西门子PLC控制系统在汽车生产线中的故障分析与研究
2024-02-01崔寒绪辛生
崔寒绪,辛生
(北汽利戴工业技术服务(北京)有限公司,北京 100875)
目前,西门子PLC国内市场占有率近50%,应用最广泛的产品是西门子S7 300系列。在汽车行业中的应用特点是功能元件多、程序大、从站多、分布散。不同的设备厂家设计理念差别较大。本文认为常见的故障类型如下:PLC程序故障、通讯故障、硬件故障、设计问题等。下面将根据上述的故障类型和维修方法进行阐述。
1 PLC程序故障维修
汽车发动机产线中普遍采用托盘加码块(RFID)的模式进行工件状态的判断和记录,当工件托盘进入设备内后RFID读取工件的记录数据判断是否进行加工。工件采用辊道和转台的方式输送到设备内(清洗机、机床、装配设备)。这就要求PLC 的逻辑控制十分严谨,否则,将会发生故障。且此类故障通常的表现是自动循环显示正常但不能进行加工或硬件正常却产生硬件报警,这些问题一般都是由供应商的程序逻辑bug导致,通过对PLC程序的优化一般可以解决。以下将结合具体维修案例及维修方式进行分析。
案例1:PLC程序的逻辑漏洞导致RFID进入死循环。
本案例的控制系统为西门子CPU 317F-2PN/DP配置西门子RFID-RF340R模块。
故障现象:清洗机开启自动循环后设备不报警不工作,工件停止在入口处。
维修思路:现场观察到工件停止在入口处没有进一步动作,因此将工作重点放到入口处的元件上。首先,检查元件状态指示灯未发现异常;然后,使用PG查找PLC程序,检查设备运行停止部分的程序,发现RFID没有返回阅读到的数据。进一步检查发现RFID始终处于忙碌状态。
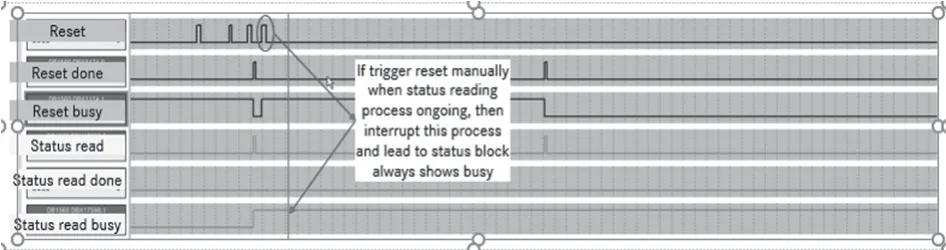
图1
检查与分析:本工位配置的是西门子RFID-RF340R模块,用来检查工件状态信息。RFID由通讯模块,阅读器,芯片组成,当芯片到达阅读器的检查范围后,将检测到出现信号,PLC发出读取指令读出芯片内的数据,通讯模块将阅读器状态和读取的数据送回至PLC进行逻辑判断。RFID的忙碌状态(RFID BUSY)一直有信号表示一直在读取过程中没有完成读取任务。RFID BUSY:A command is processed by RFID。此问题通常出现在调试过程中或者读取时的时序不对的情况下。该问题出现在生产时间排除了调试的可能性,重点查找时序问题,发现在RFID读取的瞬间按复位后会终止作业但是RFID BUSY信号却一直有信号。
故障处理:对RFID阅读器进行初始化操作,将DB块中的输入输出参数统一进行初始化并下载至项目后阅读器恢复正常。进一步优化PLC程序中的时序问题,当RFID在读取过程中时不允许进行复位操作。此问题得到了根本性解决。
总结:西门子PLC系统中对于各个元件的时序均有要求,当时序发生问题时极容易进入死循环,此时,对项目或元件进行初始化操作可快速解决问题。
案例2:PLC程序的逻辑不严谨导致转台电机保护开关动作,故障现象:辊道输送转台运动到位后产生报警“701663 OP130_CONV: Turn unit DS8: Motor protection switch n.i.O. <KF70-12:I154.0>”。
本案例的控制系统为西门子CPU 315F-2PNP配置西门子ET 200pro RSE ST电机驱动模块。
维修思路:找到报警的电机检查机械负载未发现异常情况,进一步检查电机绝缘正常,但是发现电机温度偏高,电机驱动模块有红灯一闪而过,在绝缘和机械负载正常的情况下,电机温度偏高,说明电机有缺相或者频繁启停现象。进一步检查电机驱动模块出口侧的三相电压正常,所以排查重点放在启停控制上。使用PG查找PLC启停控制程序,发现转台到位后不能形成自锁,导致电机出现频繁启停,当多次启动后电机电流升高,电机温度升高设备发出报警。
故障处理:根据上述分析可知,PLC程序问题是本次故障的根本原因,随即对PLC程序进行了修改,增加转台运动的置位复位功能,当电机转动命令发出后置位命令信号,必须到达位置后完成自复位,才能再次触发转动命令。
当设备报警时,采用先机械后电气的方法逐步排查问题,能够使问题快速得到解决,西门子PLC系统中每个动作和功能都需要严谨的逻辑,在任何控制步骤中不能出现线圈反复接通断开的情况。对于控制逻辑复杂的情况,一般采用自锁或置位的方法。
2 硬件故障维修
随着自动化控制的日益发展,西门子PLC系统功能越来越强大,模块之间开始采用拼接方式安装和网络通讯。并且普遍拥有自我硬件诊断功能。在实际使用过程中,因震动、安装、环境湿度、设计等原因又会逐渐影响硬件的性能,如出现模块通讯故障、硬件连接故障等。目前较常用的硬件维修方法主要是整体备件更换和元件替换法。
