高网络安全产品的生产线的运转效率,需对智能测试系统与生产线上与其它工序进行有效整合,将上料装置和出料装置分别与前后工序相连接,其上一道工序为装配工序,下一道工序为包装工序,装配完成的网络安全产品可立即送入智能测试系统进行测试,测试完成后直接流入包装工序进行包装,实现装、调、检、包一体化生产。
5 结束语
本文从当前模块类网络安全产品测试工艺中存在的自动化程度低、测试难度大,难以适应规模化生产等问题入手进行需求分析,针对产品自身特点提出了将工业机械手控制技术与基于PXI架构的测试系统设计技术相融合的智能测试系统设计架构,详细阐述了系统组成、运行原理及各功能模块设计方案并加以实现。该系统已在模块类网络安全产品制造中得到应用,可显著提升产品的测试效率及质量控制能力。随着各行业对网络安全的日益重视,未来网络安全产品的需求会呈现较快的增长趋势,可以预见本系统将得到更为广泛的应用。下一步将对系统进行优化升级,以增强对不同产品的适应能力与闭环调整能力。