案例:控制系统为西门子CPU 317F-2PN/DP配置西门PMD SENTRON PAC3200电源检测模块。
故障现象:集中供液系统开启自动循环后自动断电并提示“设备关机”。
维修思路:根据报警提示的信息采取先外后内的方法,首先检查设备开关机按钮和控制电源状态,然后根据PLC关机程序查找问题点。
检查与分析:经检查按钮和电源状态正常,对PLC程序进行分析。
通过分析得出能够引起关机的原因有:从站故障、急停、电源未准备好、远程关机命令。查看硬件组态从站正常无故障记录,急停功能验证正常,远程关机命令未触发,重点检查电源未准备好问题。通过对系统的运行原理进行分析,电源实际正常,可能是检测元件问题导致误检查到电源电压不合格。随即对元件检测的数值进行监控,发现在现场有大功率泵启动的时数值有明显跳变。将PAC3200电源检测模块拆下进行仔细检查,发现测量电源电压的针脚有虚接情况,对针脚重新焊接后回装到设备,集中工业系统恢复正常。
震动是能量源耗散的传播,当有较精密的元件时易发生损坏现象,还可使电子设备产生误动作从而造成设备故障,降低系统的稳定性。此类故障需要优先锁定故障所在的位置,通过位置进行仔细检查发现异常点,针对异常点处理才能较快地解决故障。
3 通讯故障维修
在西门子PLC系统中通讯功能是十分重要的功能,它能够大大地减少现场电缆的布置,减少线缆连接的故障,使远从站距离传输成为可能。目前西门子PLC主推PROFINET IO网络,它是基于以太网通讯的网络,囊括了实时以太网,运动控制,分布式自动化等并且可以跨供应商兼容其他品牌的工业以太网。由于通讯网络连接的设备或模块较多导致发生网络通讯类问题时的影响较大轻则设备无法运行,重则网络瘫痪工厂不能生产,所以处理网络通讯类问题是技术人员必须掌握的技能。PROFINET网络通讯故障通常具有以下几个种:(1)模块故障;(2)网络丢包;(3)站点丢失;(4)电缆断线。下面将结合实际案例对PROFINT 通讯故障案例进行分析。
案例1:PLC模块偶尔丢包导致的连接故障。
本案例的控制系统:此设备运行中需要和上料装置进行通讯,使用的是西门子CPU 317F-2PN/DP配置西门子XB008交换机。
故障现象:设备频繁报警连接故障,复位后可以继续生产。
检查与分析:根据网络连接和设备原理进行分析,首先,对PROFINT网络线缆使用仪器进行了测量线缆状态良好,证明线缆正常。将线缆在交换机中端口位置进行了更换并观察,故障频次无明显变化。通过PING测试发现设备存在丢包现象,为了解决此问题在PLC网络中增加了INDU SOL的网络监测模块进行网络观察,模块带有网络分析功能,通过查看统计记录发现共检测到PLC请求包526个,但是只检测到514个PLC应答包,据此可以得出PLC至交换机就存在丢包现象,能够造成丢包一般有几种情况:(1)交换机端口故障;(2)网络线缆故障;(3)PLC模块故障。根据前边的检查工作得出网络线缆正常,交换机端口正常,所有采取更换PLC模块的措施。更换后设备恢复正常未再出现连接故障的报警。查看网络分析也没有丢包现象,将网络中的监测模块取消。
图2
网络出现问题时采取先测量后更换,先线缆后模块的原则进行处理。当无法确定是哪个模块出现问题时采用仪器测量,网络监控分析,或者使用软件抓包的方法,将不可见的网络问题变成可见的数据或指示灯来帮助我们确定故障模块。
案例2:PROFINET线缆断线导致的站点丢失。
本案例的控制系统:西门子CPU 317F-2PN/DP配置西门子ET200从站。
故障现象:设备频繁报警34号站点丢失。
检查与分析:站点丢失问题通常是由线缆断线或者模块损坏导致。首先,对34号站接头进行检查未发现异常,继续使用仪器进行线缆测量,指示灯状态正常。此时,分析认为是模块的问题导致的站点丢失,随即将模块进行了更换,设备运行4小时后故障复发。根据设备原理分析34号站安装在能够旋转的部件上通讯线缆由碳刷结构连接,重点检测旋转部件和碳刷机构,发现在碳刷机构上的通讯线缆存在断线情况。重新制作线缆并安装后,设备恢复正常。
通讯线缆故障时,PRFINT网络故障中常见的故障,在解决故障时,优先检测线缆状态,当线缆中间有其他部件时优先检查中间环节。
4 结语
PLC自动化控制在各个行业应用越来越广泛,进一步促使其系统向着大型化、高可靠性、集成化和网络化方向发展。由此带来的新型故障也越来越多,维修和故障排除难度逐渐加大。既有硬件故障又有软件故障,还有外线路故障。所以掌握PLC系统的故障维修是技术人员必备的技能。在现场工作中,一般通过分析系统的运行原理后采取先机械后电气、先动后静、由外到内的思路,逐步缩小故障范围确定故障点,当现有手段不易查找问题时,借助专业的工具有利于帮助我们快速解决问题。
